






- Investigation of the Mechanical Behaviour of Nylon 6 – Silicon Carbide (SiC) – Mica Polymer Matrix Composites
Thangavel Anand†

Agni College of Technology, OMR, Thalambur, Chennai - 600130, India
- 나일론 6 – 실리콘카바이드 – 마이카 폴리머 매트릭스 복합재료의 기계적 거동 조사
Reproduction, stored in a retrieval system, or transmitted in any form of any part of this publication is permitted only by written permission from the Polymer Society of Korea.
The interest in nylon composites is growing as a result of their high strength, high toughness, and low coefficient of friction. For a while, researchers have used a variety of fillers to improve the mechanical and tribological characteristics of nylons.Despite extensive research, the current study is being carried out to explore the various mechanical behaviors of a nylon 6 hybrid polymer matrix composite due to its strength, stiffness, and lightness. In this work, silicon carbide and mica were used as fillers, and nylon 6 was used as the matrix. Mica was taken at 2.5, 5, and 7.5 wt%, and silicon carbide was taken at 2 wt%. After the ingredients were combined in a twin screw extruder, the samples were made using an injection moulding procedure. According to ASTM D256, D790, and D638, the specimens for the impact, flexural, and tensile tests were prepared. Tests and analyses were done on the impact, flexural, and tensile strengths. In tensile and flexural testing, the strength of the nylon 6 composite with 2 wt% silicon and 7.5 wt% mica was higher than that of pure nylon 6 by 19.48% and 17.65%, respectively. The reduction in the impact strength was 24.7%. The composites' surface morphology was investigated using a scanning electron microscope.
Twin screw extrusion and injection moulding techniques were used to create the preparation for the specimen. Polymeric materials are frequently blended, compounded, or subjected to chemical reactions via twin screw extrusion. Twin screw extrusion equipment's adaptability enables this operation to be properly tailored for the formulation being processed. 48 mm was the screw diameter, 1625 N-m was the maximum permissible screw torque, and 650 rpm was the maximum allowable screw speed. A 50 mm diameter screw and plunger, a 2070 Kgf/cm2 maximum injection pressure, and a 1600 Kgf nozzle pressure force was employed in an injection moulding machine.
Keywords: nylon 6, mica, silicon carbide, mechanical characteristics, scanning electron microscope.
The author declares that there is no conflict of interest and no financial assistance was received in any form from any organization or entity.
Currently, many types of materials are used in a diverse range of ways to meet the need for housing, heating, furniture, clothing, transportation, entertainment, health care, defense, and all the other accoutrements of a contemporary, civilized society. Most substances are always found as ores and do not exist in their pure form. The field of metallurgical science has grown significantly over the last century.
Composites are made up of one or more continuous phases with discrete phases inserted between them. The continuous phase is typically softer and referred to as the matrix, whereas the discontinuous phase, also known as the reinforcement or reinforcing material, is often harder and stronger than the continuous phase. The phase of reinforcement could take the shape of fibres, particles, or flakes. The rubber-modified polymer’s category of materials, which consists of a hard polymer matrix packed with rubber particles, is the most significant exception to this norm. The distribution, interaction, and qualities of the constituent materials that make up a composite, influence its properties substantially.1
Fibers serve as reinforcement in polymer-matrix composites, which use a polymer resin as their matrix. These materials are used in the largest variety of composite applications and in the highest quantities due to their room-temperature properties, ease of production, and low cost. There are numerous types of reinforcements that can be used to strengthen polymer-matrix composites. According to the polymer employed as the matrix, low operating temperatures, a high coefficient of thermal expansion, and poor elastic characteristics in some directions are the main downsides of PMCs. Tennis racquets to space shuttles are just a few examples of how PMCs are used. Silicon carbide is the only compound that contains both silicon and carbon. It was first produced via an electrochemical reaction between sand and carbon at a high temperature. Grinding wheels and other abrasive products have been made and utilized since more than a century ago using silicon carbide. This abrasive is exceptional. Now, the material has been enhanced to become a superior technical ceramic with exceptional mechanical qualities. It is utilized in a number of high-performance uses, such as abrasives, ceramics, and refractoriness. The substance can be used in electrical conductors and has uses in resistance heating, flame igniters, and electronic parts in the crystal lattice, silicon and carbon atoms are arranged in a tetrahedron and have strong bonding.2
The mica group is made up of 37 phyllosilicate minerals with a layered or platy structure. The two micas with the greatest commercial significance are muscovite and phlogopite, which have a wide range of uses. The value of mica is determined by a number of its unique physical properties. Because of the way mica crystallizes, it can form layers that can separate or delaminate into thin sheets, which typically cause foliation in rocks. These sheets are chemically inert, elastic, dielectric, flexible, insulating, hydrophilic, light, platy, refractive, reflective, and robust. Their opacity ranges from transparent to opaque. Mica is stable in the presence of electricity, light, moisture, and extremely high or low temperatures. It has remarkable electrical properties as both an insulator and a dielectric, and can support an electrostatic field while wasting little energy in the form of heat.3
