






- Influence of Compatibilization and Internal Lubricant on the Mechanical and Thermo-mechanical Properties of PLA/TPU Compound
Ali Avci†
 , Aysegul Akdogan Eker*, and Mehmet Safa Bodur**
, Aysegul Akdogan Eker*, and Mehmet Safa Bodur**Faculty of Engineering, Department of Mechanical Engineering, Hakkari University, Hakkari 30000, Türkiye
*Department of Mechanical Engineering, Yildiz Technical University, Istanbul 34349, Türkiye
**Department of Material Science and Nanotechnology Engineering, Yeditepe University, Istanbul 34755, Türkiye- PLA/TPU 화합물의 기계적 및 열역학적 특성에 미치는 호환성 및 내부윤활제의 영향
Reproduction, stored in a retrieval system, or transmitted in any form of any part of this publication is permitted only by written permission from the Polymer Society of Korea.
The purpose of the study is to investigate the influences of internal lubricant and maleic anhydride (MA) on tensile, flexural, toughness properties and thermal properties of brittle biopolymer polylactic (PLA), in order to consider PLA for automotive applications as a matrix material. For this aim, polylactic acid and thermoplastic polyurethane (TPU) were compounded to overcome the inherent brittleness of PLA. Three different compound types, namely PLA/TPU, PLA/MA/TPU and PLA/MA/TPU/internal lubricant, were prepared by extrusion and injection processes. The influence of the internal lubricant and the coupling agent on the compounds was examined in terms of the thermal, mechanical and thermo-mechanical properties of the compounds. The results show that the internal lubricant could be also incorporated into PLA/TPU compounds to enhance the elongation at the break by about 16% and to improve the storage modulus of the compounds. The compatibilizer showed a significant improvement in the thermal, thermo-mechanical and mechanical properties of the compounds.
The purpose of the study is to investigate the influences of internal lubricant and maleic anhydride on tensile, flexural, toughness properties, and thermal properties of brittle biopolymer polylactic (PLA). Compared to pure PLA, PLA/thermoplastic polyurethane (TPU) compounds exhibited an increase of more than 100% for the tensile, flexural elongation at break and impact strength. maleic anhydride (MA) into PLA/ TPU compounds promotes enhancement in tensile and flexural elongation at breaks by about 65% and 11%, respectively. The addition of internal lubricants significantly increases both tensile and flexural elongation values. The impact strength of PLA/TPU compounds increased by more than 3 times compared to pure PLA, while the elongation at the break did not suffer an obvious reduction.
Keywords: poly(lactic acid), thermo-mechanical properties, internal lubricant, polymer compounds.
This study is supported by the Research Fund of Yildiz Technical University, Project number 2018_FDK_3041. The authors would like to thank the Yildiz Technical University Scientific Research Project Coordination Department for financial support. Authors are thankful to HDOPLAST, a compound manufacturing firm in Turkey, for supplying raw material and other equipment.
There is no conflict of interest
Petrol-based polymers poison the world, especially the seas; they are not only an environmental risk but also adversely affect the living world and the ecological order. Due to their nature as pollutants, petrol-based toxic polymers are gradually giving away to degradable green polymers.1,2 Bio-based polymers such as PLA, polycaprolactone (PCL) and polybutylene (PBS) have been garnering more attention in both industrial and academic studies.3 PLA is one of the most examined biopolymers due to its unique properties, such as high strength, good water vapor barrier properties, biodegradability, biocompatibility and transparency.3,4 PLA also provides a significant reduction in its carbon footprint compared to petrol-based polymers, thereby promoting the protection of the planet.5 It is a biodegradable, compostable, recyclable aliphatic polyester polymer that comes from renewable resources, such as rice, corn, or wheat.6,7 Thermoplastic PLA can be in a semi-crystalline or completely amorphous phase in nature. PLA is produced from lactic acid through the fermentation of sustainable products by a direct concentration of lactic acid and through ring-opening polymerization of the cyclic lactic.8 It can be considered as an alternative to petrol-based polymers such as polypropylene (PP), polystyrene (PS), PET and PS in various engineering applications, including in automotive, packaging, or medical applications. PLA is used heavily in such areas as food packaging, the automotive industry, biomedical devices and electronic products.4 Standard PLA has high strength (50-60 MPa) and modulus (3-5 GPa) similar to petroleum-based polymers. Nowadays, PLA is attracting widespread attention in industrial-scale manufacturing instead of petroleum-based polymers, especially polypropylene. The mechanical properties of PLA can compete with certain petrochemical polymers while also having a little environmental effect.2
However, PLA possesses disadvantages, such as high stiffness, inherent brittleness, weak thermal stability and with less than 10% elongation at break therefore, practical employment areas of pure PLA are limited.9,10 PLA also suffers from inadequate processability and formability, due to its crystallization and low melt strength, so its usage in different applications may be limited.11,12 Applied in certain sectors, in particular automotive and packaging, PLA’s high toughness and impact resistance are desirable properties. To toughen PLA, there are several methods, such as adding a plasticizer or making compounds with an elastomeric monomer or natural rubber2 as well as adding fiber to improve its tensile ductility and fracture toughness.13,14 Compounding PLA with flexible elastomer is a very common and easy method used to increase its toughness.15 While the addition of plasticizers augments ductility and flexibility, compounding with elastomers affects the toughness properties of PLA. Compounding with elastomeric materials caused immiscibility with PLA, causing phase separation and forming irregular domains in the PLA matrix. The addition of a plasticizer is also a significant way to enhance the ductility and flexibility of PLA. However, this still has its limits, such as incompatibility with the PLA matrix, the morphological stability and immigration of the plasticizer.14 Both extrusion and injection processes for manufacturing a flax-reinforced PLA matrix bio-composite require high viscosity and high pressure. There are two different types of lubricants: internal and external lubricants. The lubricants reduce sink marks, and friction between the molecular chains, polymer-filler, filler-filler and filler-metal. Lubricants increase flow characteristics, and wetting properties and enhance knitting at weld surfaces of compounds.16 The addition of an interior lubricant into the compound provides a high viscosity, which causes the process to be completed without high pressure and high energy consumption. The total energy consumption of the process decreases, while lubricants facilitate manufacturing by increasing the processing speed of the polymer and thus increasing throughput or decreasing cycle time.17 The addition of an interior lubricant also decreases certain mechanical and thermal properties, such as stiffness, strength and the glass transition temperature of the compound.12
