






- Biodegradable Poly(3-hydroxybutyrate-co-3-hydroxyvalerate) Film Coated with Tannic Acid for Active Food Packaging
Yun Hyeok Choi#
 , Jeong Jin Park# , Eun Jung Sim*, Eunhye Lee*, Ki Chull Yoon*, and Won Ho Park†
, Jeong Jin Park# , Eun Jung Sim*, Eunhye Lee*, Ki Chull Yoon*, and Won Ho Park† Department of Organic Materials Engineering, Chungnam National University, Daejeon 34134, Korea
*CJ Cheiljedang Corp. 55, Gwanggyo-ro 42beon-gil, Yeongtong-gu, Suwon-si, Gyeonggi-do 16495, Korea- 능동 식품포장을 위한 탄닌산이 코팅된생분해성 Poly(3-hydroxybutyrate-co-3-hydroxyvalerate) 필름
최윤혁#
· 박정진# · 심은정* · 이은혜* · 윤기철* · 박원호† 충남대학교 유기응용재료공학과, *CJ 제일제당
Reproduction, stored in a retrieval system, or transmitted in any form of any part of this publication is permitted only by written permission from the Polymer Society of Korea.
In recent years, there has been a growing concern about the environmental impact of plastics due to the rapid growth of packaging and disposable products. Among them, food packaging films are mostly made of synthetic polymers, which can be accumulated in natural environments and exacerbate environmental pollution. In this study, an eco-friendly food packaging film was prepared using poly(3-hydroxybutyrate-co-3-hydroxyvalerate) copolymer, a biodegradable aliphatic polyester produced from microorganisms. The film was fabricated using a simple hot-press process and dip-coated with tannic acid to provide antioxidant and antimicrobial properties that can prevent the food spoilage. The potential of the film to be used as a functional food packaging film was confirmed by packaging actual food products.
최근, 포장용기 및 일회용품의 급증으로 인해 플라스틱에 의한 환경오염의 우려가 커지고 있다. 식품 포장용 필름은 대부분 합성고분자로 제조되어 자연환경에 축적됨으로써 환경오염을 더욱 악화시킬 수 있다. 본 연구에서는 미생물로부터 생산되는 생분해성 지방족 폴리에스터인 poly(3-hydroxybutyrate-co-3-hydroxyvalerate) 공중합체를 사용하여 환경친화적인 식품 포장용 필름을 제조하였다. 필름은 간단한 핫프레스 공정을 통해 제조되었으며, 식품 부패 방지에 도움이 될 수 있는 항산화 및 항균 특성 부여를 위해 탄닌산(tannic acid)의 딥 코팅을 수행하였다. 또한, 제조된 필름을 통해 실제 식품에 대한 포장을 진행함으로써 기능성 식품 포장용 필름으로 사용될 수 있는 잠재력을 확인하였다.
An active food packaging film was developed using poly(3-hydroxybutyrate-co-3-hydroxyvalerate) (P3HB-3HV, PHBV), an aliphatic polyester produced from microorganisms, and tannic acid(TA). The films were prepared via a simple and environmentally friendly melting method and exhibited suitable physical and chemical properties for use as food packaging films. As a result, the TA-coated PHBV composite film prepared in this paper can be used as a replacement for conventional non-biodegradable synthetic plastic films because it is completely biodegradable and can delay the shelf life of food.
Keywords: poly(3-hydroxybutyrate-co-3-hydroxyvalerate), hot-pressing, N2 plasma treatment, tannic acid, active food packaging films.
본 연구는 CJ 제일제당㈜의 지원을 받아 수행된 연구결과입니다.
저자들은 이해상충이 없음을 선언합니다.