It is critical to establish a rational design basis for high-performance lightweight polymeric materials with exceptional toughness, coefficient of friction, and thermal conductivity. Here, we demonstrate how to make one-dimensional SiC whiskers (SCWS) as a reinforcing and anti-abrasion agent in high-performance PA6 composites. This is possible due to the remarkable stiffness, mechanical strength, and superior Measurement stability of polyamide 6 (PA6). The findings indicate that adding 2 weight percent SiC whiskers (SCWS) to PA6 boosts its tensile strength by 37.6%, or to 58.2 MPa. In contrast, the elongation at rupture is more than 5 times as much (or roughly 280%) as the PA6 matrix, resulting in an approximately seven- fold improvement in fracture toughness. These considerable enhancements in mechanical and anti-wear characteristics are primarily attributable to the high stiffness of SCWS and the strong interfacial contacts with the PA6 matrix.4
In a study by Sathees Kumar et al., the hardness, impact resistance and tensile strength of silicon carbide (SiC) reinforced with polyamide 6 (PA6) were examined. Injection moulding was used to create the composites, which contained SiC at varied weight percentages. Hardness, impact and tensile qualities of SiC/PA6 composites consistently increased with various proportions until 10 wt%, while the composites' impact resistance rose to 5 wt% before deteriorating mechanical capabilities with higher weight percentages.5
Particulate filled polymer composites are gaining popularity due to their numerous uses and low price. Srikanth et al., examined the impact of mica in varied concentrations on the Polyester thermoplastic elastomer's morphological, rheological, thermal, and mechanical characteristics.6 Twin screw extrusion was used to create composites that varied in mica content. Tensile ability was shown to decline with greater mica accumulations; however, mechanical parameters including flexural strength and modulus were found to rise with mica concentration. It was discovered that the concentration of a filler increased the thermal and electrical properties of the composite. According to morphological investigations, in the polymer matrix, the filler is evenly distributed at lower concentrations.
High density polyethylene (HDPE) reinforced with flakes of mica has undergone morphological analyses. Titanate coupling agents and silane were used to treat the mica flakes' surfaces. Discussion is held regarding how these treatments affect the polymer-mica interface. It has been discovered that composites with surface treatment, especially those treated with silane, have greater interaction between the matrix of the polymer and the reinforcing substance. Only at concentrations of mica greater than 20% by weight can this impact be seen. Only when measurements were taken parallel to the surface could this interfacial adhesion be visible across the sample’s surface.7
In this work the mechanical behaviors of the nylon 6 polymer matrix composite reinforced with silicon carbide and mica have been investigated. The choice of silicon carbide as one of the reinforcements was made because, when combined with nylon 6, it shows extremely good increases in properties like hardness and tensile strength, among others. Mica was chosen primarily due to the fact that silicon carbide limits the material’s capacity to be machined. These compositions were used to examine the potential effects of raising the mica percentage while maintaining the silicon carbide % and to examine its different characteristics.
Materials. As the matrix material, nylon 6 was chosen. It was acquired as pellets from Srinivasa Polymers in Chennai, India. The density and melting point of nylon 6 is 1.15 g/cc and 215 ℃, respectively. As the main reinforcement, 4 micron-sized silicon carbide was selected. With a Mohs scale rating of 9-9.5, it is one of the hardest materials that are currently available. As a secondary reinforcement, 26 micron-sized muscovite mica was selected. The matrix material and reinforcements used are shown in Figure 1.
Specimen Preparations. A variety of reinforcing proportions were used to create the specimens. The proportions of the composites of nylon 6 are displayed in Table 1.
Twin screw extrusion and injection moulding techniques were used to create the preparation for the specimen. Polymeric materials are frequently blended, compounded, or subjected to chemical reactions via twin screw extrusion. The twin screw extrusion equipment’s adaptability enables this operation to be properly tailored for the formulation being processed. 48 mm was the screw diameter, 1625 N-m was the maximum permissible screw torque, and 650 rpm was the maximum allowable screw speed. A 50 mm diameter screw and plunger, a 2070 Kgf/cm2 maximum injection pressure, and a 1600 Kgf nozzle pressure force was employed in an injection moulding machine. The twin screw extruder and injection moulding equipment used in this work are shown in Figure 2(a) and (b).
The samples were produced in compliance with ASTM standards. The specimens were fabricated in line with ASTM D638, D790, and D256 standards before being put through tensile, flexural, and impact tests. The prepared nylon 6 composite specimens are shown in Figure 3.

