





- Development and Physical Characterization of a Composite Laminate Aramid/Epoxy Manufactured by the Vacuum Bag Method
Carlos Andres Espinosa Dominguez†
 , Honorio Ortiz Hernández*, Helvio Mollinedo**, Orlando Susarrey Huerta, and Hilario Hernández Moreno*
, Honorio Ortiz Hernández*, Helvio Mollinedo**, Orlando Susarrey Huerta, and Hilario Hernández Moreno*Instituto Politécnico Nacional, SEPI ESIME Unidad Zacatenco, Ciudad de México, Av. Luis Enrique Erro S/N, UPALM, Zacatenco, C.P. 07738. México
*Instituto Politécnico Nacional, ESIME Unidad Ticomán, Ciudad de México, Av. Ticomán 600 Col.
San José Ticomán, C.P. 07340. México
**Instituto Politécnico Nacional, UPIITA, Ciudad de México, Av. IPN, No. 2580 Col.
La Laguna Ticomán, C.P. 07340. México- 진공백법으로 제조된 아라미드/에폭시 복합체의 개발 및 물리적 특성 분석
Reproduction, stored in a retrieval system, or transmitted in any form of any part of this publication is permitted only by written permission from the Polymer Society of Korea.
The manufacturing process of composite materials is crucial in determining their final quality and mechanical and physical properties. Although manufacturing defects affecting mechanical properties cannot be entirely eliminated, some process parameters can be improved to reduce them, and solutions without increasing manufacturing costs are sought. Currently, research on aramid fibers and epoxy resin is booming; thus, this study aims to apply the vacuum bag process with epoxy matrix and aramid fiber reinforcement, focusing on the manufacturing process parameters. Herein, a procedure for the hand lay-up of aramid impregnated with resin and the vacuum bag method for a composite laminate is described. Some variations and improvements in the vacuum bag technique were applied, improving the breathable layers in the mold to enhance the extraction of gases and promote a homogenous pressure distribution. ASTM procedures were performed to obtain the density and constituent content of the composite material, resulting in a fiber volume fraction of 0.606, a resin volume fraction of 0.294, and a porosity volume fraction of 0.098.
In this research study, the manufacture of a composite laminate is developed, using epoxy resin as matrix and aramid fibers as reinforcement, by the vacuum bag manufacturing method. Some variations and improvements were applied in the technique of the vacuum bag, improving the breathable layers in the mold to enhance the extraction of gases and favor a homogeneous pressure distribution. For the physical characterization, standardized ASTM procedures were carried out to obtain the density and content of constituents of the composite material.
Keywords: Aramid fibers, out of autoclave, manufacturing process, voids, volume fractions.
The authors wish to express their acknowledgement to Consejo Nacional de Ciencia y Tecnología - México for the support provided for this research.
The author(s) declare that there is no conflict of interest.
Composite materials are increasingly in demand in the aerospace, automotive, marine, and military industries, mainly because of their high strength-to-weight ratio. Composite laminates with aramid fibers and epoxy resins are commonly used in the design of personal and vehicle armors for protection against projectiles. The mechanical properties of the composite lam-inate depend primarily on the fiber properties, the bond-ing strength between the fiber and the matrix, and the manufacturing process parameters.1,2 How-ever, various defects in the composite material can affect its mechanical properties. These defects can occur in the fibers, matrix, or interface. Defects in the fibers can be due to an irregular distribution, misalignment, or broken fibers.3,4 Defects in the matrix can be due to incomplete curing and weak interface, which are caused by the lack of compatibility or inappropriate impregnation of the fibers, which produce regions of poor fiber/matrix adhesion between layers and voids. A void is a discontinuity in a composite material, and it is the most common and studied defect type. The voids are mainly due to air bubbles trapped in the resin, gases generated in the chemical reaction during curing, or a lack of resin impregnation to the fibers owing to their high viscosity, moisture, and other process factors.5,6 Although void formation has been identified and studied for each type of manufacturing process, these defects cannot be eliminated. Numerous studies have focused on monitoring the processing parameters that originate the voids, reducing the causes that produce them, and reducing their quantity, seeking to minimize manufacturing costs.7-9 The presence of voids is a potential stress concentration point when the material is subjected to loads. Therefore, achieving a low void volume fraction is desirable, and the technique and process parameters to obtain a high-quality material with good mechanical properties are significant.