A polymer compound is a mixture of two or more polymers mixed together to make a unique material with new physical properties. In other words, the polymer compound is a physical mixing of at least two homopolymers and can be functional only when the partner polymers are miscible. These compounds often consist of immiscible components and need to be compatibilized. The compatibilization improves microstructure uniformity, mechanical properties and adhesive properties at the interfaces of its components.18,19 Compounding PLA with elastomer is a proper and common toughening method. Thermoplastic polyurethane (TPU) elastomer is a block copolymer comprised either of diisocyanates as a hard segment or polyether or polyester-based polyol as a soft segment, alternately.20 TPU has a higher elongation at break, good biocompatibility, high ductility and biostability. PLA and TPU are two bio-based polymers that complement each other in compounds because PLA has a hard segment, while TPU has toughness and high elongation at break.21-23 PLA/TPU compounds do not have good interfacial compatibility or a fine phase structure; therefore, adding MA is a common way to improve their interfacial adhesion. The inadequate compatibility between PLA and TPU phases may create certain disadvantages, such as weak mechanical properties, as well as extrudate swell. Therefore, developing compatibility is an inherent obligation in changing the compounds.3 Researchers reported that the addition of TPU into PLA enhanced toughness and tensile strain at the break when compared to neat PLA. They also reported that the addition of TPU decreases crystallinity, stiffness and tensile strength of neat PLA. The addition of a compatibilizer is of fundamental importance in reducing the interfacial stress and improving adhesion between phases.13,24,25 Maleated base polymer with maleic anhydride (MA) is one of the most common methods because of the fact that maleic anhydride has high reactivity, ease of handling, low toxicity and low potential to polymerize itself under free-radical grafting conditions among the functional groups.26 Compatibilized compounds are defined by the presence of finely dispersed domains, strong resistance to a coalescence of domains, well interface interaction between the matrix polymer and the domains and other enhanced properties.27 The addition of compatibilizers in compounds enhances the mechanical properties of the compounds since MA improves interfacial interaction between two polymers.13,28 This improvement between PLA and its compounds shows smaller domain results in higher surface areas, as well as higher mechanical properties. Another reason for the addition of TPU elastomers in PLA is that TPU has a thermo-dynamical mismatch between soft segments and hard segments. While hard segments (consisting of diisocyanate and chain extender) provide hardness, tear strength and high modulus, soft segments (consisting of high molecular polyester or polyether) enhance toughness and ductility.2,28
Many studies have reported the influence of compatibilization29-33 and TPU24,25,34-36 on the thermal and mechanical properties of neat PLA or its biocomposites.37-39 However, the effects of internal lubricants, making a compound with TPU and MA of PLA, have only occasionally been discussed. The current study aims to investigate the mechanical, morphological and thermo-mechanical effects of the internal lubricant and the compatibilizer PLA/TPU compound manufactured using industrial extruders and injection molding. To achieve a new bio-based material with individual properties for automotive applications, a polymer alloy of PLA/TPU compounds was manufactured. These compounds are manufactured from sustainable and biodegradation sources as an alternative matrix for the bio-based composites for automotive parts which are currently produced using petroleum-based polymers. To increase both extrusion and injection processability and to improve the flexibility of the compounds, an internal lubricant was added to the PLA/TPU. This study also investigates the effects of the internal lubricant and MA compatibilizer on the thermal properties and mechanical of the compound. The mechanical properties were examined through tensile impact and three-point bend testing. Thermal and thermo-mechanical observations were studied using thermogravimetric analysis (TGA), differential scanning calorimetry (DSC) and dynamic mechanical analysis (DMTA).
Materials. Commercial grade PLA was provided by Total Corbion Company (Netherlands). The selected grade of Purapol LX175 has a density of 1.24 g cm-3 and a residual monomer capacity of <0.3% in pellet form. The technical datasheet of the PLA shows that its melting temperature is at around 155 °C, the glass transition temperature is 60 °C and the melt flow index range at 190 °C is 3 g 10-1 min. Ester-based TPU was kindly provided by Ravago Petrochemicals Production Inc., Turkey. The technical datasheet of the TPU reveals that the density is 1.18 g cm-3, while the tensile strength (TS) and elongation breaks are about 24 MPa and 750%, respectively. Compatibilizer maleic anhydride had a density of 1.48 g cm-3, which was supplied by Sigma Aldrich (Germany) in 99% purity. The melt flow rate (MFR) of MA is 1.75 g 10 min-1, the melting and boiling temperatures are about 51-56 °C and 200 °C, respectively. The internal lubricant was obtained from Meltem Kimya production Inc., Turkey. The internal lubricant has 0.98 g cm-3 density, 400 °C boiling temperature and around 390% elongation at breaks. Figure 1 (a, b, and c) illustrates the PLA, the compatibilizer and the TPU granules, respectively. The MA grafting reaction was made using dicumyl peroxide (DCP, Sigma-Aldrich, Germany).
Preparation of PLA and TPU Compound. Before the compounding process, the components employed were dehydrated in an electric oven at 75 °C for 3 h. Prior to the extrusion process, TPU, maleic anhydride and the plasticizer were mixed under mechanical stirring for one hour. Because liquid maleic anhydride was wrapped homogenously in the compounding components, the mixing temperature was 60 °C, which is up to the melting temperature of maleic anhydride. PLA was premixed with the MAand DCP before the extrusion process. PLA-g-MA was fed as 5 phr into melting PLA TPU compound. The melt mixing of PLA, MA and DCM was applied by a twin-screw extruder (Microsan Instrument Inc., Kocaeli, Turkey) of a 25 mm screw diameter and a 30 L/D ratio. The temperatures were selected for this process between 165-170-180-190 °C from hopper to die heater with 75 revolutions per min (rpm) screw speed. Before the injection process, the mixed compounds were pelletized using a cutter and then re-dehydrated in an electric oven for 3 h at 75 °C. The mold included two mold cavities, which were dog bone tensile samples and rectangular flexural samples. During the mold design process, the necessary precautions were conducted to avoid the release of gases and the formation of any interface in the samples. Dried pellets were shaped in an injection molding machine (HastekOrche BT120, Turkey) at a temperature of 165-170-175-180 °C and the die temperature was 190 °C, which was found to be the optimum temperature for the compounds. The injection machine ran at a 150 revolution per minute (rpm) screw speed for melting and at 50 mm s-1 injection speed. The molding pressure and molding time were set at 100 bar and 30 s for each sample, respectively. Table 1 shows the PLA/MA/TPU/internal lubricant/external lubricant formulations used for this study. The specimens for scanning electron microscope (SEM) observation, mechanical and thermal tests were planned as ASTM D 638 type 4 according to ASTM D 790-17 flexural standards. Figure 2 shows injected standard test specimens. PLA making compound with 20% TPU due to the literature, the addition of 20 wt% TPU into PLA showed better impact strength, optimum tensile and flexural strength and desirable elongation at break values.1-3
The specimens for SEM observation, mechanical and thermal tests were planned as ASTM D 638 type 4 according to ASTM D 790-17 flexural standards.
Mechanical Properties. The mechanical properties of the PLA and its compounds were examined by tensile, flexural and impact tests. Tensile tests were applied using the Universal tensile testing machine (Alsa, 5KN, Turkey). Tensile test was applied until the tensile specimen is broken off, with 5 mm min-1 speed, according to ASTM D638 D14 Type 4. Three-point bending test was applied to the compounds by a tensile testing device with a 50 KN load cell, according to ASTM D790-17 standards.
Unnotched impact test was applied on the compounds with a 1.75 mm min-1 crosshead speed, which was obtained from the BS EN ISO 179-1:2010 standard to be for a 67 mm gap. Zwick Izod impact device was used for the impact tests with a maximum pendulum ability of 6 J. The sample notch was prepared as 3 mm. The impact strength (IS) of specimens was computed using the following equation:

