





- Effects of Fiber Length on the Reflection Loss of Electromagnetic Wave Absorbing Polypropylene/Carbon Fiber Composites Prepared by Injection Molding and by Screw Extrusion Process
Kweon Hyung Han, Seung Hwan Lee, Tae Seok Kim, Kwang Ho Song, Chong Min Koo*, and Woo Nyon Kim†

Department of Chemical and Biological Engineering, Korea University, Anam-ro 145, Seoul 02841, Korea
*Materials Architecturing Research Center, Korea Institute of Science and Technology, Hwarang-ro 14, Seoul 02792, Korea- 사출 및 압출성형 가공방법을 이용하여 제조된 전자파 흡수 폴리프로필렌/탄소섬유 복합재료의 섬유길이가 반사손실 물성에 미치는 효과
한권형 · 이승환 · 김태석 · 송광호 · 구종민* · 김우년†
고려대학교 화공생명공학과, *한국과학기술연구원 물질구조제어연구센터
Reproduction, stored in a retrieval system, or transmitted in any form of any part of this publication is permitted only by written permission from the Polymer Society of Korea.
The reflection loss (RL) performance and impedance matching characteristics of polypropylene (PP)/carbon fiber composite were studied according to two different composite preparation methods. For the PP/carbon fiber composite prepared by injection molding process, the RL value of -29.1 dB was achieved at low carbon fiber content (10 wt%), compared with the composite prepared by screw extrusion process (-15.6 dB). This good RL performance of the PP/carbon fiber composite prepared by the injection molding process was attributed to the impedance matching characteristic originating from the longer fiber length in the composite, than in the composite prepared by screw extrusion. The results suggest that the carbon fiber length in the composite is an important factor to achieve PP/carbon fiber composites that have effective electromagnetic wave absorbing properties
폴리프로필렌(polypropylene, PP)/탄소섬유 복합재료의 반사손실(reflection loss, RL)과 임피던스 매칭(impedance matching) 특성을 두 가지 다른 방법으로 제조된 PP/탄소섬유 복합재료에 관하여 연구하였다. 탄소섬유 함량을 10 wt% 첨가하여 사출성형 가공방법으로 제조된 PP/탄소섬유 복합재료의 RL 값은 -29.1 dB로 나타났고, 같은 탄소섬유 함량을 첨가하여 압출성형 가공방법으로 제조된 PP/탄소섬유 복합재료의 RL 값은 -15.6 dB로 나타났다. 이와 같이 사출성형 방법을 이용하여 제조된 PP/탄소섬유 복합재료의 우수한 RL 특성은 제조된 복합재료의 임피던스 매칭 특성으로 인한 것으로서 이는 사출성형 방법으로 제조된 PP/탄소섬유 복합재료의 섬유길이가 압출성형 방법으로 제조된 복합재료의 섬유길이보다 더 길어서 발생하는 것으로 사료된다. 이상의 결과로부터 효과적인 전자파 흡수 PP/탄소섬유 복합재료를 얻기 위해서는 제조된 복합재료의 섬유길이가 중요한 요인임을 알 수 있다
For the PP/carbon fiber composite prepared by injection molding process, the reflection loss (RL) value of -29.1 dB was achieved at low carbon fiber content (10 wt%), compared with the composite prepared by screw extrusion process (-15.6 dB). This good RL performance of the PP/carbon fiber composite prepared by the injection molding process was attributed to the impedance matching characteristic originating from the longer fiber length in the composite.
Keywords: polymer composite, carbon fiber,electromagnetic properties,electrical conductivity
The rapid development of electronic devices that continue to get smaller and smarter has resulted in electromagnetic interference shielding effectiveness (EMI SE) issues in these devices, especially at gigahertz frequency.1-3 The effects of EMI are not limited to the failure of electronic devices, but can also seriously affect human beings. In general, electromagnetic wave shielding consists of three mechanisms: reflection, absorption, and multiple reflection.2,3 The most common strategy for shielding electromagnetic waves is to enhance the electrical conductivity of the shielding material, which simultaneously improves the reflection and absorption of electromagnetic waves.4-8 However, EMI shielding by reflection does not truly mitigate electromagnetic pollution, as reflected electromagnetic waves may still cause damage to nearby devices.
In recent years, much attention has been paid to electromagnetic wave absorbing materials, because of their industrial and environmental importance. Electromagnetic absorbing materials can absorb electromagnetic energy, and effectively suppress the reflection of the electromagnetic wave.3,8 Various strategies have been undertaken by researchers to achieve high electromagnetic shielding properties with broad effective absorption bandwidth, such as the reflection loss (RL) ≤ -10 decibels (dB) and 90% absorption of electromagnetic energy.3,7,8 For example, Yan et al.7 reported Fe3O4-PEDOT nano-spindles exhibiting a peak maximum RL of -55 dB with 50 wt% of filler. He et al.8 developed NiFe2O4-rGO nanosheets, which showed a peak maximum RL of -42 dB at 5 mm thickness with 70 wt% of filler. The electromagnetic absorbing materials should not only have good performance, but also thin sample thickness, light weight, and be easy to process for practical industrial applications.