The characterization of voids, their location, and the influ-ence of the manufacturing processes that cause their formation are topics that have been developed with technology evolution, starting with the determination of the density,2,6,10-21 moving from optical microscopes10,12,13,16,17 to electron microscopes,1,2,6,11,14-16 and ultrasonic tests with c-scan.6 These tech-niques have been used to determine the location, size, and quantity of voids and evaluate their influence on the mechanical properties of the composite. The most common measurable characteristic of char is the void volume fraction in the composite.
The autoclave manufacturing process provides a higher consolidation pressure during the high-temperature curing process and ensures a high-quality part with low pore volume. How-ever, the high acquisition and operating costs of autoclaves have led to the development of new out-of-autoclave (OoA) processing techniques to achieve good quality at a lower production cost. Among the OoA methods are liquid composite molding (LCM) and vacuum bags only (VBO); the latter uses prepregs to compact them with a pressure difference. There is also a variation in the VBO method to a double vacuum bag (DVB), which has two vacuum bags combined with a perforated tool and is carried out in two phases, degassing and compaction, allowing easy gas reduction during curing. Mujahid et al.10 compared the bagging techniques of a single vacuum bag (SVB) and DVB to understand the causes of the defects. The data showed a lower percentage of pores using the DVB technique owing to the double vacuum effect (balloon effect), which facilitates the evacuation of gases. Hou et al.12 proposed the DVB technique to make composite laminates with resins other than epoxy resin. Additionally, they cre-ated laminates with SVB to have a point of comparison. Both techniques used com-posite systems of carbon fibers/polyimide (LARC® PETI-8) resin and fiberglass/phenolic resin. The results revealed that the bond between the resin and the fibers is better in the DVB method than that in the SVB method. Moreover, fewer pores are observed in those manufactured via DVB than via the SVB method. Abdurohman et al.14 proposed a comparison of laminate man-ufacturing methods: hand lay-up, vacuum infusion, and the vac-uum bagging method, using epoxy resin (lycal-type) and EW185 woven glass fabric. They observed that using the manual method in many areas, the resin did not attach to the fiber and had the highest number of visible pores. In the vacuum bagging process, they appreciated that the resin binds better with the fiber, although voids were observed. In the vacuum infusion, there is a well-bonded resin with the fiber and a decrease in gases or voids. Lee et al.17 made a comparison of the “vacuum assisted prepreg com-pression molding” (VA PCM) method against the prepreg compression molding (PCM) manufacturing method. Among these methods, the carbon fiber reinforced polymer (CFRP) plates manufactured via both PCM and VA PCM methods produced microgrooves with the smallest average size on the sur-face. They also reported slightly lower pore values using the VA PCM method.
Another vital process parameter is the number of curing cycles. Typical cure cycles have a ramp graph over time and include the pressure and temperature parameters. In the ramp are the curing stages. The first stage allows the exhaustion of the air and trapped gases and the flow of resin in areas without impregnation. In the second stage, crosslinking of the resin occurs and then goes on to consolidation.
In a recent study,10 they analyzed the types of curing cycles, such as the manufacturer's recommended curing cycle (MRCC), manufacturer's recommended extended curing cycle (EMRCC), and direct curing cycle (DC). They determined that the DC curing cycle exhibited the lowest surface porosity. This was due to the lengthy vacuum retention time and high resin viscosity, which increased the thickness, thereby decreasing the porosity.
Wei et al.13 manufactured CFRP composite laminates. These laminates were processed at various curing temperatures (75, 80, and 85 °C) at different vacuum levels (70, 80, and 100%) to observe the air evolution between the coats during VBO curing. Observations showed that a reduced vacuum resulted in inefficient inter-ply air evacuation, a more rapid bubble expansion rate, and the formation of new air bubbles. Furthermore, if the high-quality vacuum is not maintained at the start of curing, a considerable increase in porosity could occur. They also found that the impregnation rate decreased as the vacuum level decreased.