where αcu is impact toughness, WB is the energy at break (joules), b (mm) is the width and h (mm) is the thickness of the sample. The results were obtained as the average of at least five specimens for each sample for the mechanical tests to increase reliability.
Thermal Properties. The thermal properties of the injected pure PLA and the compounds were investigated by three different analyses: dynamic mechanical thermal analysis DMTA, DSC and TGA. The DSC analyses were performed using a Perkin Elmer DSC device to determine significant transition temperatures such as melting temperature (Tm) and glass transition temperature (Tg), as well as to find out the degree of crystallinity (Xc) of the compounds. The DSC device ran roughly 56 minutes for each sample. Before the DSC analysis, the compounds (ranging from 6-9 mg in weight) were placed in a climatic chamber set at room temperature. DSC analyses were performed at the rate of 10 °C min-1 from -50 to 220 °C under a nitrogen environment. The samples were heated at 50 °C, then cooled down to -50°C and kept for 1 min. Compounds were then reheated to 250 °C; before cooling down to 30 °C, they were held for 1 min at 220 °C. Samples of approximately 10 mg each were analyzed and the crystallinities (Xc) of PLA and the compounds were calculated from the first heating cycle using eq. (2):

where ∆Hc is the crystallization enthalpy, WPLA is the weight fraction of pure PLA, ∆Hm is the heat of fusion of each sample, and for 100% crystalline PLA heat of fusion of PLA (∆Hm) is 93.6 J/g.40-42
TGA analyses of pure PLA and compounds were conducted using an SII Nanotechnology Exstar TG/DTA 6300 device to investigate thermal degradation temperatures and stabilities. Tests were applied to the specimens for 53 min at a heating rate of 10 °C min-1 under a nitrogen atmosphere from 25 to 550 °C.
DMTA analyses were conducted on pure PLA and compounds to examine thermo-mechanical properties such as loss modulus, the storage modulus, and loss factor (tan δ) was found as a function of temperature. The analyses were conducted using the DMTA Perkin Elmer-DMTA 8000 tension device with a heating rate of 5 °C min-1 at a frequency of 1 Hz, from -50 to 120 °C. The DMTA specimens were cut using a precision cutting machine with dimensions of 10 mm×10 mm×4.2 mm.
Morphology Characterization. The distribution and morphology of pure PLA and compounds were studied by scanning electron microscopy Phenom-World XL SEM operating at 15 kV. The samples were taken from the fractured impact samples. They were then coated for 25 s with a gold layer in a vacuum environment to ensure immunity from electrostatic charging during observation.
Melt Flow Index (MFI). MFI testing was carried out using MFI devices (Cometech Company Taiwan) at 190 °C under a 2.16 kg load, according to ASTM D1238, for pure PLA and compounds.
Fourier transform infrared (FTIR). FTIR spectroscopy was performed to acquire interfacial interactions between TPU and PLA and the formation of a PLA/MA structure. FTIR analyses were utilized with a spectrum 100 device with an attenuated total reflection (ATR) module. The specimens were analyzed in the wavenumber range of 650-4000 cm-1 with a resolution of 4 cm-1.

|
Figure 1 (a) PLA granules; (b) MA; (c) TPU. |

|
Figure 2 Injected samples after molding: (a) tensile test samples; (b) flexural test samples. |