|
Figure 1 (a) Matrix material – nylon 6 pellets; (b-c) reinforcements – silicon carbide and mica. |

|
Figure 2 (a) Twin screw extruder; (b) injection moulding machine |

|
Figure 3 Nylon 6 composite specimens. |

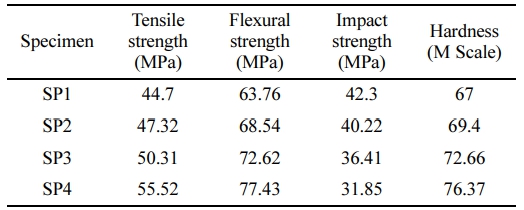
The mechanical characteristics of nylon 6 composites filled with silicon carbide and mica, including hardness, impact, flexural and tensile strength, were measured and are given in Table 2.
It is well known that the mechanical characteristics of polymeric materials, such as flexural and tensile strength, greater modulus, and stability in dimensions, are improved by the inclusion of rigid fillers, even though it is at the expense of the impact strength.8
The results in Table 2 clearly showed that 2 wt% silicon carbide and 7.5 wt% mica reinforced nylon 6 had the highest tensile strength values. Tensile strength has increased by up to 19.48% as compared to pure nylon 6.
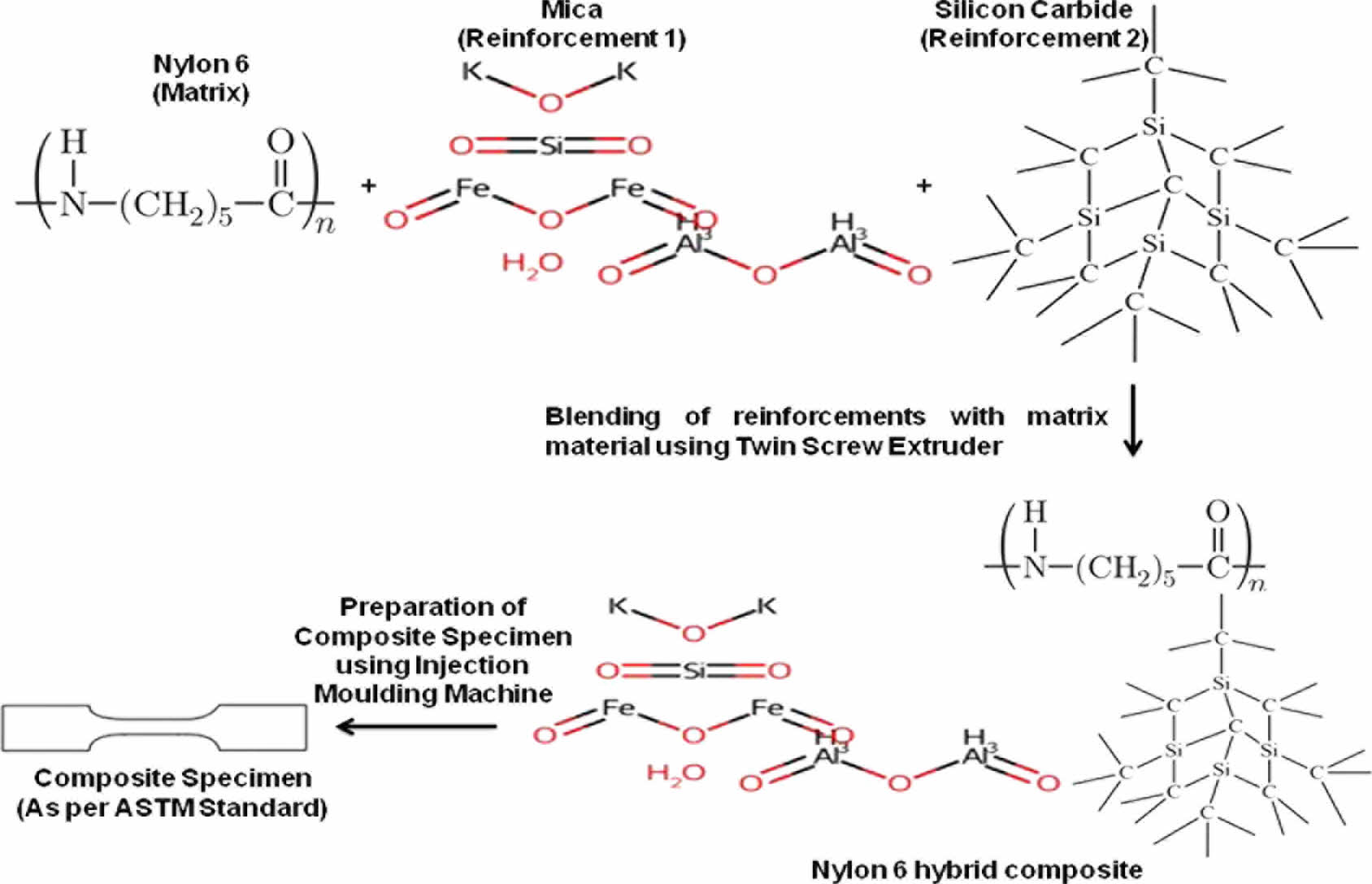
Figure 4 shows the schematic diagram of the fabrication process of nylon 6 hybrid composites. Nylon’s amide groups are extremely polar. The hydrogen bond that exists with nylon 6 caused it to become asymmetrical, uneven, and frequently crystalline.
An electrostatic interaction exists between the hydrogen atoms attached to the electronegative atoms in one molecule and the electronegative (fluorine, nitrogen, or oxygen) atoms in another. Due to the electronegative atom's ability to suck electrons, there is a strong dipole-dipole attraction. As a result, the oxygen atom in the water molecule draws the electrons in the O-H bonds. Si and C atoms share their electrons in the 'p' orbitals to produce the strong covalent bonds that result in the formation of the SiC particles. Additionally, during the polymerization process, the surface-bound carbon groups on silica surfaces may have created a strong bond with nylon 6. Since mica is a hydro silicate, it frequently has some crystal-bound water. At a greater temperature, calcinations takes place; this causes the crystal link to break open, releasing water and changing the original characteristic. With Potassium – magnesium – aluminium – iron - double silicate with a little percentage of crystallised or condensed water, mica is a chemically complicated substance. Thus, the softness is described as crumbliness. The secondary consequences of adhesion are electrostatic interactions at the interfaces between nylon 6 and the reinforcements. Thus the mechanical characteristics of the composites were improved by the better bonding of the SiC and mica reinforcements with nylon 6.9-11
The FTIR spectra of nylon 6 composites reinforced with mica and SiC can be seen to exhibit the primary characteristics of bonds, as shown in Figure 5. The peak at wavenumber 1090 cm-1 in the nylon 6 composites indicates the presence of C-H and C-F bonding. The peak at 790 cm-1, on the other hand, is consistent with the presence of C=O and O-H stretch free bonding. The presence of these two peaks was caused by the addition of SiC to nylon 6. The peaks at 2930 cm-1 and 3030 cm-1 were formed by the addition of mica. While the peak at 3030 cm-1 demonstrates the presence of Fe=O bonding, the peak at 2930 demonstrates the presence of K-O and Si=O bonding.