Surface porosity does not affect mechanical properties, but it is significant in the final finish of the part. Surface porosity is mainly due to the air trapped between the prepreg and base tooling. Several studies have been dedicated to determining the causes of surface porosity and techniques to reduce it. Hamill et al.16 studied carbon fiber and epoxy composite laminates manufactured with prepregs in a vacuum bag with an aluminum plate as tooling and measured the surface porosity using a scanning electron microscope (SEM) for visual analysis. They confirmed that the surface porosity was attributed to the air trapped at the tooling surface interface with the prepreg. They affirmed that effective mitigation requires control of the vacuum level in the bag, storage time in the prepreg freezer, and prepreg wait time.
The increasing demand for composite parts and more complex geometries has resulted in the development of new processing techniques that lower production costs while enhancing the quality and mechanical properties of the parts. Initially, the process consisted of prepregs laid in a mold, sealed in a vacuum bag, and placed in an autoclave. Using an autoclave increases the pressure exerted on the composite, thus reducing the formation of voids produced by trapped air and gases generated during the resin curing. Consequently, autoclaving permits composites of higher quality with a low fraction of voids and improved mechanical properties. The vacuum bag process is widely used and provides high-quality, defect-free, low-defect composites. However, autoclaving is expensive, has high operating costs, and is labor-intensive. Therefore, new techniques have been developed without using an auto-clave, which are so-called manufacturing techniques out-of-autoclave.9,11,22,23
In this paper, a procedure for hand lay-up resin impregnation and the vacuum bag method for a composite laminate using aramid fibers and an epoxy resin matrix are described. In addition, an arrangement of porous layers to enhance the extraction of gases and promote a homogenous pressure distribution was proposed to reduce the void fraction in the composite laminate and improve the surface finish. To avoid damage to the aramid fibers, a matrix-digestion process based on the ASTM D 3171-9924 stan-dard method was used. An improvement of the matrix digestion method is presented by applying a water recirculation system and proposing an electrical temperature control system. In addition, the density and volumetric fractions were obtained through experimental tests, and good results were attained for the composite laminate with a low fraction of voids.