Compatibilization of PLA/TPU with MA. The FTIR spectroscopy method was used to investigate the chemical composition of a compound as well as interactions between functional groups in components. Distinctive IR bands attributed to the chemical composition of TPU, PLA and MA were obtained from the literature. Figure 3 shows ATR-FTIR spectrum of PLA, PLA/TPU, PLA/MA/TPU and PLA/MA/TPU/L. PLA showed distinctive IR bands; C-C(O)-O stretching at around 1085 cm-1, CH3 bending at around 1265 cm-1, C=O stretching at around 1750 cm-1 and CH3 stretching peaks at around 2925 cm-1.3 The peaks at around 1220 and 1530 cm-1 are related to -C-N amide band related to the urethane and the peaks at around 1505-1525 cm-1 is related to-NH amine band (in the urethane) of TPU.41,42 -C=C in aromatic rings at around 1475-1600 cm-1 and -N=C=O isocyanate group at about 2340 cm-1 were distinctive IR bands of TPU as well. Peaks at around 1500-1600 cm-1 were ascribed to the characteristic peaks of the urethane linkage. Distinctive IR bands of MA were, symmetric C-O stretching at around 1850 cm-1 and asymmetric C-O stretching at nearly 1774 cm-1.43 IR spectrum of PLA/TPU exhibit both classical PLA and TPU bands -C-N at 1245 cm-1, -C=C at 1595 cm-1 and -NH at 1530 cm-1. The peak at around 1756 cm-1 of PLA/TPU compounds matches the stretching vibration absorption of -C=O.
The peak band at 1595 cm-1 is related to the cyclic C=C stretching of anhydride. It is discussed in the literature13,43,44 that although the presence of peaks at 1595 cm-1 may be a confirmation of the chemical interactive relation between MA and PLA, it is not observed a certain peak which is about the interaction between MA and PLA. This can be explained by there being very little intensity of MA and PLA since 1 wt% amount of MA was added into PLA. However, the C=O stretching frequency occurs at ~1790 cm-1 in the confirmation of the chemical interaction between PLA and MA. Moreover, the cyclic anhydride band at 1780 cm-1 of maleic was conflicted by a lot of carbonyl C=O stretching of PLA at about 1747 cm-1. Since a few amounts of MA were added to PLA, the asymmetric stretching of the C=O (1774 cm-1) showed a poor concentration and could overlay with the C=O of the PLA. The small peak at around 1730 cm-1 corresponds to the symmetric C=O stretching of filled cyclic anhydride rings. The weak bands at around 1715 cm-1 could substitute for the asymmetric C=O stretching of filled carboxylic acid C=O stretching and cyclic anhydride rings (Figure 3). The bands between 839-960 cm-1 are also ascribed to the -C-C- stretch of MA.24 It is understood that the peaks in MA monomers were dispersed into the PLA, due to MA being transformed into a saturated.45
Figure 4 represents the introduced mechanism for the formation of PLA-g-MA which was described in the literature.13,43,46 Firstly, the peroxide-free radical initiator causes hydrogen abstraction from the backbone of PLA making it a macro-radical in reaction. After that maleic anhydride can reacts with PLA forming grafts at 180 °C to the backbone structure.
Morphology of PLA and TPU Compounds. Figure 5 shows fractured SEM images of PLA/TPU compounds with and without an internal lubricant and compatibilization. The gradual break pattern in Figure 5(a) occurred due to the inherent brittleness nature of PLA. The addition of the MA presented a little particle size and fine size distribution, as shown in Figures 5(b) and (c). The addition of internal lubricant increased porosity of the compounds (Figure 5(d)).The mechanical behavior of polymer compounds, including strength and toughness, was influenced significantly by the distribution and size of the domains.47 As is evident from Figure 5, the TPU elastomer is well dispersed in a spherical form and adhered well to the PLA matrix on a micrometer scale. It means that PLA was incompatible with the TPU elastomer. Morphology and miscibility are special properties in understanding the toughening mechanism. Therefore, SEM images of the compounds from fractured surfaces were rougher than the brittle fractured PLA specimen because of shear yielding which occurred during plastic deformation.
TPU elastomer domains were immiscible with the PLA matrix due to the high interaction parameter between TPU and PLA. If interface properties, phase morphology and distribution of the compounds can be improved, the ductility and strength of the PLA/TPU compound would also increase. If interface properties, phase morphology and distribution of the compounds can be improved, the ductility and strength of the PLA/TPU compound would also increase.
Melt Flow Index. Figure 6 represents the MFI values of PLA and the compounds with the compatibilizer and internal lubricant. MFI values of polymeric materials are an important parameter for the melt processability during injection molding and the extrusion process. Figure 6 indicates that the addition of TPU to pure PLA increased the MFI values from 9.17 g 10 min-1 (compatible with datasheet values of PLA) to 14.5 g 10 min-1, as the soft TPU structure could be affected as a plasticizing of the mobility chains of PLA. Most probably, the soft segment in TPU caused plasticizing effects because of the MFI values of the PLA/TPU compound.28 The addition of the internal lubricant into the PLA/MA/TPU compound decreased viscosity. This increase can be explained by the internal lubricant causing a reduction in the sticking of the melted polymers to the screw and thus improved melt flow.27 The viscosity of the compound showed a reduction trend with the addition of MA and the internal lubricant.
Compared to PLA/MA/TPU and PLA/MA/TPU/L, the MFI value showed an increase of about 45% due to the addition of interior lubricants that could be dissolved in compounds and reduce intermolecular forces. The addition of MA into the PLA/TPU compound also increased the MFI values from 14.5 to 18.5 g 10 min-1. High molecular weight polymers usually show developed fracture stress relative to the yield stress and the brittle-to-ductile transition changes to a lower temperature.48 This is explained by an increasing molecular weight of semi-crystalline, affected by reducing the melt flow index (MFI); as a result, the brittle-ductile transition occurs at a lower temperature.47 Furthermore, soft segments of TPU would act as plasticizers developing the mobility of the macromolecular chains of PLA. Therefore, developed MFI results could be achieved due to decreased viscosities.4,17,27,49
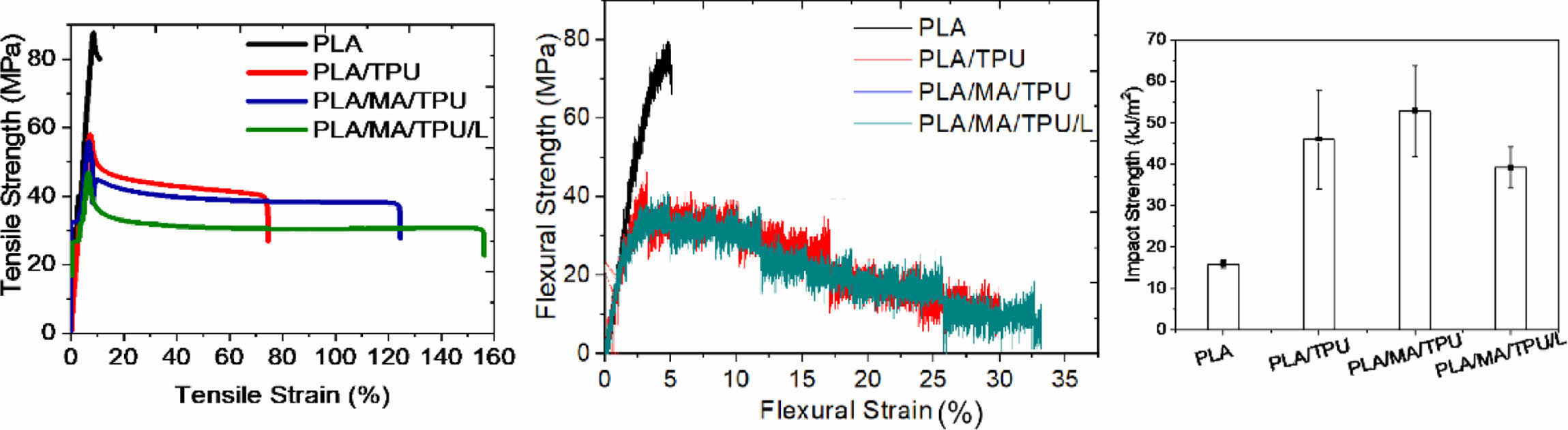
Effects of Internal Lubricant and MA on the Mechanical Properties of Compounds. The effects of the internal lubricant and MA on the TS, Young’s modulus (YM), FS, ductility and IS of the compounds were studied under three different kinds of mechanical tests including tensile, three-point bend and impact tests. The changes in TS, flexural strength (FS) and IS of the PLA compounds with standard deviation are given in Table 2. Figures 7(a) and (b) show the typical stress-strain and flexural stress-strain graphs of pure PLA, PLA/TPU, PLA/MA/TPU, and PLA/MA/TPU/L compounds. Pure PLA showed the expected brittle tensile characteristics with a lower elongation at breaks compared to the compounds. The PLA/TPU, PLA/MA/TPU, PLA/MA/TPU/L specimens showed a tensile strength of 58.9, 58.07, and 52 MPa, respectively. The YM of polymers depends on resistance to the mobility and flexibility of their chain structure. When the internal lubricant was added to the compounds, a decrease in flexural and tensile and modulus was obtained due to the low molecular weight of the lubricants. The weakening of the mechanical properties can be explained by the existence of a low molecular weight lubricant, which reduces the PLA/TPU intermolecular interaction and improves the capacity of relative intermolecular migration.17 As expected, the addition of TPU led to reduced TS values by 45.5, 46.6, 53.3% and FS values by roughly 43, 50, and 54%. Table 2 shows flexural modulus (FM) and YM of pure PLA with the addition of TPU and internal lubricant. This can be explained by the increment in the flexibility and mobility chains of the PLA caused by soft segments of thermoplastic elastomers.5,28,50
However, compounding with the elastomer provided a significant enhancement in the dynamic and static toughness of the PLA. Furthermore, the addition of 1 wt%. MA into PLA/ TPU compounds promotes enhancement in tensile and flexural elongation at breaks by about 65% and 11%, respectively. The addition of internal lubricants significantly increases both tensile and flexural elongation values. However, it leads to a certain reduction in the rigidity and strength results of the PLA. The interior lubricant can dissolve in the compound and it reduces intermolecular forces, resulting in an intermolecular decrease. Making a compound with a TPU elastomer and MA has shown a similar effect on mechanical properties by enhancing significant ductility of the PLA, as reported in the works of literature.3,13,51,52