Figure 6(a), (b), and (c) shows the graphical representation of the experimental results of tensile, flexural, impact strengths values of nylon 6 and its composites reinforced with varying proportions of silicon carbide and mica.
Despite adding mica with 2.5 wt%, the silicon carbide filler combined with nylon 6 enhanced the matrix’s rigidity. The composites' tensile strength was decreased due to the higher stiffness. Mica loading was raised further, which decreased the stiffness of the composites and enhanced their tensile strength. In nylon 6 matrix composites, the addition of silicon carbide and mica strengthened the matrix and fillers' interfacial adhesion, resulting in higher tensile values. The findings demonstrated that the modulus of elasticity rises linearly with filler loading. There was a stress concentration in the matrix zone surrounding each filler particle. When there is minimal space between the particles, the zones come together to form a percolation network. As a result, the composites' modulus increases.12
The flexural characteristics of the composites of nylon 6 generally follow the same pattern as those of tensile strength. The flexural strength initially increased for the proportion of nylon 6 composite with 2 wt% SiC and 2.5 wt% mica; it was further increased with the addition of 5 weight percent and 7.5 weight percent of mica. The deformation process is carried out by compression and tensile forces that were applied during the flexural test.13
The flexural property of the composites was caused by the combined action of tensile and compressive stress on the opposing sides of the specimen. The reinforcements, silicon carbide and mica, enabled the stress to be transferred during tension and inhibited nylon 6 chains from deforming during compression. In comparison to pure nylon 6, this effect increased the flexural strength of the nylon 6 composite with 2 weight percent silicon carbide and 7.5 weight percent mica to 17.65%.
Nylon has relatively higher impact strength than other polymers in the thermoplastics category. However, adding reinforcements to improve flexural and tensile properties typically leads to a reduction in the impact strength. The nylon 6 composites containing 2% silicon carbide and 2.5, 5, and 7.5 wt% mica exhibit a similar feature. The silicon carbide additive prevents the nylon 6 chains from deforming plastically and absorbing energy when struck. The silicon carbide was covered by nylon 6 layers, which created a strong bond between the matrix and the reinforcement, as shown by the morphology study. The combination of nylon 6 and 7.5 weight percent mica and 2 weight percent silicon carbide produced the highest impact strength. When compared to pure nylon 6, it was reduced to 24.70%.