Conductive carbon fillers, such as carbon fiber or carbon nanotube, have been widely used as fillers in academic research and industrial application, because of their good electrical properties.9-15 Our previous studies have shown that because of its good electrical conductivity, carbon fiber is an effective conductive filler in EMI shielding.2,3 Many other studies have investigated the electrical conductivity of polymer/conductive carbon filler composites.4-10 However, studies of the electromagnetic properties to correlate the RL and impedance matching parameter for the polymer composite have rarely been reported.
The purpose of this work was to investigate the more appropriate composite preparation process from the properties of electromagnetic wave absorption through the RL at the same fiber content of polypropylene (PP)/carbon fiber composite prepared by two different composite processing methods, for a range of carbon fiber content. Also, the impedance matching characteristics of the PP/carbon fiber composites were calculated to correlate the RL and impedance matching parameter of the composite.
Materials and Composite Preparations. PP was obtained from Hanwha Total Ltd. (Korea). The melt index of PP was 11.0 g/10 min with a weight-average molecular weight of 36400 g/mol. The carbon fiber (grade T-700) was supplied by Toray Co. (Japan). To investigate the effects of processing method on the electromagnetic properties of the PP/carbon fiber composites, PP/carbon fiber composites were prepared by two different processing methods. First the PP/carbon fiber (70/30) master batch was processed by injection molding machine (Model BOY 12A, Boy Ltd., Neustadt, Germany) with an 18 mm screw of 20:1 length-to-diameter ratio. The temperature ranged from 180 to 200 °C, and the screw speed was 200 rpm. The carbon fiber was added to the composite in the amount of (5, 10, 20, and 30) wt%. Secondly, the screw extruded samples were processed using a 11 mm diameter lab-scale twin-screw extruder (Model D19, BauTek, Korea) with a screw ratio of 40:1 length to diameter. The extrusion temperature ranged from 180 to 200 °C, and the screw speed was 80 rpm. Table 1 shows the sample codes of the PP/carbon fiber composites prepared in this work.
Morphology. The morphology of the PP/carbon fiber sample was investigated using scanning electron microscopy (SEM). The fractured surface was prepared by cryogenic fracturing. The sample was hot pressed at 200 °C and 2.0 MPa before use. For the investigation of the fiber length after processing of the composite, the polymers were dissolved using xylene by Soxhlet extractor. After drying the fibers, the length of the fiber was measured using an optical microscope.
Electrical Properties. The RL was measured using a network analyzer (Model ENA5071C, Agilent Technologies, USA)2,3 with coaxial wire method including toroidal-shaped sample (Φout = 7.0 mm, Φin = 3.0 mm, and thickness of 2.0 mm). The RL measurement was conducted in the frequency range between 1.0 to 12.4 GHz. For the measurement of RL, the rear side of the sample was terminated by a short kit, which is a perfect conductor.13 Impedance matching characteristics and attenuation constant were calculated from electromagnetic parameters obtained from network analyzer. Electrical conductivities of the PP/carbon fiber composites were measured by linear four-pin probe resistivity meter (Model MCP-T610, Mitsubishi Chemical, Japan). The sample was hot pressed and the size was (25 × 12 × 0.2 mm3).
|
Table 1 Sample Preparation Methods and Compositions of the Polypropylene (PP)/Carbon Fiber (CF) Composites |