플라스틱 폐기물로 인한 환경오염 문제가 더욱 심각해지고 있다. 특히, 2021년도에 발표된 조사 결과에 의하면 COVID-19로 인한 플라스틱 폐기물 발생량은 전 세계적으로 약 800만 톤 이상이며, 3년 이내에 플라스틱 폐기물로 인해 극지방의 플라스틱 축적 구역이 형성될 것이라고 플라스틱 사용에 대해 심각하게 경고하고 있다.1 특히, 이런 플라스틱 폐기물들은 사용 후에 적절하게 재활용되거나 처리되기 어렵고, 주로 토양이나 해양환경에 폐기되어 다양하게 생태계 파괴를 일으키고 있다.2 이러한 플라스틱의 가장 중요한 특성 중의 하나가 난분해성으로 생분해가 되지 않는 특성이다. 플라스틱이 자연환경에서 버려지게 되면 오랜 기간 잔류하게 되면서 풍화작용을 거쳐 작은 미세플라스틱 조각들을 형성하는데, 최근에는 이러한 미세플라스틱들이 건강도 위협할 수 있다는 연구결과들이 발표되기도 하였다.3 플라스틱에 대한 수요는 점차 증가하는 추세로 전 세계 플라스틱 생산량의 40%는 포장용이며, 그중 95%는 일회용으로 사용되고 있다.4 현재 대부분의 식품 포장용 필름은 일반적으로 polyethylene(PE), polypropylene(PP), polystyrene(PS) 및 poly(ethylene terephthalate) (PET)와 같은 석유 기반의 합성고분자가 원료로 사용되고 있다.5 하지만, 이러한 합성고분자는 생분해가 되지 않고 매립지에 축적되어 다양한 환경문제를 야기할 수 있어 최근, 식품포장 산업에서는 생분해성 고분자를 사용한 포장기술들이 큰 주목을 받고 있다.6,7
식품포장 분야에서 생분해성 고분자는 환경에 미치는 영향을 줄이고 식품안전을 강화할 수 있기 때문에 기존의 합성 플라스틱을 대체할 수 있는 유망한 대안이다. 생분해성 고분자는 가스차단, 항균활성, 산소제거, 수분조절 및 색상변화와 같은 추가 기능을 갖춘 스마트 포장재료를 개발하는데 사용될 수 있다. 스마트 포장이란 식품의 품질과 안전성에 대한 정보를 모니터링하고 전달할 수 있을 뿐만 아니라 유통기한을 연장할 수 있는 포장 유형으로 크게 세 종류로 나뉠 수 있다. 먼저, 생분해성 고분자의 얇은 층으로 식품 표면에 직접 적용하거나 식품 매트릭스에 통합하여 식품의 수분 손실, 산화, 미생물 성장 및 풍미 손실을 방지할 수 있는 edible films 및 coating 기술,8 식품 및 환경과 상호작용하여 패키지의 내부 분위기를 변경하거나 활성제를 패키지 헤드 스페이스나 식품 표면으로 방출할 수 있는 포장시스템인 active packaging,9 그리고 식품이나 환경의 상태를 모니터링하고 소비자나 유통업체에 제품의 품질상태에 대한 정보를 제공할 수 있는 intelligent packaging 기술 등이 있다.10
생분해성 고분자를 스마트 포장에 적용하는 것은 환경에 미치는 영향 감소, 기능성 향상, 소비자 편의성 등 기존 포장재료에 비해 여러 가지 이점을 제공할 수 있지만, 높은 비용, 제한된 가용성, 낮은 기계적 강도, 다른 소재와의 호환성 저하, 규제 등의 문제는 여전히 존재하고 있다.11 따라서, 이러한 한계를 극복하고 성능을 최적화하기 위해 더욱 많은 연구와 개발을 통해 다양한 종류의 식품과 시장에 대한 폭넓은 확장이 필요하다. 현재 생분해성 고분자로 가장 널리 알려진 재료는 poly(lactic acid)(PLA), poly(ε-caprolactone)(PCL), polyhydroxyalkanoate (PHA) 등의 지방족 폴리에스터가 있으며, 다양한 포장재료로 꾸준히 개발되고 있다.12,13 그중 PLA와 PCL은 lactide, ε-caprolactone과 같은 고리형 단량체의 개환중합을 통해 중합이 이루어진다. 이 과정에서는 주석 촉매와 같은 잠재적인 독성을 가지는 금속 촉매의 사용이 수반되며, 촉매를 제거하는 추가적인 과정이 요구된다.14 또한, 중합과정 중 촉매 이외에도 유기용매가 사용되기 때문에 잔류 촉매 및 유기용매 잔여물 등이 발생하면 생체조직과의 접촉 시 위험을 유발할 수 있다.15 하지만, 재생 가능한 자원인 바이오매스나 유기 폐기물 등에 의해 생성되는 고분자물질인 PHA는 독성 부산물 없이 토양, 해양, 혐기성 소화 등 다양한 환경에서 모두 생분해가 가능하다.16 또한, 식품포장 용도의 요구사항을 충족할 수 있는 우수한 기계적 특성과 열적 안정성을 나타내며, 산소, 이산화탄소 및 수증기에 대한 차단성이 뛰어나 식품의 산화와 부패를 방지하는데도 유리하다.17 PHA는 미생물에 의한 생합성에 의해 여러 공중합체의 조성으로 제조되며, 그 분자구조에 따라 다양한 기계적 물성과 물리적 특성을 나타낼 수 있다. 그중 poly(3-hydroxybutyrate-co-3-hydroxyvalerate) (P3HB-3HV, PHBV)는 소량의 3HV 단위를 포함하여 적절한 유연성을 부여할 수 있어 기존 석유 기반 포장필름을 대체하기에 적합하다.18 또한, PHBV는 열 가공성이 우수하여 압출 및 사출 성형을 통한 필름 제조가 용이하다. 현재까지 PHA 필름은 주로 랩 스케일에서 dichloromethane, chloroform과 같은 유독성 유기용매를 사용하여 solution casting 방법을 통해 생산되었지만, 이러한 방법은 유기용매 잔여물의 발생으로 인해 식품 포장용 필름으로의 적용은 제한될 수 있다.19
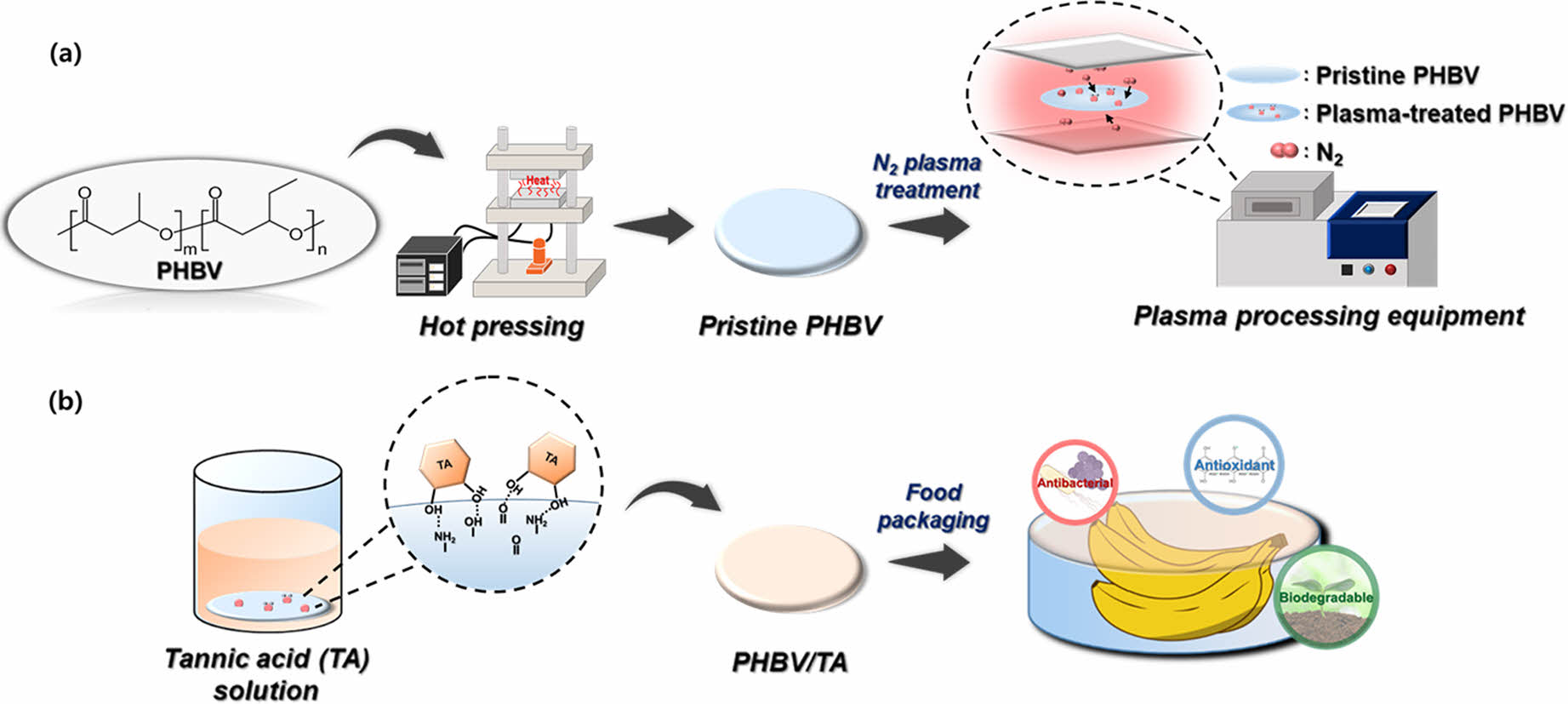
따라서, 본 연구에서는 재생 가능한 자원으로부터 생산되는 생분해성 지방족 폴리에스터인 PHA 중 PHBV 공중합체를 사용하여 유독성 유기용매를 사용하지 않고 친환경적인 용융공정을 통해 식품 포장용 필름을 제조하고자 하였다. 또한, 식품의 유통기한을 연장하는데 도움이 될 수 있는 항산화 및 항균 특성을 부여하기 위해 필름 표면에 폴리페놀 화합물인 탄닌산(tannic acid, TA)을 딥 코팅하였으며, TA를 더욱 효과적으로 코팅하기 위해 딥 코팅 전, PHBV 필름을 N2 플라즈마 처리하여 표면개질을 수행하였다. 최종적으로 제조된 TA-coated PHBV 필름에 대한 구조적, 기계적. 열적 및 광학 특성의 변화를 분석하였으며, 항산화 및 항균 활성을 평가하였다(Figure 1). 마지막으로는 신선한 바나나의 포장을 진행하여 active 식품포장재로의 적용 가능성을 입증하였다.