The impact strength would also be substantially influenced by the crystallinity level. When evaluating the absorption capacity of polymers, the degree of crystallinity is a critical element to take into account. The degree of crystallinity affects how much moisture is absorbed. There is no water absorption in the crystalline phase. It is challenging to distinguish between the morphology and the impact of the degree of crystallinity. Increases in crystallinity are accompanied by a more obvious spherulitic structure. Polymers lose toughness and impact strength when their crystallinity rises.14
Figure 6(d) displays the nylon composites' and pure nylon's Rockwell hardness on an "M" scale. The hardest material is a nylon 6 composite with 7.5 weight percent mica and 2 weight percent silicon carbide. Due to the addition of the reinforcements SiC and mica, there was a resistance to plastic deformation, which increased the hardness. Compared to pure nylon 6, the hardness was increased by 12.27%. A better distribution of SiC and mica particles as well as strong adhesion between the nylon 6 and the reinforcements may be responsible for the significant improvement in hardness.15
The tensile stress-strain curves for pure nylon 6 and its composites of different quantities of mica and silicon carbide are illustrated in Figure 7. Depending on the concentration of the reinforcements employed, adding reinforcements often causes a several-fold reduction in the percentage of elongation. Nylon 6 is rigid and has strong yield strength. Because silicon carbide increases stiffness, the percentage of elongation decreased for the nylon 6 composite filled with 2 wt% SiC and 2.5 wt% mica.
Nylon 6 composites' increased yield strength and stiffness can be due to their higher crystallinity as well as the reinforcement provided by rigid silicon carbide. However, due to the increased loading of mica in other composites, the elongation at break increases.16
The results from the scanning electron microscopic images depicted in Figure 8 indicate that the silicon carbide and mica reinforcements were equally dispersed throughout the nylon 6 matrix. The morphology revealed that the surface was comparatively flat, which was evidence of the occurrence of brittle fracture. This resulted from the reinforcement’s addition of silicon carbide. The nylon 6 matrix that covered the reinforcements was found to include a significant amount of embedded mica and silicon carbide. The interface between the reinforcements and nylon may be seen to be free of any cavities or holes. The fact that there are no voids and a layer of matrix covering the SiC and mica reinforcements, implies that the fracture spread through the matrix and had strong adherence to the reinforcements.17
All the material phases seem to have excellent interfacial bonding. Also, the curved ramps show ductile material behavior with plastic deformation on multiple occasions. Due to plastic deformation, the border of these patterns has some warped, wavy areas. The nylon 6 in this area will yield to plastic deformation at higher filler inclusion concentrations, as shown in Figure 8(c), which takes in deformational energy to increase the composite’s tensile strength. The morphology of nylon 6 blend appears to be continuous and single phase.