Materials. A composite laminate with 200 g/m2 Twaron® fabric and epoxy resin matrix was made with 28 plies of fabric arranged in a 0°/90° warp orientation. The epoxy matrix was prepared with 140 g of EPOLAM 2015® resin and 44.8 g of EPOLAM 2015 hardener, which has a pot life of 130 minutes, a density of 1.12 g/cm3, and a tensile strength of 70 MPa.
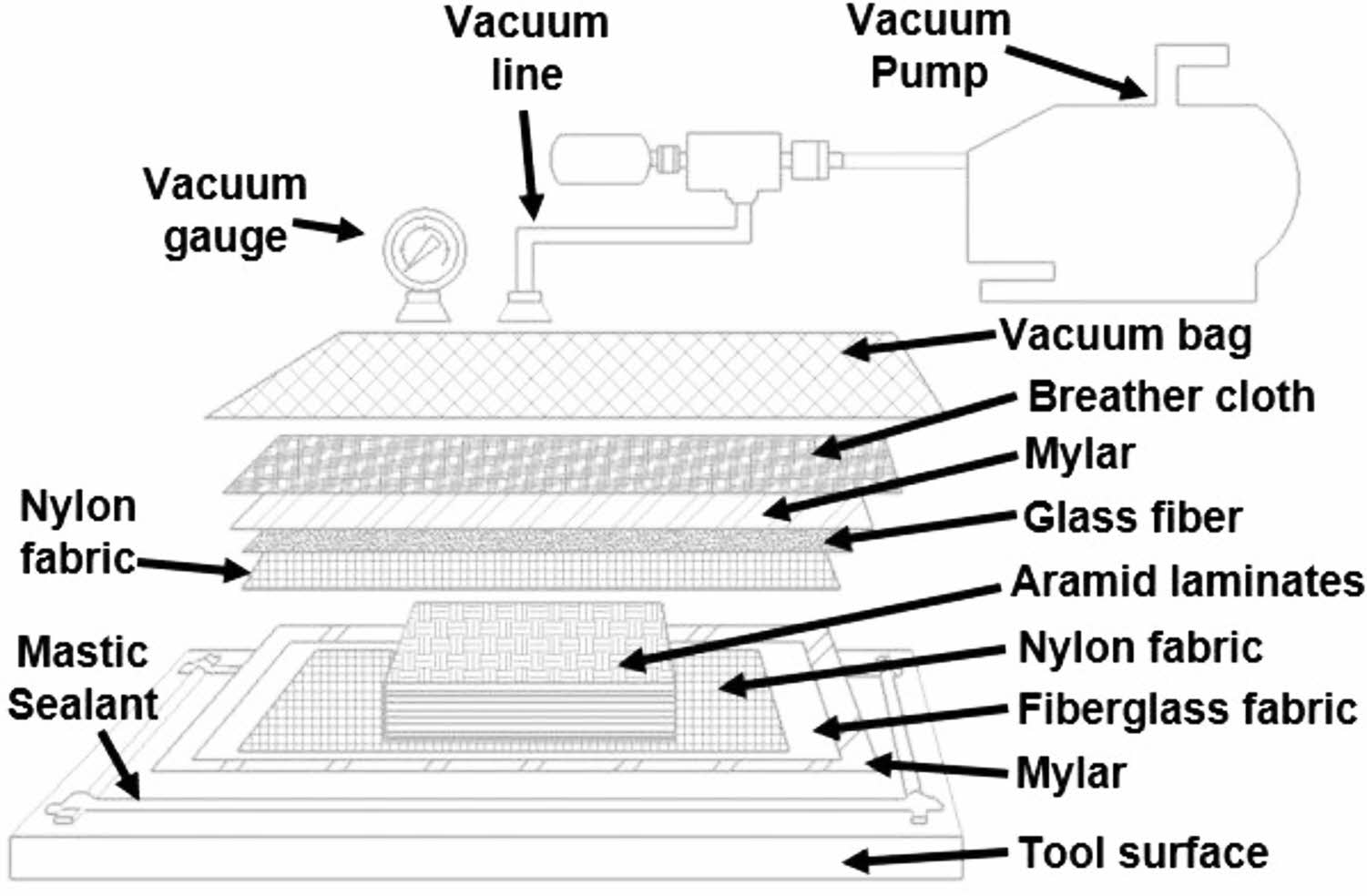
Composite Laminate Manufacturing Method. The vac-uum bag method was used, as described in reference.25 How-ever excessive surface porosity and roughness were obtained on the tool side of the laminate (see Figure 1). Therefore, modifying the lay-up sequence is required to obtain a better laminate surface. A glass plate was used as a tooling, and a layer of mylar was deployed as a release agent. A layer of fiberglass mat was added, followed by a nylon fabric layer to enhance the extraction of air and gases generated by the curing process and to ensure homogeneous pressure and impregnation in the area. By-hand impregnated plies of aramid were deployed over this base.
A similar arrangement was deployed on the upper surface in the following order: a layer of nylon fabric, a fiberglass mat to absorb excess resin, and a layer of mylar to prevent the vacuum hose from sucking resin. A breather cloth layer was arranged on top of the assembly to allow the discharge of gases and a uniform vacuum. Finally, the stacked layers were covered with a flexible plastic membrane and sealed around the perimeter of the mold, as shown in Figure 1. Then, the plastic bag was connected by a hose to the vacuum pump, and a vacuum was applied. A vacuum gauge was connected to the other end of the bag for the vacuum pressure measurement. Curing was performed at room temperature for 12 hours at 480 mmHg of vac-uum pressure.
Density Determination. The density measurements were performed according to ASTM D 792-0826 and ASTM D 3800-99.27 The volume of the specimen was calculated using a hydrostatic method, which indicates that when an object is totally or partially immersed in a liquid, it experiences a buoy-ant force equal to the weight of the dislodged liquid (see Figure 2). Once the volume and mass are known, the density of the composite can be calculated.