|
Figure 1 Schematic of the synthesis of the TA-coated PHBV film for food packaging: (a) simple hot-pressing of pristine PHBV followed by N2 plasma treatment; (b) TA coating of plasma-treated PHBV film yielding an active food packaging material. |
재료. PHBV pellet(Mw: 301000, PDI: 2.5)은 Tianan Biologic Co.에서 구입하였다. TA는 Sigma-Aldrich Co.(St Louis, MO, USA)에서 구입하였으며, DPPH(free radical form, purity: 95%)는 Alfa Aesar Co., Ltd.(Tianjin)에서 구입하였다. 바나나는 시중에서 판매되는 것을 사용하였다. 모든 화학물질은 추가 정제 없이 받은 그대로 사용하였다.
PHBV Film의 제조. PHBV film은 간단한 핫 프레스 공정을 통해 제조하였다. 필름은 PHBV 분말 1 g을 180 ℃로 가열된 hot press(Carver 2518)에서 150초간 20 MPa의 압력으로 압축성형하여 제조하였다. 이렇게 제조된 필름의 지름은 15 cm, 두께는 평균적으로 100 μm 이하였으며, Pristine PHBV라고 명명하였다.
PHBV Film의 표면개질. 제조된 필름은 N2 분위기의 miniplasma-station(Plasmart, Korea)를 이용하여 N2 플라즈마 처리를 통해 필름 표면을 개질하였다. 챔버는 가스로 채워지기 전에 10 mTorr 이하의 진공 상태로 설정한 후, 1-10분간 glow-discharged plasma를 생성하였으며, 전압은 50 W, N2 gas의 유량은 10 mL/s로 설정하였다. 이후, 플라즈마 처리된 필름을 2 wt%의 TA 수용액에 딥 코팅하였다. 딥 코팅시간은 12시간이었으며, 딥 코팅이 끝난 후 D.I. water에 여러 차례 수세하여 표면에 결합하지 않은 유리 TA를 제거하였다. 수세가 끝난 필름은 24시간 동안 진공건조하였다. N2 플라즈마 처리한 필름과 N2 플라즈마 처리 이후 TA 딥 코팅공정을 거친 필름을 각각 Plasma-treated PHBV, TA-coated PHBV라고 명명하였다. 이후 contact angle instrument(DSA 100, Kruss, Germany)를 이용하여 N2 플라즈마 처리시간 및 TA 딥 코팅 유무에 따른 접촉각의 변화를 관찰하였다.
PHBV Film의 특성분석. 제조된 필름의 화학구조는 Attenuated total reflectance-Fourier transform infrared spectroscopy (ATR-FTIR, ALPHA-P, Bruker, USA)와 X-ray photoelectron spectrometry(XPS, K-alpha+, Thermo Scientific, USA)을 사용하여 분석하였다. ATR-FTIR 분석을 통해 필름에 TA가 성공적으로 도입되었는지를 확인하였으며, 4 cm-1의 분해능에서 200회 스캔하여 4000-400 cm-1의 스펙트럼 범위에서 분석하였다. XPS 분석은 0 eV에서 800 eV의 결합에너지 범위에서 측정되었으며, N2 플라즈마 처리된 필름 표면에 도입된 원소를 확인하였다.
PHBV Film의 투명성 평가. 필름의 광투과율은 UV-Vis spectrophotometer(UV, UV-2600, Shimadzu, Japan)를 통해 측정하였다. 필름의 투과율은 정사각형 모양(3 × 3 cm)의 필름을 슬라이드 글라스에 로딩한 후, 양면을 고정하여 측정하였다. 필름의 투명성은 가시광선 영역(400-800 nm)의 투과율을 통해 평가하였으며, 필름을 2 × 3 cm의 크기로 잘라 이니셜 로고 위에 배치하여 필름의 투명성을 확인하였다.
PHBV Film의 기계적 물성 평가. 필름의 두께는 digimatic thickness gauge(547-301, Mitutoyo, Japan)을 사용하여 필름시료의 임의의 위치에서 10회 측정하였다. 필름의 기계적 물성은 texture analyzer(EZ-SX, 500 N, Shimadzu, Japan)을 통해 1 mm/s의 속도로 인장시험을 진행하여 평가하였다. 필름은 5 × 1 cm로 준비하였으며, 각각 5회 측정하였다. Tensile strength(TS, MPa)와 elongation at break(EAB, %)는 다음과 같은 식을 통해 계산하였다.20

여기서 Ft는 필름이 파단 시까지 받는 최대 하중이며, At는 초기 시편의 단면적(두께 × 폭, mm2)이다.