|
Figure 4 Schematic diagram of the fabrication process of nylon 6 composite. |

|
Figure 5 FTIR spectra for nylon 6 and its composites |

|
Figure 6 (a) Tensile strength of nylon 6 and its composites; (b) flexural strength of nylon 6 and its composites; (c) impact strength of nylon 6 and its composites; (d) hardness of nylon 6 and its composites. |

|
Figure 7 Tensile stress strain curves of nylon 6 and its composites. |

|
Figure 8 SEM micrographs: (a) nylon 6/2 wt% of SiC/2.5 wt% of mica; (b) nylon 6/2 wt% of SiC/5 wt% of mica; (c) nylon 6/2 wt% of SiC/7.5 wt% of mica. |
It has been demonstrated that the use of silicon carbide and mica fillers considerably enhanced the hereditary behaviours of nylon 6 polymer composites. Significant improvements were made to the mechanical properties.
1. In comparison to pure nylon 6, the strengths of the nylon 6 composite with 2 wt% Sic and 7.5 wt% mica in tensile and flexural tests were increased by 19.48% and 17.65%. The impact strength was reduced by 24.7%.
2. In comparison to pure nylon 6 and other proportions of its composites, 2.5 wt% mica and 2 wt% silicon carbide filled nylon 6 displayed the maximum hardness.
3. Without any significant agglomeration, the SEM pictures demonstrated the fillers mica and SiC’s homogeneous dispersion in the nylon 6 matrix.
4. SiC and mica were added to the nylon 6 matrix as fillers, increasing the cross-link density and decreasing the free volume, which resulted in improved mechanical properties.
- 1. Lu, H..; Wang, X; Zhang, T; Cheng, Z; Fang, Q. Design, Fabrication, And Properties of Polymer Matrix Composites—A Review. Materials 2009, 2, 958-977.
-