Figure 8 shows the results of the impact tests that were applied on an Izod pendulum apparatus. The results show that the addition of compatibilizers to the compounds is critical for the realization of high IS. However, the addition of internal lubricant decreases IS. This may be explained by the lubricant weak interacting with the compatibilizer and decreasing its efficiency.53 As expected, the IS of pure PLA was measured as 15.9 kJ m-2, showing a brittle fracture after the impact test. Compounding with elastomer and the other components provided an obvious increase in IS values of pure PLA. For PLA to be used in engineering applications, particularly in the automotive industry, it is necessary to decrease its inherent brittleness, which is the most obvious deficiency. The PLA/TPU, PLA/MA/TPU and PLA/MA/TPUL specimens had 46, 52, and 39.2 kJ m-2 IS, respectively. In this study, TPU with compatibilizer improved the IS of PLA approximately 3.3 times (from 15.9 to 52.8 kJ m-2), which might be related to the combination of good-dispersed TPU particles in the PLA. Similar to the result of the study conducted by Nofar et al.54 it was reported that using grafted PLA/TPU compounds with MA enhanced the IS values by about 6 kJ m-2. Similar to our results, Juan Han et al.55 reported that the IS of PLA/TPU compound with MA was enhanced compared to the IS of PLA/TPU. It could be explained by a drop in interfacial tension between constituents using the MA in the compound of immiscible polymers. Although the internal lubricant decreases the impact resistance of PLA/MA/TPU from 52 to 39 kJ/m2, it provides a significant increase in both tensile and flexural elongation at the break results of the compounds.
Tensile and flexural elongations at break results of brittle PLA were evaluated at roughly 10.1% and 5.4% respectively. PLA/TPU, PLA/MA/TPU and PLA/MA/TPU/L specimens showed tensile elongation at breaks of 77%, 119.9%, and 141%, as well as flexural elongation at breaks of 23.2%, 25.7%, 28.5% respectively. Compared to the pure PLA, compounding with TPU flexural and tensile elongation at break dramatically improved by about 14 times and 5.3 times, respectively. Figure 8 shows that the PLA/MA/TPU/L compound also presented a significant improvement in tensile and flexural elongation at breaks when compared to the other compounds. Using compatibilization in the PLA/TPU compound increases interfacial interaction between PLA and TPU, which affects all mechanical properties. Pure PLA showed a shorter linear plastic strain curve, while the compounds possessed a greater non-linear ductility curve because of the plasticizing actions of the soft segments of TPU. This can also be explained by the higher ductility of TPU. Due to the ductile structure of TPU, it provides an increase in both elongation at breaks and in the IS value of the compounds
Effects of Internal Lubricant and MA on the Thermal and Thermo-mechanical Properties of Compounds. DSC analyses were performed to investigate the crystallization characteristic of the PLA and compounds due to the effects of the mechanical properties (flexural, impact and tensile strength) of the semi-crystalline polymer greatly associated with crystallization characteristics.2,56 DSC is one of the most commonly used methods in determining the thermal properties and phase transition temperature of the polymers.
Figure 9 shows the DSC curves of the PLA and PLA/TPU compounds in temperatures between -50 to 220 °C. Table 3 shows the corresponding thermal parameters of pure PLA and the compounds. The melting temperature and the obvious crystalline peak of the pure PLA were observed at about 157.2 °C and 108 °C, respectively. PLA/TPU, PLA/MA/TPU and PLA/MA/TPU/L specimens have a melting temperature (Tm) of 153.7, 155.8, and 153.3 °C, respectively. Compared to neat PLA, the addition of TPU with lubricant and MA into PLA leads to a drop Tm of about 4 °C. The addition of TPU decreased the Tm temperature of PLA. This could be explained by its reduced intramolecular force, and intermolecular and improved flexibility and the activity of the PLA molecular chain as a result crystallization of PLA was affected positively. The addition of a compatibilizer into PLA/TPU compounds re-raises the corresponding melting temperature. The addition of TPU causes a decrease in Xc of the PLA/TPU, due to spherical crystals which were blocked by the thermoplastic elastomer domains cold crystallization of the compounds began at a lower temperature. The addition of the compatibilizer into the PLA/TPU increases the Xc of the compounds due to the reaction output of the compatibilizer, which limited the macromolecule chains to affect a perfect crystalline structure.13,56
In the DSC curves, the crystallization temperatures of the PLA/TPU, PLA/MA/TPU and PLA/MA/TPU/L appear at around 95, 95.4, and 85.5 °C, respectively. The results proved that the addition of TPU into PLA leads to the onset of the cold crystallization of compounds at lower temperatures. In comparison to pure PLA, the Tg of the compounds showed a decreasing trend, especially with the addition of the internal lubricant, which led to a decrease in the Tg by about 12 °C. The possible reason for this reduction is that the cold crystallization of compounds began at lower temperatures due to the fine-sized thermoplastic elastomer domains acting as heterogeneous nucleation sites. An immiscible compound shows two or more Tg values and separate phases when compared to neat constituents, whereas a miscible compound shows single and composition-dependent Tg values.57 A grafting reaction creates segmental and random chain-branching of MA onto PLA, which might lead to control of the crystalline extension of PLA and which in turn could be the reason for Tc and Tg drops.24 The addition of the internal lubricant into the compounds dramatically decreased Tg temperature for the PLA/MA/TPU/L compound.
The effects of the compatibilization and internal lubricant on the thermo-mechanical properties, storage modulus and tan δ for both pure PLA and the compounds have been determined. DMTA provides an investigation of mechanical properties in dynamic conditions as a function of the heating cycle. Figure 10 shows tan δ and the storage modulus of pure PLA and the compounds as a function of the temperature for the compounds. The storage modulus curves of PLA/TPU compounds showed a sharp transition, which was associated with the glass transition of each component. The glass transition temperature (Tg) is evident in the tan δ curve (Figure 10(a)). Due to its originating from the transfer of the amorphous PLA chains, there is a decrease in the storage modulus of the specimens at temperatures between 58 °C and 80 °C. According to the DMTA results, the transition temperatures were found to be roughly 15-20 °C, which are higher than the DSC results of the samples (Figure 10(b)). In the case of PLA/TPU, PLA/MA/TPU and PLA/MA/TPU/L, the glass transition temperature of the storage modulus started earlier than in pure PLA and is around 58 °C, indicating the plasticization effect of an elastomer and internal lubricant, which cause an early softening of PLA.58 Figure 10(a) shows two detectable peaks, which means that there are two glass transitions and a presence of critical phase separation in the compounds at a microscopic level. The higher peak belongs to pure PLA at around 80 °C, corresponding to the transition temperature of PLA. The compounds showed lower peaks at around -50 °C, which were glass transitions of TPU. In addition, Feng et al. explained that PLA and TPU tan δ peaks to an α-relaxation process affected by the chain transition from the amorphous phase of the TPU and PLA macromolecules.52
Results showed that the addition of a compatibilizer and internal lubricant remarkably affect the viscoelastic properties of the compounds. The storage modulus of the compounds was found to be higher than that of pure PLA. Giardano et al.59 also reported a similar result, concluding that making a TPU elastomeric compound increases the storage modulus of PLA. The PLA/TPU compound storage modulus was positively influenced by the addition of the internal lubricant, which promotes an enhancement of the storage modulus of the compounds. This could be attributed to the fact that the addition of the internal lubricant increases the chain flexibility of the compounds.60 The storage modulus at 30 °C and 60 °C was defined and given in Table 4. The addition of the internal lubricant notably increased the storage modulus at 30 °C of the PLA/MA/TPU/L compound, compared to the PLA/MA/TPU compound. The addition of the internal lubricant and TPU into PLA decreases the storage modulus at 60 °C due to the growing mobility of soft segments of TPU and PLA chains.
Table 4 illustrates the thermal properties of pure PLA compared to the compounds and thermal weight loss curves. Derivative thermogravimetric (DTG) curves are presented in Figure 11. T5 has identified the beginning decomposition temperature and corresponds to the peak of the DTG curves. Td represents the fastest decomposition temperature and top of the TGA curves. As seen in Figure 11(b), there are two peaks on the DTG curves of the compounds since it expresses the decomposition temperature of PLA and TPU, respectively.
T5 of PLA, PLA/TPU, PLA/MA/TPU and PLA/MA/TPU/L specimens are found at 322, 306, 310.7, and 303.3 °C; the degradation temperatures Td obtained from DTG graphs are 364, 338, 367, and 336 °C, as shown in Table 5. The beginning loss weight temperature and the Td temperature of pure PLA are higher than that of the PLA/TPU compounds. This can be explained as being due to the TPU and internal lubricant having a low decomposition temperature, while the internal lubricant also acts as a crystallization nucleation agent by providing a nucleation spot. These temperatures were increased steadily by the addition of MA as the compatibilizer. It should be associated with the formation of hydrogen bonds under the effect of compatibilization. Besides, another potential reason might be associated with increased interface interactions between the compatibilizer and the component of the compound. Due to the addition of internal lubricant into PLA-g-MA compound reduced gradually incorporation, it might cause a reduction of thermal degradation temperature.