여기서 L은 초기 필름의 길이(mm)이며, ΔL은 파단 시 필름 길이의 차이이다.
PHBV Film의 열적 안정성 평가. 필름의 열적 안정성은 thermogravimetric analyzer(TGA 4000, Perkin Elemer, USA)를 사용하여 N2 분위기 하에서 RT부터 550 ℃까지 10 ℃/min의 승온속도로 분석하였다. 얻어진 열분해 곡선을 기반으로 derivative thermogravimetry(DTG) 곡선을 구하여 최대 열분해 온도를 측정하였다.
PHBV Film의 항산화성 평가. Pristine PHBV, Plasma-treated PHBV 및 TA-coated PHBV 필름의 항산화능은 α,α-diphenyl-β-picrylhydrazyl(DPPH) method를 통해 평가하였다. DPPH를 메탄올에 용해시켜 0.1 mM의 DPPH 메탄올용액을 제조한 이후, 20 mg의 필름을 시간에 따라(0-60 min) 용액과 반응시켜 DPPH 용액의 라디칼 소거능을 확인하였다. 실험은 모두 암실에서 진행되었으며, 517 nm에서의 흡광도를 사용하여 다음 식을 통해 항산화 활성도를 계산하였다.
여기서 Ac와 As는 각각 시료가 있는 경우와 없는 경우의 DPPH 용액의 흡광도를 의미한다.
PHBV Film의 항균성 평가. Pristine PHBV, Plasma-treated PHBV 및 TA-coated PHBV 필름의 항균 활성을 측정하기 위해 그람 음성균인 대장균(E. coli, ATCC 25922)과 그람 양성균인 황색포도상구균(S. aureus, ATCC 23235)을 이용하였다. S. aureus 및 E. coli 모두 37 ℃의 호기성 조건에서 밤새 교반하여 성장시킨 후 5 × 105 cfu의 S. aureus 및 E. coli를 한천 플레이트에 도포하였다. 13 mm 직경의 디스크 모양의 필름을 박테리아가 분포된 플레이트에 로딩하였으며, 37 ℃에서 24시간 동안 인큐베이션하였다. 필름의 항균 활성은 inhibition zone의 직경을 측정하여 비교하였으며, 모든 필름은 3회씩 측정하였다.
식품포장 능력 평가. 기능성 식품 포장용 필름으로서 식품보관 능력을 평가하기 위해 바나나를 포장하여 중량감소 및 갈변현상을 관찰하였다. 먼저, 불순물을 제거하기 위하여 D.I. water에 바나나를 10분간 담가둔 뒤, 표면을 깨끗이 닦아 수분을 없애고 PET 용기에 담아 제조된 필름으로 용기를 덮었다. 포장된 바나나는 상온에서 7 일간 보관하였으며, 매일 중량감소율을 측정하였고 1, 4, 7 일마다 사진을 촬영하여 바나나의 갈변을 관찰하였다. 시간경과에 따른 중량감소율은 다음과 같은 식을 통해 계산하였다.