To perform the test, ten rectangular specimens were cut with an abrasive disc, 15 mm×25 mm, and 5 mm thick laminate composed of 28 plies of aramid/epoxy. The masses and volumes of the samples are listed in Table 1.
Once the test was completed, the specimens were wrapped in aluminum foil to identify them and avoid contamination.
Matrix Digestion Test. This test used the same samples as the density measurements, which were previously recorded and saved. The test was performed according to ASTM D 3171-99 Constituent Content of Composite Materials, A1. Procedure A: Matrix digestion using nitric acid.24
This test consists of four steps:
1) Determination of the weight and volume of the specimen.
2) Digestion of the resin matrix.
3) Washing and drying the fibers.
4) Determination of matrix, fiber, and void volume fractions.
A three-neck ball flask was used to connect an Allihn (reflux) condenser on one side of the neck, a thermometer in the central neck, and a pear-type safety funnel with hydrogen peroxide on the other side of the neck, as shown in Figure 3. Resin digestion was performed by immersing the specimen in 35 mL of 65% concentrated nitric acid at 70 °C for 3 h, as shown in Figure 3. Caution must be exercised when nitric acid is maneuvered, and wearing appropriate industrial plastic gloves and a full-face respirator mask with filters is mandatory.
A water bath was used as a coolant to keep the maximum temperature limit at 90 °C. Moreover, natural cork stoppers for the flask were used because the acid at these temperatures becomes so aggressive that it can damage the rubber stoppers, releasing fragments that contaminate both acid and fibers and causing an error in the test results.18 Water must circulate through the Allihn condenser to ensure that toxic gases do not emanate completely, so a water recirculation system with a pump was used to avoid wasting the water.
The pear-shaped safety funnel with hydrogen peroxide has two purposes, the most important is to dilute the acid in case of an emergency, and the other is to rinse the acid substance to observe the inside of the flask and verify the total dissolution of the resin through visual inspection. An on/off control system was used to regulate the temperature using a type-J thermocouple and an electromechanical relay, as shown in Figure 3.
Fiber Washing and Drying. To pour the acid and the fibers from the three-necked ball flask, two containers must be prepared: the first to put the fibers and to filter the acid (Gooch crucible), and the second to store the acid (Kitasato flask).
The fibers were washed first with hydrogen peroxide and then three times with distilled water. They were washed one last time by pouring acetone on them, and then a vacuum was applied, as shown in Figure 4.
The Gooch crucible with the fibers was then placed in an oven and dried for one hour at 100 °C. Finally, the crucible with the fibers was placed in a desiccator for one hour to cool down its temperature and weigh it.
Volume Fractions Measurement and Void Content. These measurements are based on ASTM Standard D 3171-99.24 The previous standard aims to obtain the volume fractions of each composite material constituents using the resin digestion method.
When the fibers were completely resin-free, the weight of the fibers and the Gooch crucible Wcr+fib were measured, and the weight of the empty crucible Wcru were then obtained. Using the previous measurements and eq. (1), the weight of the fibers Wf can be calculated.

Once the weight of the fibers Wf and specimen Ws are known, the resin weight Wr can be calculated using the following equation:

Now that the weight of the constituents were calculated and having the density value of each constituents, the volume of aramid fiber vf and volume of resin vr were obtained using eqs. (3) and (4). The density values of the constituents are ρr =1.17 g/cm3, ρf =1.44 g/cm3.

The void volume of the composite material vv can be calculated using eq. (5), based on subtracting the volumes of the constituents (vf and vr) from the specimen volume (vs).

Finally, the volumetric fractions of the resin (Vr), aramid fiber (Vf), and void (Vv) can be calculated using eqs. (6), (7), and (8).