Morphology. Figures 1 and 2 show the microscopic images of the PP/carbon fiber composites prepared by injection molding and screw extrusion with the carbon fiber contents, respectively. The carbon fiber contents in the composites shown in Figures 1 and 2 were (5, 10, 20, and 30) wt%. These figures show that the injection molded and screw extruded composites reveal uniform dispersion of the carbon fiber in the PP matrix. Figure 3 shows the carbon fiber after the PP matrix was dissolved. From Figure 3(a), the average fiber length after the injection molding process was found to be 880 μm with a standard deviation of 275 μm. For the screw extruded PP/carbon fiber composite from Figure 3(b), the average fiber length was 410 μm with a standard deviation of 132 μm. This difference in fiber length might be due to the different shear stress levels applied to the composite samples. In general, carbon fiber undergoes high shear stress in the screw extrusion process, compared to during the injection molding process. Therefore, the fiber length of the composite prepared by screw extrusion showed shorter, compared to that of the injection molding process.
The composites prepared by injection molding showed the higher electrical conductivity, which was 5.9×10-3, 3.1×10-2, 9.8×10-1 and 1.7×101 S/cm when the carbon fiber content was 5, 10, 20 and 30 wt%. For the composites prepared by screw extrusion, the electrical conductivity was 1.8×10-8, 5.1×10-7, 5.3×10-4 and 1.9×10-2 S/cm when the carbon fiber content was 5, 10, 20 and 30 wt%, respectively. The higher electrical conductivity of the composites prepared by injection molding was because of the longer fiber length.
Reflection Loss of the Composites. In an electromagnetic shielding field, the shielding performance is closely related to the electromagnetic parameters, such as the complex relative permittivity (εr = ε' – jε"), and complex relative permeability (μr = μ' – jμ"). More specifically, the real part of the permittivity (ε') and permeability (μ') shows the storage capability of electromagnetic wave energy, whereas the imaginary part of the permittivity (ε") and permeability (μ") shows the loss capability of electromagnetic wave energy.16
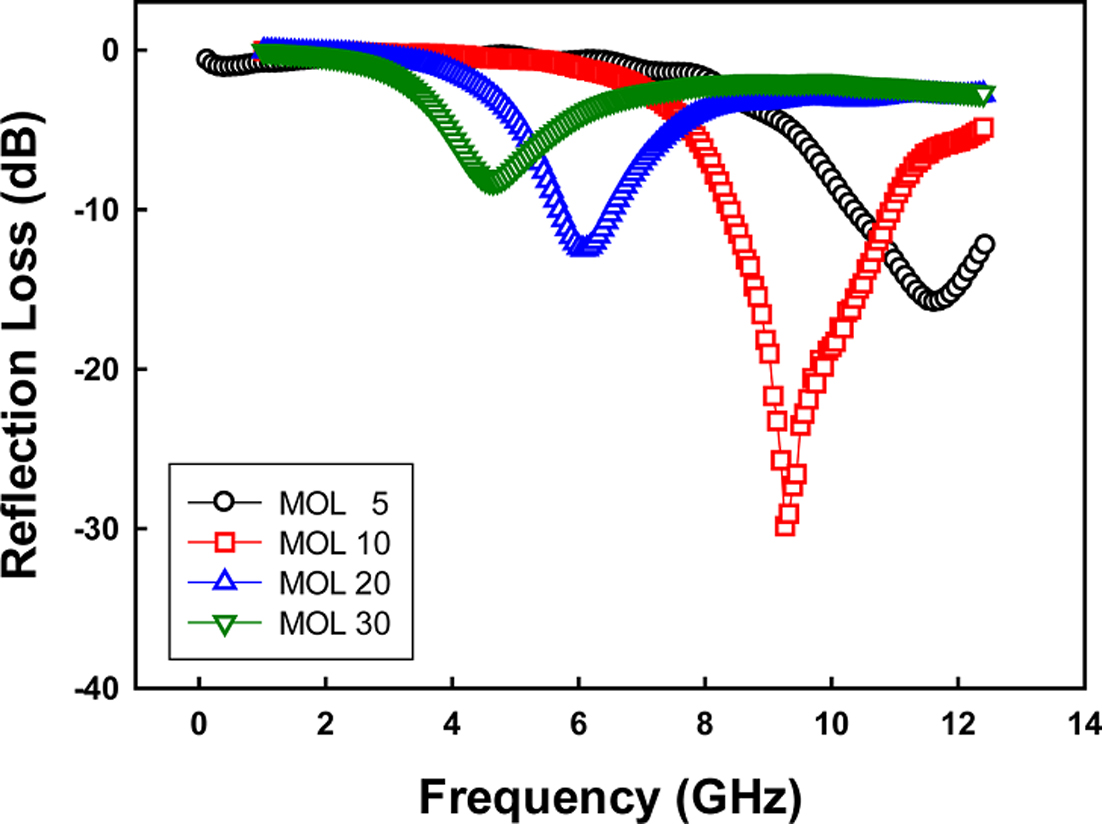
Figures 4 and 5 show the RL curves of the PP/carbon fiber composites prepared by the injection molding and screw extrusion processes, respectively. The carbon fiber contents in the composites shown in Figures 4 and 5 were (5, 10, 20, and 30) wt%. The RL is a microwave absorption property that represents the attenuation ability of the composite, defined by the logarithmic ratio of the incident power to the reflected power. Theoretically, the RL value can be described by eqs. (1) and (2), as follow:17
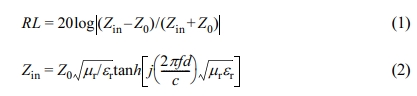
where, Zin is the input impedance of absorbing material and Z0 is the impedance of free space. In addition, f is the frequency of the electromagnetic wave, d is the thickness of the composite, and c is the velocity of light in free space. RL is usually expressed in dB. Generally, it is suggested that an RL value of less than -10 dB is required for the application of the composite.8