W0은 포장하기 전 바나나의 무게이며, W1은 t일 후 바나나의 무게이다.
통계 분석. 모든 정량적 데이터는 평균 ± 표준편차(SD)로 표시하였다. 결과는 one-way analysis of variance(ANOVA)을 사용하여 분석한 후 Tukey’s post hoc test로 분석하였다.
표면개질에 따른 특성변화.PHBV는 소수성 고분자로 필름제조 시 낮은 표면에너지 및 젖음성을 가진다. 반면에 TA는 5개의 갈롤기와 5개의 카테콜기로 구성된 친수성 폴리페놀 화합물이기 때문에 필름 표면에 코팅량이 적을 수 있다. 본 연구에서는 플라즈마 처리를 통해 이러한 제약을 극복하고자 하였다. 플라즈마 처리는 식품 포장용 필름을 처리하는 데 많이 사용되는 가공방법이다.21 플라즈마 처리는 고분자의 표면적 및 거칠기의 증가, 작용기의 도입과 같은 표면개질을 통해 친수성을 개선시키는 효과가 있다.22 PHBV는 분자구조에 산소를 포함하고 있어 O2 플라즈마 처리 시 산소가 포함된 에스터 결합과 같은 기능성기가 도입될 수 있기 때문에 새로운 기능성기의 부가적인 해석이 어려울 수 있다. 따라서, 본 연구에서는 N2 플라즈마 처리를 진행하였으며, N2 플라즈마 처리 이후, 표면에 N2에 의한 친수성기의 도입을 확인하기 위하여 XPS 분석을 수행하였다. Figure 2(a)와 같이 N2 플라즈마 처리 후 400 eV에서 N1s peak의 생성을 관찰하였으며, 이는 amine기와 같은 질소를 포함한 작용기가 새로 형성된 것에 기인한다.23 이는 Table 1의 질소함량을 통해서도 확인할 수 있으며, N2 플라즈마 처리 후 필름 표면에 질소원소가 도입되었음을 알 수 있다. N2 플라즈마 처리 시 산소의 함량이 증가하는 이유는 플라즈마 처리 후 필름이 챔버에서 나올 때 표면에 생성된 라디칼에 의해 공기 중의 산소가 필름 표면에 유입되었기 때문으로 설명할 수 있다.24 본 연구에서는 N2 플라즈마 전처리를 통해 TA의 흡착량을 증가시켰다. Figure 2(b)에서는 시간에 따른 Pristine PHBV와 Plasma-treated PHBV에 코팅된 TA의 양을 비교하였다. 코팅된 TA의 양은 시간에 따른 코팅 전후의 무게 변화로부터 계산하였다. 최대 24시간까지 TA에 필름을 딥 코팅하였으며, Pristine PHBV 및 Plasma-treated PHBV의 무게가 각각 0.86, 0.50% 증가하여 흡착량에 차이를 보였다. 결과적으로, N2 플라즈마 처리가 TA와 필름 사이의 상호작용을 증가시켰으며, 12시간과 24시간 동안 흡착량의 차이가 적어 최적 딥 코팅시간을 12시간으로 설정하였다. PHBV 필름에 TA가 성공적으로 도입되었는지 확인하기 위해 ATR-FTIR 분석을 진행하였다. Figure 2(c)에서 Pristine PHBV의 경우 1717 cm-1에서 카보닐기(C=O)의 신축진동을 관찰하였다.25 또한, 1000-1300 cm-1 사이에서 에스터기의 C-O 신축 진동을 보였으며, 2998-2930 cm-1에선 메틸 및 메틸렌기의 대칭 및 비대칭 신축 진동을 나타내었다.26 TA-coated PHBV에서는 TA의 특징적인 피크가 관찰되었다. Pristine PHBV와 Plasma-treated PHBV와 달리, 3000-3600 cm-1 사이에서 TA의 -OH기와 PHBV 필름 간 수소결합에 의한 넓은 영역의 피크가 생성되었다. 또한, TA-coated PHBV의 경우, 1717 cm-1에서 관찰되었던 카보닐기(C=O)의 신축진동에 의한 피크가 1711 cm-1로 이동하였다. 이는 TA의 -OH기와 카보닐기(C=O) 사이의 수소결합에 의해 피크가 이동한 것으로 설명할 수 있다.27 TA를 코팅한 결과, 1611 cm-1에서 방향족 고리의 C-O 신축진동이 관찰되었으며, 1535 cm-1와 756 cm-1 에서 각각 방향족 고리의 C=C 신축진동 및 C-H 굽힘진동에 의한 피크가 나타났다.28 이러한 결과를 바탕으로, PHBV에 TA가 성공적으로 도입되었음을 알 수 있었다.
표면개질에 따른 친수성 변화.N2 플라즈마 처리와 TA 코팅을 통한 필름 표면의 친수화 정도는 접촉각의 변화를 통해 분석하였다. Figure 3(a)는 플라즈마 처리시간에 따른 PHBV 필름의 접촉각 변화를 나타낸 것으로 아무 처리도 하지 않은 Pristine PHBV의 접촉각은 약 89.4°에서 플라즈마 처리시간이 증가할수록 약 43.0°까지 점진적으로 감소하였다. 이는 플라즈마에 노출된 시간이 길어짐에 따라 필름 표면에 극성 작용기의 도입과 에칭으로 인한 거칠기 및 표면에너지가 증가하였기 때문이다.23 추가적으로 TA가 코팅된 필름의 접촉각을 측정한 결과, TA가 도입됨으로써 친수성이 더욱 증가하여 접촉각이 약 34.6°까지 감소하였다(Figure 3(b)).
표면개질에 따른 기계적 물성 변화.인장강도, 파단신도와 같은 기계적 물성은 필름이 외부 스트레스를 견디고 식품을 포장하는 동안 무결성과 차단 특성을 유지하는 데 필수적으로 요구된다. 짧은 시간의 플라즈마 처리는 필름의 수 나노미터 깊이에서만 에칭이 일어나 기계적 강도에는 영향을 미치지 않지만, 60초를 초과하는 플라즈마 처리는 필름 표면에 더욱 많은 고분자 사슬을 절단하기 때문에 필름의 인장강도에 영향을 미칠 수 있다.22 Figure 4(a)의 stress-strain curve를 통해 알 수 있듯이 N2 plasma-treated PHBV 필름이 Pristine PHBV 필름보다 응력과 파단신도가 다소 낮았다. 반면에, TA가 필름 표면에 도입되면서 일부 인장강도의 회복이 관찰되었는데, 이는 필름과 TA 간의 수소결합에 기인한다고 설명할 수 있다.29 이전 연구에서 밝혀진 것처럼 플라즈마 처리는 인장강도와 연신율을 감소시킬 수 있다(Figure 4(b), 4(c)).22
Pristine PHBV의 인장강도 및 파신신도는 각각 35.8 MPa와 3.9%에서 플라즈마 처리 후, 22.3 MPa 및 3.0%로 감소하였다. 하지만, TA-coated PHBV의 경우 TA 코팅량이 적음에도 불구하고, 인장강도와 연신율이 각각 27.7 MPa, 3.3%로 소폭 증가하는 경향을 나타냈다. 이러한 결과를 바탕으로 TA-coated PHBV는 Pristine PHBV에 비해 인장강도가 약간 감소하였지만, 다른 생분해성 폴리에스터 기반의 식품 포장용 필름과 비교했을 때, 보다 우수한 인장강도를 가지는 것을 확인하였다.29
표면개질에 따른 열분해 특성.필름의 열안정성 및 열분해온도는 TGA 및 DTG thermogram을 통해 분석하였다(Figure 5(a), 5(b)).
대체적으로, 제조한 필름의 열안정성에는 큰 차이가 없었다. Pristine PHBV의 최대 열분해온도는 약 300.0 ℃ 였으며, Plasma-treated PHBV의 경우 약 299.7 ℃를 나타냈다.30 TA가 코팅된 Plasma-treated PHBV의 최대 열분해온도 또한, 약 300.5 ℃를 나타내어, 플라즈마 처리와 TA의 도입이 필름의 열분해 특성에는 큰 영향을 미치지 않았다. 전반적으로 본 연구에서 제조한 필름들은 식품 포장용 필름으로 사용하기에는 문제가 없을 것으로 예상된다.
표면개질에 따른 필름의 투명성 변화.소비자는 투명한 포장용기 내의 내용물을 관찰함으로써 유통 및 보관 시 식품의 신선도를 육안으로 확인할 수 있기 때문에 필름의 투명도는 상업적으로 중요한 요소 중 하나이다.31 Figure 6(a)는 가시광선 영역(400-800 nm)에서의 필름의 투과율을 나타낸 것으로, 제조한 필름이 일반적으로 알려진 PHBV 필름의 투과율을 나타내었다.32 또한, 660 nm에서의 투과도가 91%인 Pristine PHBV에 비해 Plasma-treated PHBV의 투과도가 95%로 소폭 증가하였으며, TA-coated PHBV의 경우 TA의 도입으로 인해 가시광선 영역에서 약간의 투과도 감소가 일어나 89%의 투과도를 나타내었다. 하지만, 필름의 투명성을 확인한 Figure 6(b)에서 각 필름의 투명도는 겉보기에 차이가 거의 없었으며, 필름 뒷면의 글씨를 명확히 확인가능하여 우수한 투과성을 가졌다.
항산화 및 항균 특성 변화. TA는 식물에서 추출되는 폴리페놀로, TA 내 존재하는 갈롤기와 카테콜기의 다수의 -OH기가 수소 원자를 제공하여 자유 라디칼을 제거할 수 있어 우수한 항산화제로 알려져 있다.33 DPPH 용액을 이용하여 517 nm에서의 DPPH에 대한 흡광도 변화를 측정함으로써 제조한 필름의 항산화성을 평가하였다(Figure 7(b)). Pristine PHBV와 Plasma-treated PHBV는 60분이 지난 후에도 DPPH 소거능이 각각 약 3.9%, 4.3%로 현저히 낮은 항산화능을 보였다. 하지만, TA-coated PHBV의 경우 TA의 활성으로 인해 60분에 걸쳐 약 70.4%의 높은 항산화능을 보였으며, DPPH 용액이 필름 표면의 TA와 반응하여 용액의 색이 보라색에서 노란색으로 변화되었다(Figure 7(a)). TA의 항균 활성은 TA의 많은 페놀성 -OH기가 박테리아의 단백질 내에 설프하이드릴기(-SH)와의 반응 혹은 단백질 세포벽과의 정전기적 상호작용, 수소결합 및 소수성 상호작용 등에 의해 나타난다.34
Pristine PHBV, Plasma-treated PHBV 및 TA-coated PHBV의 항균성을 평가하기 위해 그람 양성균인 S. aureus와 그람 음성균인 E. coli에 대한 항균 활성능을 조사하였다. Figure 8(b)에 나타낸 바와 같이, Pristine PHBV 및 Plasma-treated PHBV 필름은 항균 활성을 나타내지 않았지만, TA-coated PHBV 필름은 필름 표면의 TA에 의해 E. coli의 inhibition zone이 약 18.3 ± 1.52 mm, S. aureus의 inhibition zone이 약 22.6 ± 1.53 mm로 나타났다. TA의 항균 활성은 그람 양성균인 S. aureus에 대해 더 강하게 나타났는데, 이는 폴리페놀의 -OH기가 그람 양성 박테리아의 peptidoglycan 층에 직접 결합하여 세포벽을 파괴하고 정상적인 성장을 방해하기 때문이다.34
식품포장 평가 결과.바나나는 대부분의 과일에 비해 상대적으로 빠르게 갈변하기 쉽다.35 식품의 보존 중에 중량감소는 수분손실과 밀접한 관련이 있으며, 이는 식품의 노화를 가속화시킬 수 있다.36 본 연구에서는 제조한 PHBV 기반 필름으로 바나나를 포장하여 바나나의 중량손실률과 껍질의 갈변 정도를 관찰함으로써 식품 포장재로의 적용가능성을 평가하였다. Figure 9(b)는 플라스틱 용기를 필름으로 덮어 포장한 바나나의 실물 모습을 7일동안 관찰한 사진이며, 그중 control은 용기에 포장 처리를 하지 않은 대조군을 의미한다.
포장이 보관기간에 따른 바나나의 중량손실률에 미치는 영향은 Figure 9(a)에 나타내었다. 총 4개 비교군의 중량손실률은 보관기간이 길어질수록 점차 증가하는 경향을 나타냈다. 필름으로 포장하지 않은 control은 4개의 비교군 중 중량손실률이 약 48%로 가장 높았으며, 이는 공기 중으로 수분이 지속적으로 손실되었기 때문으로 볼 수 있다. 각각의 필름으로 포장된 바나나는 3일째까지 중량손실률에 큰 차이를 보이지 않았으나, 4일째부터 약간의 차이를 보이기 시작하였다. 7일째의 중량손실률을 확인한 결과, Pristine PHBV와 Plasma-treated PHBV로 포장한 바나나는 각각 약 8.04%와 약 7.36%의 중량손실률을 보인 반면, TA-coated PHBV로 포장한 바나나는 약 4.81%의 가장 낮은 중량손실률을 나타냈다. 이는 Figure 9(b)의 외형 변화와 일치하는 결과이며 control의 경우, 필름으로 포장된 다른 비교군보다 갈변현상이 짙게 나타났으며, 7일 후에는 완전히 갈색으로 변해 신선도를 상실하였다. 반면에, TA-coated PHBV로 포장된 바나나는 다른 필름으로 포장된 바나나보다 갈변이 현저히 지연되었으며, 이는 TA가 바나나의 갈변현상을 효과적으로 억제함을 의미한다. 따라서, 이러한 결과들을 통해 TA가 도입된 TA-coated PHBV 필름은 바나나의 중량손실 및 갈변현상을 억제함으로써 유통기한을 지연시켜 식품의 안전성과 신선도를 높인 식품 포장용 필름으로 사용될 수 있는 가능성을 확인하였다.