|
Figure 3 FTIR-ATR curves of PLA and PLA TPU compounds. |

|
Figure 4 The reaction scheme for grafting MA on the PLA at 180 °C.13,43,46 |

|
Figure 5 SEM pictures of (a) PLA; (b) PLA/TPU; (c) PLA/MA/ TPU; (d) PLA/MA/TPU/L specimens. |

|
Figure 6 Melt flow index of pure PLA and compounds. |

|
Figure 7 (a) Tensile; (b) flexural stress-strain curves of the pure PLA and the compounds. |

|
Figure 8 IS and tensile and flexural elongation at break of PLA and PLA/TPU, PLA/MA/TPU, PLA/MA/TPU/L compounds. |

|
Figure 9 DSC curves of the PLA and the compounds. |

|
Figure 10 (a) Loss modulus of pure PLA and the compounds; (b) storage modulus and (tan δ) values of the PLA and the compounds. |

|
Figure 11 (a) Thermogravimetric curves of PLA and the compounds; (b) derivative thermogravimetric curves of PLA and the compounds |


|
Table 4 Effects of Internal Lubricant and MA on the Storage Modulus and Glass Transition Temperature of the Compounds |


In this study, the effects of TPU, compatibilizer and internal lubricant on the mechanical, thermal, thermo-mechanical results of the PLA matrix have been examined. Due to its properties, it is possible to use PLA-based bio-composites in many engineering applications, especially in the automotive industry. Although the TS and FS decreased by 40% with the addition of an internal lubricant and TPU, the current results show that the PLA/MA/TPU/L sample can serve as a strong alternative to the most commonly used thermoplastic polypropylene, frequently used in the automotive industry as a composite matrix. The internal lubricant ratio should be optimized for better mechanical properties.
- Making a compound with TPU and the addition of the internal lubricant into the compounds significantly enhanced the flexural and tensile elongation at break values by about 16 and 5.3 times, respectively.
- Although the internal lubricant enhanced the tensile and flexural ductility and melt flow index of the compounds, it led to a drop in the stiffness, strength and thermal degradation temperatures of pure PLA and the compounds.
- The addition of a compatibilizer into the PLA/TPU compounds led to an increase in interfacial adhesion between the PLA and TPU phases; as a result, the mechanical and thermal properties of compounds increase.
- DMTA showed that, as MA compatibilization and internal lubricant addition into the PLA/TPU compound were applied, the inclusion of TPU had positive effects on the thermo-mechanical properties of PLA.
- The morphology of compounds indicated that pure PLA was incompatible with TPU and the homogeneity of the TPU particles was well-dispersed in the PLA matrix.
- 1. Ata, S.; Basak, S.; Mal, D.; Singha, N. K. Synthesis and Self-Assembly Behavior of POSS Tethered Amphiphilic Polymer Based on Poly(Caprolactone) (PCL) Grafted with Poly(Acrylic Acid) (PAA) via ROP, ATRP, and CuAAC Reaction. J. Polym. Res. 2017, 24, 1-13.
-