|
Figure 1 (a) & (b) Laminates with disproportionate surface roughness and porosity; (c) scheme of the lay-up sequence of Vacuum bag assembly |

|
Figure 2 Scheme of the density measurement |

|
Figure 3 Scheme of the assembly for acid dissolution and connection of the electrical temperature control system. |

|
Figure 4 Scheme of Washing and vacuum application |

Modified Vacuum Bag Method. With the proposed modified vacuum bag method, correcting the main problem presented in the composite material is possible using the classic vacuum bag method, which exhibited a high porosity and unwanted roughness on the side of the mold face.
Considering that the molding method generates too many pores, the alternative of adding fabrics on the side of the mold face was conceived, which would help evacuate excess resin, distribute pressure, and escape air and gases. Nylon and fiberglass were used in this study. The nylon, a permeable fabric, allowed excess resin, gases, and air to pass through, finally detaching from the laminate once cured. The glass fiber was selected because it is a porous medium that allows adequate evacuation of the gases produced by the polymerization process. When placed on the mold side surface, both fabrics (fiberglass and nylon) generated better impregnation, decreased bubble formation, and surface porosity; and together, they produced a homogeneous consolidation pressure on the mold. Therefore, a composite material with good quality was achieved.
Density, Volume, and Void Fractions.The test results revealed a low density of 1.218 g/cm3 for the composite material compared to metals. For example, alu-minum has 2.70 g/cm3. In addition, a 2% variation was observed in the resulting densities, indicating consistency in the density measurement.
For the result of the fiber volumetric fraction, a reinforcement volumetric fraction of 0.606 was achieved. This high value was attained because a composite material for structural application must have at least a 0.600 fiber volumetric fraction.
A volumetric fraction for the resin of 0.294 was obtained, which is an expected value because this manufacturing method allows high reinforcement percentages. Likewise, the variation in the standard deviation of the resulting volumetric fractions of the matrix was small at 1.7%.
Meanwhile, the pore volume fraction of 0.098 was attained, a typical value, because it was expected to be low owing to the manufacturing method. In addition, the variation in the standard deviation of the pore volume fraction results was small (1.3 %). Table 2 lists the results obtained for the density and volumetric fractions of the specimen constituents.

Many studies have focused on finding new processing techniques for composite laminates to reduce manufacturing defects. In this study, some variations and improvements in the vacuum bag method are presented. Laminates are manufactured using 28 layers of aramid fibers impregnated with epoxy resin. Usually, the variations in the vacuum bag manufacturing method by adding nylon and fiberglass make the technique more efficient and provide uniform compaction pressure on the laminate surfaces, resulting in a proper bond between the matrix and the fibers and obtaining a compound with a high volume of reinforcement, a low percentage of pores, and good quality in the laminate. Additionally, it is a simple and economical manufacturing method.
Experimental tests were performed based on the standard-ized procedures of ASTM24,26,27 to investigate the content of the con-stituents of the composite materials and the density measurements. The tests were satisfactory in addition to the low dispersion of the results. Regarding the matrix digestion procedure improvement, applying the proposed water recirculation system avoided waste, and employing the proposed electric temperature control system provided security to the test.
The density value is desirable as it is relatively low, indicating a high resistance/weight ratio.
Furthermore, a fiber percentage of 60.6% and a resin percentage of 29.4% were obtained, which can be considered good enough for a structural application composite laminate manufactured using the vacuum bag method.28-30 An average porosity percentage of 9.88% was attained, and the results revealed variations from 7% to 11%. This variations can be attributed to the type of 200 g/m2 unidirectional aramid fabric used.
- 1. Muralidhara, B.; Kumaresh Babu, S. P.; Suresha, B. Utilizing Vacuum Bagging Process to Prepare Carbon Fiber/Epoxy Composites with Improved Mechanical Properties. Mater. Today Proc. 2019, 27, 2022-2028.
-

- 2. Bharath, D.; Sandhya Rani, B.; Saritha, V.; Irshad Khan, P.; Kumar Chokka, S. Tensile and Erosion Behaviour of Medium Calcined Alumina Microparticles on GFRP Composites Fabricated with Vacuum Bagging Process. Mater. Today Proc. 2020, 8-11.