|
Figure 2 (a) XPS spectra of the pristine and plasma-treated PHBV films; (b) amount of TA adsorbed on the pristine and plasma-treated PHBV films with respect to dip-coating time; (c) ATR-IR spectra of the pristine, plasma-treated, and TA-coated PHBV films. |

|
Figure 3 (a) Change in water contact angle of the pristine PHBV film with respect to plasma treatment time; (b) water contact angles of the pristine, plasma-treated, and TA-coated PHBV films. |

|
Figure 4 Mechanical properties of the pristine, plasma-treated, and TA-coated PHBV films: (a) stress-strain curves; (b) tensile strength; (c) elongation at break (n = 10) (*p ≤ 0.05, **p ≤ 0.01, ***p ≤ 0.001, ****p ≤ 0.0001). |

|
Figure 5 Thermal properties of the pristine, plasma-treated, and TA-coated PHBV films: (a) TGA thermograms; (b) DTG curves of the pristine, plasma-treated, and TA-coated PHBV films. |

|
Figure 6 (a) Visible-light transmittance of the pristine, plasma-treated, and TA-coated PHBV films; (b) photographs of PHBV films on the CNU logo. |

|
Figure 7 (a) Color change of the DPPH solution from purple to yellow; (b) DPPH scavenging ability with respect to contact time of the pristine, plasma-treated, and TA-coated PHBV films. |

|
Figure 8 (a) Photographs of disk diffusion tests (S. aureus); (b) diameters of inhibition zone against E. coli and S. aureus of the pristine, plasma-treated, and TA-coated PHBV films. |

|
Figure 9 (a) Weight loss of bananas packaged with the different PHBV films for 7 days; (b) appearance. |