- 2. Zhang, H. C.; Kang, B. hao; Chen, L. S.; Lu, X. Enhancing Toughness of Poly(Lactic Acid)/Thermoplastic Polyurethane Blends via Increasing Interface Compatibility by Polyurethane Elastomer Prepolymer and Its Toughening Mechanism. Polym. Test. 2020, 87, 106521.
-
- 3. Mo, X. Z.; Wei, F. X.; Tan, D. F.; Pang, J. Y.; Lan, C. B. The Compatibilization of PLA-g-TPU Graft Copolymer on Polylactide/Thermoplastic Polyurethane Blends. J. Polym. Res. 2020, 27.
-
- 4. Zhao, X.; Hu, H.; Wang, X.; Yu, X.; Zhou, W.; Peng, S. Super Tough Poly(Lactic Acid) Blends: A Comprehensive Review. RSC Adv. 2020, 10, 13316-13368.
-
- 5. Brown, S. B. Reactive Compatibilization. Polym. Blend. Handbook 2014, 517-675.
-
- 6. Ulf B. Bioplastics and Biocomposites, Hanser: Munich, 2019.
- 7. Li, H.; Huneault, M. A. Crystallization of PLA/Thermoplastic Starch Blends. Inter. Polym. Process. 2008, 412-418.
-
- 8. Bajpai, P. K.; Singh, I.; Madaan, J. Development and Charac- terization of PLA-Based Green Composites: A Review. J. Thermoplas. Compos. Mater. 2014, 27, 52-81.
-
- 9. Bindhu, B.; Renisha, R.; Roberts, L.; Varghese, T. O. Boron Nitride Reinforced Polylactic Acid Composites Film for Pack- aging: Preparation and Properties. Polym. Test. 2018, 66, 172-177.
-
- 10. Kim, Y. J.; Selvan, S.; Yim, J. H. PLA Preparation of Porous TPU-PPy Flexible Composite Using 3D Printer and Its Application as Electrode Scaffold for Energy Storage Devices. Polym. Korea 2022, 46, 389-396.
-
- 11. Nofar, M. Effect of TPU Hard Segment Content on the Rheological and Mechanical Properties of PLA/TPU Blends. J. Appl. Polym. 2020, 137, 1-11.
-
- 12. Kim, H. E.; Nam, B. U. Study on Crystallization Kinetics and Thermal Properties of PCF-C0-EF/PLA Blends. Polym. Korea 2018, 42, 610-619.
-
- 13. Kaynak, C.; Meyva, Y. Use of Maleic Anhydride Compatibili- zation to Improve Toughness and Other Properties of Polylactide Blended with Thermoplastic Elastomers. Polym. Adv. Technol. 2014, 25, 1622-1632.
-
- 14. Wang, Y.; Mei, Y.; Wang, Q.; Wei, W.; Huang, F.; Li, Y.; Li, J.; Zhou, Z. Improved Fracture Toughness and Ductility of PLA Composites by Incorporating a Small Amount of Surface-Modified Helical Carbon Nanotubes. Compos. Part B: Eng. 2019, 162, 54-61.
-
- 15. Jia, S.; Wang, Z.; Zhu, Y.; Chen, L.; Fu, L. Composites of Poly(Lactic) Acid/Thermoplastic Polyurethane/Mica with Compatibilizer: Morphology, Miscibility and Interphase. RSC Adv. 2015, 5, 98915-98924.
-
- 16. Jan W. G. Encyclopedic Dictionary of Polymers; Springer: New York, 2007.
- 17. Al-Malaika, S.; Axtell, F.; Gilbert, M. Additives for Plastics. In Brydson's Plastics Materials (Eighth Edition); Gilbert, M., Eds.; Elsevier: Oxford, 2017; pp 127-168.
-
- 18. Tomić, N. Z.; Marinković, A. D. Chapter 4 - Compatibilization of polymer blends by the addition of graft copolymers. In Micro and Nano Scale Phase Morphologies, Interphase Characterization and Properties; Ajitha, A. R., Sabu, T., Eds.; Elsevier: Oxford, 2020; pp 103-144.
-
- 19. Sabzi, F. Gas Transport Through Polymer Blends. In Transport Properties of Polymeric Membranes; Sabu, T., Runcy, W., Anil, K. S., Soney, C. G., Eds.; Elsevier: Oxford, 2018; pp 517-532.
-
- 20. Kim, N. K.; Park, G. W.; Yu, J. K.; Kim, H. J.; Hyun, K. Effect of EVA-g-MAH on Water Absorption Properties of TPU/EVA Blends Characterization, Polymers and Plastics. Polym. Korea 2022, 46, 251-256.
-
- 21. Jašo, V.; Glenn, G.; Klamczynski, A.; Petrović, Z. S. Biodegrad- ability Study of Polylactic Acid/Thermoplastic Polyurethane Blends. Polym. Test. 2015, 47, 1-3.
-
- 22. Meyva-Zeybek, Y.; Kaynak, C. Loss of Thermoplastic Elastomer Toughening in Polylactide after Weathering. J. Appl. Poly. Sci. 2019, 136.
-
- 23. Hong, H.; Yang, L.; Yuan, Y.; Qu, X.; Chen, F.; Wei, J.; Liu, C. Preparation, Rheological Properties and Primary Cytocompatibility of TPU/PLA Blends as Biomedical Materials. J. Wuhan Univ. Technol., Materials Science Edition 2016, 31, 211-218.
-
- 24. Samat, A. A.; Hamid, Z. A. A.; Jaafar, M.; Yahaya, B. H. Preliminary Study on Reactive Compatibilisation of Poly-Lactic Acid with Maleic Anhydride and Dicumyl Peroxide for Fabrication of 3D Printed Filaments. AIP Conf. Proc. 2020, 2267, 020014.
-
- 25. Dai, L.; Wang, X.; Zhang, J.; Wang, F.; Ou, R.; Song, Y. Effects of Lubricants on the Rheological and Mechanical Properties of Wood Flour/Polypropylene Composites. J. Appl. Polym. Sci. 2019, 136, 1-9.
-
- 26. Detyothin, S.; Selke, S. E. M.; Narayan, R.; Rubino, M.; Auras, R. A. Effects of Molecular Weight and Grafted Maleic Anhydride of Functionalized Polylactic Acid Used in Reactive Compatibilized Binary and Ternary Blends of Polylactic Acid and Thermoplastic Cassava Starch. J. Appl. Polym. Sci. 2015, 132, 1-15.
-
- 27. Kim, J. A Simple Method to Produce Fiber Metal Laminates with Enhanced Mechanical Properties Using an Ethylene Vinyl Acetate (EVA)-based Adhesive Film. Polym. Korea 2019, 43, 295-301.
-
- 28. Meyva, Y.; Kaynak, C. Toughening of Polylactide by Bio-Based and Petroleum-Based Thermoplastic Elastomers. Inter. Polym. Process. 2015, 30, 593-602.
-
- 29. Clasen, S. H.; Müller, C. M. O.; Pires, A. T. N. Maleic Anhydride as a Compatibilizer and Plasticizer in TPS/PLA Blends. J. Braz. Chem. Soc. 2015, 26, 1583-1590.
-
- 30. Bai, Z.; Dou, Q. Rheology, Morphology, Crystallization Behaviors, Mechanical and Thermal Properties of Poly(Lactic Acid)/Polypropylene/Maleic Anhydride-Grafted Polypropylene Blends. J. Polym. Envir. 2018, 26, 959-969.
-
- 31. Gao, H.; Jun, F. S.; Tang, G. Mechanical, Thermal, and Biodegradability Properties of PLA_modified Starch Blends. Inspring Plast. Profess. 2011, 32, 2093-2100.
-
- 32. Chauhan, S.; Raghu, N.; Raj, A. Effect of Maleic Anhydride Grafted Polylactic Acid Concentration on Mechanical and Thermal Properties of Thermoplasticized Starch Filled Polylactic Acid Blends. Polym. Polym. Compos. 2021, 29, 400-410.
-
- 33. Tham, W. L.; Ishak, M.; Chow, W. S. Mechanical and Thermal Properties Enhancement of Poly(Lactic Acid)_Halloysite Nano- composites by Maleic-Anhydride Functionalized Rubber. J. Macromol. Sci., Part B 2014, 53, 371-382.
-
- 34. Yang, Z.; Peng, H.; Wang, W.; Liu, T. Crystallization Behavior of Poly(ε-Caprolactone)/Layered Double Hydroxide Nanocomposites. J. Appl. Polym. Sci. 2010, 116, 2658-2667.