- 2. Singla, M.; Dwivedi, D. D.; Singh, L.; Chawla, V. Development of Nylon Based Silicon Carbide Particulate Polymer Matrix Composite, JMMCE, 2009, 8, 455-467.
-
- 3. Deona, T. H.; Rohatgi, P. K. Nylon Composites Containing Copper-Coated Ground Mica Particles. J. Mater. Sci. 1981, 16, 1599-1606.
-
- 4. Qian, M.; Xu, X.; Qin, Z.; Yan, S. Silicon Carbide Whiskers Enhance Mechanical and Anti-wear Properties of PA6 Towards Potential Applications in Aerospace and Automobile Fields. Composites Part B: Engineering. 2019, 175, 107096.
-
- 5. Kumar, S. S.; Kanagaraj, G. Evaluation of Mechanical Properties and Characterization of Silicon Carbide-reinforced Polyamide 6 Polymer Composites and Their Engineering Applications. Int. J. Polym. Anal. Character. 2016, 21, 378-386.
-
- 6. Sreekanth, M. S.; Bambole, V. A.; Mhaske, S. T.; Mahanwar, P. A. Effect of Concentration of Mica on Properties of Polyetet Thermoplastic Elastomer Composites. J. Mater. Mater. Character. Eng. 2009, 8, 271-282.
-
- 7. Malik, T. M. Morphological and Mechanical Studies of Surface Treated Mica Reinforced High Density Polyethylene. Polym. Bull. 1991, 26, 709-714.
-
- 8. Rusu, G.; Rusu, E. Anionic Nylon 6 / TiO2 Composite Materials: Effects of TiO2 Fillers on the Thermal and Mechanical Behaviour of the Composites. Polym. Compos. 2012, 33, 1557-1569.
-
- 9. Natascha Andraschek, Andrea Johanna Wanner et al., Mica / Epoxy – Composites in the Electrical Industry: Applications, Composites for Insulation, and Investigations on Failure Mechanisms for Prospective Organization. Polymers 2016, 8, 201.
-
- 10. Kim, M. W.; Song, Y. S.; Youn, J. R. Effects of Interfacial Adhesion and Crystallization on the Thermo Resistance of Poly(Lactic Acid) / Mica Composites. Composites Part A 2010, 41, 1817-1822.
-
- 11. Li, W.; Henke, S.; Geetham, A. K. Mechanical Properties of Metal – Organic Frameworks – Influence of Structure and Chemical Bonding. APL Mater. 2014, 2, 123902.
-
- 12. Hapuhina, K.; Gunaratne, R. D.; Pitawala, J. Thermal Mechanical Property Enhancement with Silicon Carbideceramic Filled Composites for Industrial Applications. Ceramics 2022, 5, 721-730.
-
- 13. Ogunsona, E. O.; Misra, M.; Mohanty, A. K. Influence of Epoxidized Natural Rubber on the Phase Structure and Toughening Behaviour of Biocarbon Reinforced Nylon 6 Biocomposites. RSC Adv. 2017, 7, 8728-8739.
-
- 14. Odrobina, M.; Deak, T.; Szekely, L.; Mankovits, T.; Keresztes, R. Z.; Kalacsica, G. The Effect of Crystallinity on the Toughness of Cast Polyamide 6 Rods with Different Diameters. Polymers 2020, 12, 293.
-
- 15. Shivakumar, K.; Reddy, A. C. Investigation on Mechanical Properties and Wear Performance of Nylon 6 / Boron Nitride Polymer Composites by Using Taguchi Technique. Results Mater. 2020, 5, 100070.
-
- 16. Malik, T. M. Morphological and Mechanical Studies of Surface Treated Mica Reinforced High Density Polyethylene. Polym. Bulletin 1991, 26, 709-714.
-
- 17. Liao, C. Z.; Tjong, S. C. Mechanical and Thermal Behaviour of Polyamide 6 / Silicon Carbide Nano Composites Toughened with Maleated Styrene-ethylene-styrene Elastomer. Fatigue Fracture Engng. Mater. Struct. 2011, 35, 56-63.
-

- Polymer(Korea) 폴리머
- Frequency : Bimonthly(odd)
ISSN 0379-153X(Print)
ISSN 2234-8077(Online)
Abbr. Polym. Korea - 2023 Impact Factor : 0.4
- Indexed in SCIE
 This Article
This Article
-
2023; 47(6): 703-710
Published online Nov 25, 2023
- 10.7317/pk.2023.47.6.703
- Received on May 2, 2023
- Revised on Aug 4, 2023
- Accepted on Sep 22, 2023
Services
- Full Text PDF
- Abstract
- ToC
- Conflict of Interest
Introduction
Experimental
Results and Discussion
Conclusions
- References
Shared
Correspondence to
- Thangavel Anand
-
Agni College of Technology, OMR, Thalambur, Chennai - 600130, India
- E-mail: anand.mae@act.edu.in
- ORCID:
0000-0002-7764-1856
Hyecheon Building(Room 601), #354, Gangnam-Daero, Gangnam-Gu, Seoul 06242, Korea
TEL : 82-2-568-3860, 561-5203, 569-3860 FAX : 82-2553-6938 E-mail: polymer@polymer.or.kr