From Figure 4, the minimum RL peak values are shown to be (-15.8, -29.1, -12.7, and -8.8) dB for the PP/carbon fiber injected molded composites of MOL 5, MOL 10, MOL 20, and MOL 30, respectively. Furthermore, the MOL 10 composite showed an effective absorption bandwidth (RL ≤ -10 dB, 90% absorption of electromagnetic energy) of (8.3 to 10.4) GHz. Figure 4 also shows that by increasing the carbon fiber content from (5 to 30) wt%, the minimum peak value of RL shifts to a lower frequency. Also, it shows that by increasing the carbon fiber content from (5 to 30) wt%, the absorbing performance of the RL decreases.
For the composites shown in Figure 5, the minimum RL peak values of the EXT 5, EXT 10, EXT 20, and EXT 30 composites were found to be (-9.6, -15.6, -2.1, and -3.5) dB, respectively, showing that the minimum RL peak values of the composites prepared by the screw extrusion were higher than those of the composites prepared by the injection molding process. A low value of RL is preferred, because when the electromagnetic wave is absorbed in the composite, lower RL means decreasing reflection. The above results suggest that in terms of the RL of the PP/carbon fiber composites, the injection molding process is better than the screw extrusion process.
Impedance Matching of Composites. In order to obtain good electromagnetic wave absorption property of the composite, the first thing to consider is the impedance matching, which is the ratio of the absorbing material and free space, such as |Zin/Z0| = 1.0. Mismatch of the impedance will cause the electromagnetic wave to be reflected at the air–absorber interface. Figure 6 shows the impedance matching (|Zin/Z0|) curves of the PP/carbon fiber composites prepared by the injection molding process when the carbon fiber content is (5, 10, 20, and 30) wt%. From Figure 6, the MOL 10 composite shows the impedance matching characteristic of |Zin/Z0| = 1.0 at the frequency of about 9.2 GHz. This impedance matching characteristic of the MOL 10 composite was because the minimum RL peak value was observed at near the matching frequency (at 9.3 GHz) for the PP/ carbon fiber composite (MOL 10) shown in Figure 3.
Figure 7 shows the impedance matching curves of the PP/carbon fiber composite prepared by the screw extrusion with the carbon fiber contents. From Figure 7, the |Zin/Z0| of the PP/CF composites of EXT 5, EXT 20 and EXT 30 failed to match impedance, except for the PP/carbon fiber (EXT 10) composite, where the |Zin/Z0| value of the EXT 10 composite was observed to be about 1.0 at 8.7 GHz. For the composite (EXT 10) prepared by screw extrusion shown in Figure 5, the minimum RL value of -15.6 was observed at the frequency of 8.9 GHz, which was similar impedance matching behavior (|Zin/Z0|) to that of the PP/carbon fiber composite of MOL 10 shown in Figure 4.
When the carbon fiber content was increased, the EMI shielding properties improved.3,15 However, the PP/carbon fiber (10 wt%) composite (MOL 10) showed better reflection loss and impedance matching behavior, compared with the composites having the higher carbon fiber contents of (20 and 30) wt% (Figure 4). This result suggests that even if the carbon fiber content is increased, the electromagnetic wave entering the composite does not penetrate inside the composite, and bounces out from the composite, resulting in high reflection loss values. From the above results of RL performance and impedance matching behavior, the longer fiber length in the composite is an important factor to achieve composites with more effective electromagnetic wave absorbing properties.