본 연구에서는 재생 가능한 자원으로부터 생산되는 생분해성 지방족 폴리에스터인 PHBV와 항산화 및 항균 활성을 가지고 있는 폴리페놀인 TA를 이용하여 식품의 유통기한을 연장시킬 수 있는 active 식품 포장용 필름을 제조하였다. 필름은 유독성 유기 용매를 사용하지 않는 친환경적인 용융공정을 통해 제조하였으며, N2 플라즈마 처리를 통해 필름 표면을 개질하여 TA의 효과적인 코팅을 유도하였다. N2 플라즈마 처리를 통한 필름 표면 질소 작용기의 도입은 XPS 분석을 통해 조사하였으며, 도입된 TA는 ATR-IR 분석을 통해 확인하였다. 필름 표면에 질소 작용기 및 TA가 도입됨에 따라 필름의 친수성은 증가하는 경향을 나타내었고 필름의 기계적 물성과 투명도는 플라즈마 처리 및 TA의 도입에 크게 영향을 받지 않았다. 최종적으로 제조된 TA-coated PHBV 복합 필름은 DPPH 용액에 대해 우수한 항산화성과 대장균 및 황색포도상구균에 대해 강력한 항균 활성을 보였다. 마지막으로 바나나를 사용하여 복합 필름의 식품 포장능력을 평가한 결과, 포장하지 않은 경우와 비교했을 때, 복합 필름으로 포장한 시료에서 과일 외관의 갈변현상 및 무게감소율이 현저히 줄어들어 식품의 보관기간을 증가시킨 것을 확인하였다. 따라서, 이러한 결과들을 기반으로 본 연구에서 제조한 TA-coated PHBV 복합 필름은 기존의 비분해성 포장재료를 대체함으로써 합성 플라스틱으로 인한 환경오염 문제를 감소시키는데 기여할 수 있는 잠재력을 가지고 있었다.
- 1. Peng, Y.; Wu P.; Schartup, A. T.; Zhang, Y. Plastic Waste Release Caused by COVID-19 and Its Fate in the Global Ocean. Proc. Natl. Acad. Sci. U.S.A. 2021, 118, e2111530118.
-