-
- 35. Wang, S. C.; Xiang, H. X.; Wen, X. S.; Zhou, Z.; Zhu, M. F. Preparation and Characterization of TPU Toughened PLA Elastic Fibers. Mater. Sci. Forum 2014, 789, 117-121.
-
- 36. Morandim-Giannetti, A. A.; Agnelli, J. A. M.; Lanças, B. Z.; Magnabosco, R.; Casarin, S. A.; Bettini, S. H. P. Lignin as Additive in Polypropylene/Coir Composites: Thermal, Mechanical and Morphological Properties. Carbohydr. Polym. 2012, 87, 2563-2568.
-
- 37. Akonda, M.; Alimuazzam, S.; Shah, D. U.; Gaudio, Rahman, M. Physicao-Mechanical, Thermal and Biodegradation Performance of Random Flax/Polylactic Acid and Unidirectional Flax/Polylactic Acid. Fibers 2018, 6, 539-547.
-
- 38. Bax, B.; Müssig, J. Impact and Tensile Properties of PLA/Cordenka and PLA/Flax Composites. Compos. Sci. Technol. 2008, 68, 1601-1607.
-
- 39. Atiqah, A.; Jawaid, M.; Ishak, M. R.; Sapuan, S. M. Effect of Alkali and Silane Treatments on Mechanical and Interfacial Bonding Strength of Sugar Palm Fibers with Thermoplastic Polyurethane. J. Natur. Fiber 2018, 15, 251-261.
-
- 40. Gamon, G.; Evon, P.; Rigal, L. Twin-Screw Extrusion Impact on Natural Fibre Morphology and Material Properties in Poly(Lactic Acid) Based Biocomposites. Ind. Crops Prod. 2013, 46, 173-185.
-
- 41. Tuominen, J.; Kylma, J.; Kapanen, A.; Venelampi, O.; Itävaara, M.; Seppälä, J. Biodegradation of Lactic Acid Based Polymers under Controlled Composting Conditions and Evaluation of the Ecotoxicological Impact. Biomacromolecules 2002, 3, 445-455.
-
- 42. Seppälä, J. V.; Helminen, A. O.; Korhonen, H. Degradable Polyesters through Chain Linking for Packaging and Biomedical Applications. Macromol. Biosci. 2004, 4, 208-217.
-
- 43. Detyothin, S.; Selke, S. E. M.; Narayan, R.; Rubino, M.; Auras, R. Reactive Functionalization of Poly(Lactic Acid), PLA : Effects of the Reactive Modi Fi Er , Initiator and Processing Conditions on the Fi Nal Grafted Maleic Anhydride Content and Molecular Weight of PLA. Polym. Degrad. Stab. 2013, 98, 2697-2708.
-
- 44. Hwang, S. W.; Lee, S. B.; Lee, C. K.; Lee, J. Y.; Shim, J. K.; Selke, S. E. M.; Soto-Valdez, H.; Matuana, L.; Rubino, M.; Auras, R. Grafting of Maleic Anhydride on Poly(L-Lactic Acid). Effects on Physical and Mechanical Properties. Polym. Test. 2012, 31, 333-344.
-
- 45. Lu, Q. W. Thermoplastic Polyurethane (TPU)/Polyolefin (PO) Blends; University of Minnesota: Minnesota, 2003.
- 46. Carlson, D.; Nie, L.; Narayan, R.; Dubois, P. Maleation of Polylactide (PLA) by Reactive Extrusion. J. Appl. Polym. Sci. 1999, 72, 477-485.
-
- 47. Utracki, L. A.; Wilkie, C. A. Polymer Blends Handbook; Springer: New York, 2003.
- 48. Gaymans, R. J.; Zuiderduin, W. C. J.; Westzaan, C.; Hue, J. Toughening of Polypropylene with Calcium Carbonate Particles. Polymer 2003, 44, 261-275.
-
- 49. Maier, C.; Calafut, T. Additives. In Polypropylene In The Definitive User's Guide and Databook; Clive, M., Teresa, C., Eds., Elsevier: Oxford, 1998; pp 27-47.
- 50. Hong, H.; Wei, J.; Yuan, Y.; Chen, F. P.; Wang, J.; Qu, X.; Liu, C. S. A Novel Composite Coupled Hardness with Flexiblene- ssâpolylactic Acid Toughen with Thermoplastic Polyurethane. J. Appl. Polym. Sci. 2011, 121, 855-861.
-
- 51. Shakouri, Z.; Nazockdast, H. Microstructural Development and Mechanical Performance of PLA/TPU Blends Containing Geometrically Different Cellulose Nanocrystals. Cellulose 2018, 25, 7167-7188.
-
- 52. Feng, F.; Ye, L. Morphologies and Mechanical Properties of Polylactide/Thermoplastic Polyurethane Elastomer Blends. J. Appl. Polym. Sci. 2011, 119, 2778-2783.
-
- 53. Helena, S.; Bettini, P.; Paula, M.; Miranda, P. De; Lotti, C.; Henrique, L.; Mattoso, C.; Andres, P.; Mu, R. Effect of Lubricant on Mechanical and Rheological Properties of Compatibilized PP/Sawdust Composites. Carbohydr. Polym. 2013, 94, 800-806.
-
- 54. Nofar, M.; Mohammadi, M.; Carreau, P. J. Effect of TPU Hard Segment Content on the Rheological and Mechanical Properties of PLA/TPU Blends. J. Appl. Polym. Sci. 2020, 137, 49387.
-
- 55. Han, J. J.; Huang, H. X. Preparation and Characterization of Biodegradable Polylactide/Thermoplastic Polyurethane Elastomer Blends. J. Appl. Polym. Sci. 2011, 120, 3217-3223.
-
- 56. Kamal, M. R.; Khoshkava, V. Effect of Cellulose Nanocrystals (CNC) on Rheological and Mechanical Properties and Crystalli- zation Behavior of PLA/CNC Nanocomposites. Carbohydr. Polym. 2015, 123, 105-114.
-
- 57. Zainal, N. F. A.; Chan, C. H. Crystallization and Melting Behavior of Compatibilized Polymer Blends. Compatibilization Polym. Blend. 2020, 391-433.
-
- 58. Sharma, S.; Singh, A. A.; Majumdar, A.; Butola, B. S. Harnessing the Ductility of Polylactic Acid/Halloysite Nanocomposites by Synergistic Effects of Impact Modifier and Plasticiser. Composites Part B 2020, 188, 107845.
-
- 59. Bernardes, G. P.; da Rosa Luiz, N.; Santana, R. M. C.; de Camargo Forte, M. M. Influence of the Morphology and Viscoelasticity on the Thermomechanical Properties of Poly(Lactic Acid)/Thermo- plastic Polyurethane Blends Compatibilized with Ethylene-Ester Copolymer. J. Appl. Poly. Sci. 2020, 137, 48926.
-
- 60. Liu, T.; Huang, R.; Qi, X.; Dong, P.; Fu, Q. Facile Preparation of Rapidly Electro-Active Shape Memory Thermoplastic Polyurethane/Polylactide Blends via Phase Morphology Control and Incorpo- ration of Conductive Fillers, Polymer 2017, 114, 28-35.
-

- Polymer(Korea) 폴리머
- Frequency : Bimonthly(odd)
ISSN 0379-153X(Print)
ISSN 2234-8077(Online)
Abbr. Polym. Korea - 2023 Impact Factor : 0.4
- Indexed in SCIE
 This Article
This Article
-
2022; 46(5): 671-683
Published online Sep 25, 2022
- 10.7317/pk.2022.46.5.671
- Received on Jun 2, 2022
- Revised on Jul 26, 2022
- Accepted on Aug 2, 2022
Services
- Full Text PDF
- Abstract
- ToC
- Acknowledgements
- Conflict of Interest
Introduction
Experimental
Results and Discussion
Conclusions
- References
Shared
Correspondence to
- Ali Avci
-
Faculty of Engineering, Department of Mechanical Engineering, Hakkari University, Hakkari 30000, Türkiye
- E-mail: aliavci@hakkari.edu.tr
- ORCID:
0000-0003-3901-6248
Hyecheon Building(Room 601), #354, Gangnam-Daero, Gangnam-Gu, Seoul 06242, Korea
TEL : 82-2-568-3860, 561-5203, 569-3860 FAX : 82-2553-6938 E-mail: polymer@polymer.or.kr