|
Figure 1 SEM images of PP/carbon fiber composites prepared by injection molding with carbon fiber contents (phr): (a) 5; (b) 10; (c) 20; (d) 30. |

|
Figure 2 SEM images of PP/carbon fiber composites prepared by screw extrusion with carbon fiber contents (phr): (a) 5; (b) 10; (c) 20; (d) 30. |

|
Figure 3 SEM images of the carbon fiber after dissolving the PP from PP/carbon fiber composites prepared by different processing methods: (a) injection molding; (b) screw extrusion. |

|
Figure 4 Reflection loss of PP/carbon fiber composites prepared by injection molding with carbon fiber contents. |

|
Figure 5 Reflection loss of PP/carbon fiber composites prepared by screw extrusion with carbon fiber contents. |

|
Figure 6 Impedance matching (|Zin/Z0|) characteristics of PP/carbon fiber composites prepared by injection molding machine with carbon fiber contents. |

|
Figure 7 Impedance matching (|Zin/Z0|) characteristics of PP/carbon fiber composites prepared by screw extrusion with carbon fiber contents. |
In this study, the relationship between the RL performance and impedance matching characteristic of the PP/CF composite was investigated with the carbon fiber content and for two different composite processing methods. For the PP/carbon fiber composite of MOL 10, the RL value of -29.1 dB was achieved, even at low carbon fiber content (10 wt%). This good RL performance of the PP/carbon fiber composite (MOL 10) is attributed to the impedance matching characteristic originating from the longer fiber length that was prepared by the injection molding, than that of the composite prepared by the screw extrusion (EXT 10). The above results of RL performance and impedance matching behavior indicate that the longer fiber length in the composite is an important factor to achieve composites with more effective electromagnetic wave absorbing properties.
- 1. Shahzad, F.; Alhabeb, M.; Hatter, C. B.; Anasori, B.; Hong, S. M.; Koo, C. M.; Gogotsi, Y. Electromagnetic Interference Shielding with 2D Transition Metal Carbides (MXenes). Science 2016, 353, 1137-1140.
-