- 2. Fraser, C. I.; Morrison, A. K.; Hogg, A. M.; Macaya, E. C.; Sebille, E. V.; Ryan, P. G.; Padovan, A.; Jack, C.; Valdivia, N.; Waters, J. M. Antarctica’s Ecological Isolation will be Broken by Storm-driven Dispersal and Warming. Nat. Clim. Chang. 2018, 8, 704-708.
-
- 3. Waller, C. L.; Griffiths, H. J.; Waluda, C. M.; Thorpe, S. E.; Loaiza, I.; Moreno, B.; Pacherres, C. O.; Hughes, K. A. Microplastics in the Antarctic Marine System: An Emerging Area of Research. Sci. Total Environ. 2017, 598, 220-227.
-
- 4. James, G. Plastics: The Challenges and Possible Solutions. The Principles for Responsible Investment (PRI). 2019, 1-13.
- 5. Roland, G.; Jambeck, J. R.; Law, K. L. Production, use, and Fate of all Plastics Ever Made. Sci. Adv. 2017, 3, e1700782.
-
- 6. Lee, S. J.; Gwak, M. A.; Chathuranga, K.; Lee, J. S.; Koo, J.; Park, W. H. Multifunctional Chitosan/tannic Acid Composite Films with Improved Anti-UV, Antioxidant, and Antimicrobial Properties for Active Food Packaging. Food Hydrocolloids. 2023, 136, 108249.
-
- 7. Guo, C.; Guo, H. Progress in the Degradability of Biodegradable Film Materials for Packaging. Membranes 2022, 12, 500.
-
- 8. Jung, S.; Yufei, C.; Barnes, M.; Satam, C.; Zhang, S.; Chowdhury, R. A.; Adumbumkulath, A.; Sahin, O.; Miller, C.; Sajadi, S. M.; Sassi, L. M.; Ji, Y.; Bennett, M. R.; Yu, M.; Friguglietti, J.; Merchant, F. A.; Verduzco, R.; Roy, S.; Vajtai, R.; Meredith, J. C.; Youngblood, J. P.; Koratkar, N.; Rahman, M. M.; Ajayan, P. M. Multifunctional Bio-Nanocomposite Coatings for Perishable Fruits. Adv. Mater. 2020, 32, 1908291.
-
- 9. Yang, S.; Miao, Q.; Huang, Y.; Jian, P.; Wang, X.; Tu, M. Preparation of Cinnamaldehyde-loaded Polyhydroxyalkanoate/chitosan Porous Microspheres with Adjustable Controlled-release Property and Its Application in Fruit Preservation. Food Packaging Shelf Life. 2020, 26, 100596.
-
- 10. Dong, S.; Zhang, Y.; Lu, D.; Gao, W.; Zhao, Q.; Shi, X. Multifunctional Intelligent Film Integrated with Purple Sweet Potato Anthocyanin and Quercetin-loaded Chitosan Nanoparticles for Monitoring and Maintaining Freshness of Shrimp. Food Packaging Shelf Life. 2023, 35, 101022.
-
- 11. Liu, Y.; Ahmed, S.; Sameen, D. E.; Wang, Y.; Lu, R.; Dai, J.; Li, S.; Qin, W. A Review of Cellulose and its Derivatives in Biopolymer-based for Food Packaging Application. Trends Food Sci. Technol. 2021, 112, 532-546.
-
- 12. Thakur, M.; Majid, I.; Hussain, S.; Nanda, V. Poly(ε-caprolactone): A Potential Polymer for Biodegradable Food Packaging Applications. Packag. Technol. Sci. 2021, 34, 449-461.
-
- 13. Taherimehr, M.; YousefniaPasha, H.; Tabatabaeekoloor, R.; Pesaranhajiabbas, E. Trends and Challenges of Biopolymer-based Nanocomposites in Food Packaging. Compr. Rev. Food. Sci. Food Saf. 2021, 20, 5321-5344.
-
- 14. Hege, C. S.; Schiller, S. M. Non-toxic Catalysts for Ring-opening Polymerizations of Biodegradable Polymers at Room Temperature for Biohybrid Materials. Green Chem. 2014, 16, 1410-1416.
-
- 15. Gadomska-Gajadhur, A.; Ruśkowski, P. Biocompatible Catalysts for Lactide Polymerization-Catalyst Activity, Racemization Effect, and Optimization of the Polymerization Based On Design of Experiments. Org. Process Res. Dev. 2020, 24, 1435-1442.
-
- 16. Meereboer, K. W; Misra, M.; Mohanty, A. K. Review of Recent Advances in the Biodegradability of Polyhydroxyalkanoate (PHA) Bioplastics and Their Composites. Green Chem. 2020, 22, 5519-5558.
-
- 17. Alcântara, J. M. G.; Distante, F.; Storti, G.; Moscatelli, D.; Morbidelli, M.; Sponchioni, M. Current Trends in the Production of Biodegradable Bioplastics: The case of Polyhydroxyalkanoates. Biotechnol. Adv. 2020, 42, 107582.
-
- 18. Grigore, M. E.; Grigorescu, R. M.; Iancu, L.; Ion, R. M.; Zaharia, C.; Andrei, E. R. Methods of Synthesis, Properties and Biomedical Applications of Polyhydroxyalkanoates: a Review. J. Biomater. Sci.-Polym. Ed. 2019, 30, 695-712.
-
- 19. Aldam, S. A.; Dey, M.; Javaid, S.; Ji, Y.; Gupta, S. On the Synthesis and Characterization of Polylactic Acid, Polyhydroxyalkanoate, Cellulose Acetate, and Their Engineered Blends by Solvent Casting. J. Mater. Eng. Perform. 2020, 29, 5542-5556.
-
- 20. Kowalczyk, D.; Biendl, M. Physicochemical and Antioxidant Properties of Biopolymer/candelilla Wax Emulsion Films Containing Hop Extract – A Comparative Study. Food Hydrocolloids. 2016, 60, 384-392.
-
- 21. Pankaj, S. K.; Bueno-Ferrer, C.; Misra, N. N.; Milosavljević, V.; O'Donnell, C. P.; Bourke, P.; Keener, K. M.; Cullen, P. J. Applications of Cold Plasma Technology in Food Packaging. Trends Food Sci. Technol.2014, 35, 5-17.
-
- 22. Vishnuvarthanan, M.; Rajeswari, N. Effect of Mechanical, Barrier and Adhesion Properties on Oxygen Plasma Surface Modified PP. Innov. Food Sci. Emerg. Technol. 2015, 30, 119-126.
-
- 23. Park, H.; Lee, K. Y; Lee, S. J.; Park, K. E.; Park, W. H. Plasma-Treated Poly(lactic-co-glycolic acid) Nanofibers for Tissue Engineering. Macromol. Res. 2007, 15, 238-243.
-
- 24. Idage, S. B.; Badrinarayanan, S.; Surface Modification of Polystyrene Using Nitrogen Plasma. An X-ray Photoelectron Spectroscopy Study. Langmuir. 1998, 14, 2780-2785.
-
- 25. Trakunjae, C.; Boondaeng, A.; Apiwatanapiwat, W.; Kosugi, A.; Arai, T.; Sudesh, K.; Vaithanomsat, P.; Enhanced polyhydroxybutyrate (PHB) Production by Newly Isolated Rare Actinomycetes Rhodococcus sp. Strain BSRT1-1 Using Response Surface Methodology. Sci. Rep. 2021, 11, 1-14.
-
- 26. Pati, S.; Maity, S.; Dash, A.; Jema, S.; Mohapatra, S.; Das, S; Samantaray, D. P. Biocompatible PHB Production from Bacillus Species Under Submerged and Solid-State Fermentation and Extraction Through Different Downstream Processing. Curr. Microbiol. 2020, 1203-1209.
-
- 27. Auriemma, M.; Piscitelli, A.; Pasquino, R.; Cerruti, P.; Malinconico, M.; Grizzuti, N. Blending Poly(3-hydroxybutyrate) with Tannic Acid: Influence of a Polyphenolic Natural Additive on the Rheological and Thermal Behavior. Eur. Polym. J. 2015, 63, 123-131.
-
- 28. Gwak, M. A.; Hong, B. M.; Park, W. H. Hyaluronic Acid/tannic Acid Hydrogel Sunscreen with Excellent Anti-UV, Antioxidant, and Cooling Effects. Int. J. Biol. Macromol. 2021, 191, 918-924.
-
- 29. Rao, M. S.; Kanatt, S. R.; Chawla, S. P.; Sharma, A.; Chitosan and Guar Gum Composite Films: Preparation, Physical, Mechanical and Antimicrobial Properties. Carbohydr. Polym. 2010, 82, 1243-1247.
-
- 30. Atta, A.; Ali, H. Structural and Thermal Properties of PTFE Films by Argon and Oxygen Plasma. Arab J. Nucl. Sci. Appl. 2013, 46, 106-114.
- 31. Andrade, M. A.; Barbosa, C. H.; Cerqueira, M. A.; Azevedo, A. G.; Barros, C.; Machado, A. V.; Coelho, A.; Furtado, R.; Correia, C. B.; Saraiva, M.; Vilarinho. F.; Silva, A. S.; Ramos, F. PLA Films Loaded with Green Tea and Rosemary Polyphenolic Extracts as an Active Packaging for Almond and Beef. Food Packaging Shelf Life. 2023, 36, 101041.
-
- 32. Fabra, M. J.; Amparo, L. R.; Lagaron, J. M. High Barrier Polyhydroxyalcanoate Food Packaging Film by Means of Nanostructured Electrospun Interlayers of Zein. Food Hydrocolloids. 2013, 32, 106-114.
-
- 33. Pietta; Pier-Giorgio; Flavonoids as Antioxidants. J. Nat. Prod. 2000, 63, 1035-1042.
-
- 34. Beata, K. Tannic Acid with Antiviral and Antibacterial Activity as a Promising Component of Biomaterials-A Minireview. Materials. 2020, 13, 3224.
-
- 35. Huang, H.; Zhu, Q.; Zhang, Z.; Yang, B.; Duan, X.; Jiang, Y. Effect of Oxalic Acid on Antibrowning of Banana (Musa spp. AAA group, cv. ‘Brazil’) Fruit During Storage. Sci. Hortic. 2013, 160, 208-212.
-
- 36. Lufu, R.; Ambaw, A.; Opara, U. L. Water Loss of Fresh Fruit: Influencing Pre-harvest, Harvest and Postharvest Factors. Sci. Hortic. 2020, 272, 109519.
-

- Polymer(Korea) 폴리머
- Frequency : Bimonthly(odd)
ISSN 0379-153X(Print)
ISSN 2234-8077(Online)
Abbr. Polym. Korea - 2023 Impact Factor : 0.4
- Indexed in SCIE
 This Article
This Article
-
2023; 47(4): 495-504
Published online Jul 25, 2023
- 10.7317/pk.2023.47.4.495
- Received on Mar 29, 2023
- Revised on Apr 17, 2023
- Accepted on Apr 19, 2023
Services
Shared
Correspondence to
- Won Ho Park
-
Department of Organic Materials Engineering, Chungnam National University, Daejeon 34134, Korea
- E-mail: parkwh@cnu.ac.kr
- ORCID:
0000-0003-1768-830X
Hyecheon Building(Room 601), #354, Gangnam-Daero, Gangnam-Gu, Seoul 06242, Korea
TEL : 82-2-568-3860, 561-5203, 569-3860 FAX : 82-2553-6938 E-mail: polymer@polymer.or.kr