-
- 3. Mehdikhani, M.; Gorbatikh, L.; Verpoest, I.; Lomov, S. V. Voids in Fiber-Reinforced Polymer Composites: A Review on Their Formation, Characteristics, and Effects on Mechanical Performance. J. Compos. Mater. 2019, 53, 1579-1669.
-
- 4. Huang, H.; Talreja, R. Effects of Void Geometry on Elastic Properties of Unidirectional Fiber Reinforced Composites. Compos. Sci. Technol. 2005, 65, 1964-1981.
-
- 5. Park, S. Y.; Choi, C. H.; Choi, W. J.; Hwang, S. S. A Comparison of the Properties of Carbon Fiber Epoxy Composites Produced by Non-Autoclave with Vacuum Bag Only Prepreg and Autoclave Process. Appl. Compos. Mater. 2019, 26, 187-204.
-
- 6. Rao, S.; Chiranjeevi, M. C.; Rajendra Prakash, M. Vacuum-Assisted Microwave Processing of Glass-Epoxy Composite Laminates Using Novel Microwave Absorbing Molds. Polym. Compos. 2016, 39, 1152-1160.
-
- 7. Monticeli, F. M.; Montoro, S. R.; Voorwald, H. J. C.; Cioffi, M. O. H. Porosity Characterization of Carbon Fiber/Epoxy Composite Using Hg Porosimetry and Other Techniques. Polym. Eng. Sci. 2020, 60, 841-849.
-
- 8. Almeida, M. De; Cerqueira, M.; Leali, M. The Influence of Porosity on the Interlaminar Shear Strength of Carbon/Epoxy and Carbon/Bismaleimide Fabric Laminates. Compos. Sci. Technol. 2001, 61, 2101-2108.
-
- 9. Mehdikhani, M.; Gorbatikh, L.; Verpoest, I.; Lomov, S. V. Voids in Fiber-Reinforced Polymer Composites: A Review on Their Formation, Characteristics, and Effects on Mechanical Performance. J. Compos. Mater. 2019, 53, 1579-1669.
-
- 10. Mujahid, Y.; Sallih, N.; Abdullah, M. Z.; Mustapha, M. Effects of Processing Parameters for Vacuum-Bag-Only Method on Void Content and Mechanical Properties of Laminated Composites. Polym. Compos. 2020, 42, 567-582.
-
- 11. Pishvar, M.; Amirkhosravi, M.; Altan, M. C. Magnet Assisted Composite Manufacturing: A Novel Fabrication Technique for High-Quality Composite Laminates. Polym. Compos. 2019, 40, 159-169.
-
- 12. Hou, T. H.; Jensen, B. J. Double‐Vacuum‐Bag Technology for Volatile Management in Composite Fabrication. Polym. Compos. 2008, 29, 906-914.
-
- 13. Hu, W.; Centea, T.; Nutt, S. Mechanisms of Inter-Ply Void Formation during Vacuum Bag-Only Cure of Woven Prepregs. Polym. Compos. 2020, 41, 1785-1795.
-
- 14. Abdurohman, K.; Satrio, T.; Muzayadah, N. L.; Teten. A Comparison Process between Hand Lay-up, Vacuum Infusion and Vacuum Bagging Method toward e-Glass EW 185/Lycal Composites. J. Phys. Conf. Ser. 2018, 1130, 12018.
-
- 15. Amirkhosravi, M.; Pishvar, M.; Altan, M. C. Improving Laminate Quality in Wet Lay-up/Vacuum Bag Processes by Magnet Assisted Composite Manufacturing (MACM). Compos. Part A Appl. Sci. Manuf. 2017, 98, 227-237.
-
- 16. Hamill, L.; Centea, T.; Nutt, S. Surface Porosity during Vacuum Bag-Only Prepreg Processing: Causes and Mitigation Strategies. Compos. Part A Appl. Sci. Manuf. 2015, 75, 1-10.
-
- 17. Lee, J. M.; Kim, B. M.; Ko, D. C. Development of Vacuum-Assisted Prepreg Compression Molding for Production of Automotive Roof Panels. Compos. Struct. 2019, 213, 144-152.