- 2. Lee, S. H.; Yu, S.; Shahzad, F.; Hong, J. P.; Kim, W. N.; Park, C.; Hong, S. M.; Koo, C. M. Highly Anisotropic Cu Oblate Ellipsoids Incorporated Polymer Composites with Excellent Performance for Broadband Electromagnetic Interference Shielding. Comps. Sci. Technol. 2017, 144, 57-62.
-
- 3. Lee, S. H.; Kim, J. Y.; Koo, C. M.; Kim, W. N. Effects of Processing Methods on the Electrical Conductivity, Electromagnetic Parameters, and EMI Shielding Effectiveness of Polypropylene/Nickel-Coated Carbon Fiber Composites. Macromol. Res. 2017, 25, 936-943.
-
- 4. Song, J. P.; Kim, J. Y.; Lee, S. J. Rheological and Electrical Properties of Hydrophilic Polymer-Coated Carbon Nanotube/Polystyrene Nanocomposites. Polym. Korea 2017, 41, 686-693.
-
- 5. Lee, Y. B.; Jang, S. K.; Park, C. H.; Kim, F. S. Effects of Thermal Treatment on Electrical Conductivity and Hardness of Polyaniline-Silica Composites. Polym. Korea 2019, 43, 661-664.
-
- 6. Dhungana, B.; Son, Y. Fluidity, Physical Properties and Electrical Conductivity of PC/Graphite Intercalated Compound Composite for a Bipolar Plate in the Polymer Electrolyte Membrane Fuel Cell. Polym. Korea 2019, 43, 188-195.
-
- 7. Yan, L.; Wang, X.; Zhao, S.; Li, Y.; Gao, Z.; Zhang, B.; Cao, M.; Qin, Y. Highly Efficient Microwave Absorption of Magnetic Nanospindle–Conductive Polymer Hybrids by Molecular Layer Deposition. ACS Appl. Mater. Interfaces 2017, 9, 11116-11125.
-
- 8. He, J.-Z.; Wang, X.-X.; Zhang, Y.-L.; Cao, M.-S. Small Magnetic Nanoparticles Decorating Reduced Graphene Oxides to Tune The Electromagnetic Attenuation Capacity. J. Mater. Chem. C 2016, 4, 7130-7140.
-
- 9. Choi, E. Y.; Nam, J. U.; Hong, S. H.; Kim, C. K. Characteristics of Polycarbonate Composites with Poly(methyl methacrylate) Grafted Multi-Walled Carbon Nanotubes. Macromol. Res. 2018, 26, 107-112.
-
- 10. Hwang, E.-B.; Yoo, T. J.; Yu, S. J.; Jeong, Y. G. Structural Features and Electrical Properties of Carbon Fibers Manufactured from Poly(2-cyano-1,4-phenylene terephthalamide) Precursor as a New Para-Aramid. Macromol. Res. 2017, 25, 697-703.
-
- 11. Lu, G.; Li, X.; Jiang, H. Electrical and Shielding Properties of ABS Resin Filled with Nickel-coated Carbon Fibers. Compos. Sci. Technol. 1996, 56, 193-200.
-
- 12. Lee, M.; Koo, J.; Ki, H.; Lee, K. H.; Min, B. H.; Lee, Y. C.; Kim, J. H. Phase Separation and Electrical Conductivity of Nanocomposites Made of Ether-/Ester-based Polyurethane Blends and Carbon Nanotubes. Macromol. Res. 2017, 25, 231-242.
-
- 13. Belaabed, B.; Wojkiewicz, J. L.; Lamouri, S.; El-Kamchi, N.; Nasri, T. Synthesis and Characterization of Hybrid Conducting Composites Based on Polyaniline/magnetite Fillers with Improved Microwave Absorption Properties. J. Alloy Compd. 2012, 527, 137-144.
-
- 14. Lee, S. H.; Lee, Y.; Jang, M. G.; Han, C.; Kim, W. N. Comparative Study of EMI Shielding Effectiveness for Carbon Fiber Pultruded Polypropylene/Poly(Lactic Acid)/Multiwall CNT Composites Prepared by Injection Molding versus Screw Extrusion. J. Appl. Polym. Sci. 2017, 134, 45222.
-
- 15. Ryu, S. C.; Kim, J. Y.; Cho, C.; Kim, W. N. Improvements of the Electrical Conductivity and EMI Shielding Efficiency for the Polycarbonate/ABS/Carbon Fiber Composites Prepared by Pultrusion Process. Macromol. Res. 2020, 28, 118-125.
-
- 16. Qin, F.; Brosseau, C. A Review and Analysis of Microwave Absorption in Polymer Composites Filled with Carbonaceous Particles. J. Appl. Phys. 2012, 111, 061301.
-
- 17. Tsonos, C.; Soin, N.; Tomara, G.; Yang, B.; Psarras, G. C.; Kanapitsas, A.; Siores, E. Electromagnetic Wave Absorption Properties of Ternary Poly(Vinylidene Fluoride)/Magnetite Nanocomposites with Carbon Nanotubes and Graphene. RSC Adv. 2016, 6, 1919-1924.
-
- Polymer(Korea) 폴리머
- Frequency : Bimonthly(odd)
ISSN 0379-153X(Print)
ISSN 2234-8077(Online)
Abbr. Polym. Korea - 2023 Impact Factor : 0.4
- Indexed in SCIE
 This Article
This Article
-
2021; 45(2): 185-190
Published online Mar 25, 2021
- 10.7317/pk.2021.45.2.185
- Received on Jul 16, 2020
- Revised on Nov 2, 2020
- Accepted on Nov 8, 2020
Services
Shared
Correspondence to
- Woo Nyon Kim
-
Department of Chemical and Biological Engineering, Korea University, Anam-ro 145, Seoul 02841, Korea
- E-mail: kimwn@korea.ac.kr
- ORCID:
0000-0003-1946-3737
Hyecheon Building(Room 601), #354, Gangnam-Daero, Gangnam-Gu, Seoul 06242, Korea
TEL : 82-2-568-3860, 561-5203, 569-3860 FAX : 82-2553-6938 E-mail: polymer@polymer.or.kr