-
- 18. Camarena Arellano, D.; Vargas Rojas, E.; Hernández Moreno, H. Medición de Fracciones Volumétricas en Materiales Compuestos C-Ep y G-Ep por Digestión y Calcinación de Resina. In 5° Congreso Internacional de Ingeniería Electromecánica y de Sistemas, México, 2008; pp 595-599.
-
- 19. Hilario Moreno, H. Desarrollo de un Material Compuesto para Aplicación Estructural. Master´s Thesis, ESIME Ticomán, IPN, México, 2002.
- 20. García Rivera, S.S. Determinación de la Energía de Fractura de un Material Compuesto Carbono-Epoxy con Delaminaciones Sometido a Carga Cuasi-Estática y a Fatiga. Master´s Thesis, ESIQIE, IPN, México, 2017.
- 21. Ortiz Hernández, H. Propuesta de Desarrollo de Material Compuesto para Protección Contra Impactos de Alta Velocidad. Master´s Thesis, ESIME Ticomán, IPN, México, 2018.
- 22. Centea, T.; Grunenfelder, L. K.; Nutt, S. R. A Review of Out-of-Autoclave Prepregs - Material Properties, Process Phenomena, and Manufacturing Considerations. Compos. Part A Appl. Sci. Manuf. 2015, 70, 132-154.
-
- 23. Muralidhara, B.; Kumaresh Babu, S. P.; Suresha, B. Utilizing Vacuum Bagging Process to Prepare Carbon Fiber/Epoxy Composites with Improved Mechanical Properties. Mater. Today Proc. 2019, 27, 2022-2028.
-
- 24. ASTM International. Standard Test Methods for Constituent Content of Composite Materials; ASTM D3171-99(2004); West Conshohocken, PA, 2004.
- 25. Sauce Rangel, V. M.; Vargas Rojas, E.; Hernández Moreno, H. Fabrication and Characterization of GFRP, Using Vacuum Bagging Technique and Low-Cost Environmental Materials. In XVII IMRC Congress, Cancún, Quintana Roo, México, 2008.
- 26. ASTM International. Standard Test Methods for Density and Specific Gravity (Relative Density) of Plastics by Displacement; ASTM D792-08; West Conshohocken, PA, 2008.
-
- 27. ASTM International. Standard Test Method for Density of High-Modulus Fibers; ASTM D3800-99(2004); West Conshohocken, PA, 2004.
- 28. West System Inc. Vacuum Bagging Techniques; Gougeon Brothers: Bay City, 2010; 1-52.
- 29. Polymer Matrix Composites: Guidelines for Characterization of Structural Materials; SAE International on behalf of CMH-17, a division of Wichita State University: Warrendale, 2012.
- 30. Gay, D. Composite Materials: Design and Applications; CRC Press Taylor & Francis Group: Boca Raton, 2014.

- Polymer(Korea) 폴리머
- Frequency : Bimonthly(odd)
ISSN 0379-153X(Print)
ISSN 2234-8077(Online)
Abbr. Polym. Korea - 2023 Impact Factor : 0.4
- Indexed in SCIE
 This Article
This Article
-
2023; 47(1): 108-115
Published online Jan 25, 2023
- 10.7317/pk.2023.47.1.108
- Received on Dec 3, 2021
- Revised on Sep 28, 2022
- Accepted on Oct 8, 2022
Services
- Full Text PDF
- Abstract
- ToC
- Acknowledgements
- Conflict of Interest
Introduction
Experimental
Results and Discussion
Conclusions
- References
Shared
Correspondence to
- Carlos Andres Espinosa Dominguez
-
Instituto Politécnico Nacional, SEPI ESIME Unidad Zacatenco, Ciudad de México, Av. Luis Enrique Erro S/N, UPALM, Zacatenco, C.P. 07738. México
- E-mail: cespinosad21@outlook.com
- ORCID:
0000-0002-1540-6404
Hyecheon Building(Room 601), #354, Gangnam-Daero, Gangnam-Gu, Seoul 06242, Korea
TEL : 82-2-568-3860, 561-5203, 569-3860 FAX : 82-2553-6938 E-mail: polymer@polymer.or.kr