






- Effect of Whole Tire Reclaim on Physico-Mechanical and Thermal Properties of Carbon Black Filled Natural Rubber/Butadiene Rubber Composite
Vaishak Nambiathodi†
 , Siby Varghese, and Neethu Varghese
, Siby Varghese, and Neethu VargheseTechnical Consultancy Division, Rubber Research Institute of India, Kottayam, Kerala-686009, India
- 폐타이어 재생 고무가 카본 블랙이 충전된 천연 고무/부타디엔 고무 복합재의 물리기계적, 열적 특성에 미치는 영향
Reproduction, stored in a retrieval system, or transmitted in any form of any part of this publication is permitted only by written permission from the Polymer Society of Korea.
Combinations of natural rubber (NR), butadiene rubber (BR), and reclaim rubber (RR) were prepared with a view to producing low-cost re-treading materials. It was found that cure time and scorch time decreased with the increase in the reclaim content. Only a small reduction in the properties was observed in almost all systems upon the addition of 30 phr of reclaim rubber. Systems with good abrasion resistance and tensile strength were obtained. High tensile values of 22.8 and 20.1 MPa were able to obtain for the NR-rich system. Tear strength can be enhanced by the addition of reclaim rubber. Elongation at break was higher for all the systems even after adding 30 phr of RR. Modulus and compression set values were increased with RR loading. The thermal behavior and activation energy of NR/BR/RR blends were improved by the addition of RR. The phase morphology of the blends was studied using a scanning electron microscope.
System with excellent tensile strength, tear strength and enhanced thermal stability was developed. Tensile strength of 22.8 and 20.1 MPa upon addition of 10 phr of reclaim rubber satisfies the Association of State Road Transport Undertakings (ASRTU) specification for producing tire treads. Thermal stability towards degradation of the polymer blends have enhanced with the addition of reclaimed rubber.

Keywords: activation energy, natural rubber/butadiene rubber blend, reclaim rubber, thermogravimetric analysis, scanning electron microscope analysis.
The authors are grateful to Rubber Research Institute of India, Kottayam and Cochin University of Science and technology for the technical supports of this work.
Tire sector consumes more than 70% of the natural rubber produced in India. After the service life, these products were discarded. There are mainly two ways to utilize waste rubber products. First one is to shred the tire and use the powder which is a cheap filler in many non-tire articles. Fine quality rubber powders are also used (<10%) in premium products for cost reduction. The second method is the reclamation of waste products. The reclaim rubber thus obtained is used in all most all products as it is a process aid and also give good surface finish to the products.1,2 Low mixing time and high dispersion rate made reclaim rubber (RR) an attractive raw material in the production of rubber articles. India produces and consumes 1.41 lakhs tons of reclaim rubber every year. Reclaim rubber being less expensive is not affected by the price fluctuation of virgin rubbers like natural rubber (NR),3-6 butadiene rubber (BR)7 or styrene-butadiene rubber (SBR)8,9 which are the main constituents of tread formulations. Hence the reclaim rubber can be utilized in tread formulations to develop a low-cost tread material. Whole tire reclaim (WTR), a popular form of reclaim rubber prepared from used and scrap tires, is inherently non-polar and has been used to prepare blends with non-polar rubbers such as NR, BR, and SBR. Swor and Lukasz10,11 have reported that the blending of the reclaim rubber with natural rubber can give blends with superior processing properties. Cure characteristics and mechanical properties of NR/reclaim rubber blends was studied by Sreeja and Kutty12 using efficient vulcanization system. The scorch time and tensile properties were decreased with increased reclaim loading. Deterioration in the physical properties like tensile strength, tear strength, elongation at break, etc. has been widely studied. Incorporation of reclaim rubber reduces the mixing time and increases the dispersion of fillers in the vulcanizate. Since RR contains some amount of curatives, the scorch and the after ageing properties of the products will be affected severely. In the present work, RR has been blended with NR/BR blends in various proportions to produce cost effective tread materials without sacrificing the physical properties. The rheological and mechanical properties of the reclaim rubber incorporated NR/BR blends were examined with a view to produce retreading materials complying the national specification.
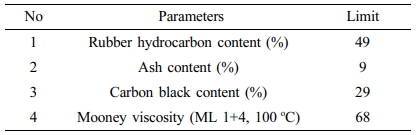
Materials and Methods. The BR used in this study was a linear polymer (Sabic 4610) manufactured by solution polymerization process using stereo specific nickel catalyst and NR (ISNR 5) was obtained from Rubber Research Institute of India, Kottayam. Whole tire reclaim rubber based on bus and truck tires was provided by Tinna Rubber and Infra structure limited, New Delhi with a RHC of 49 percent (Table 1). Laboratory grade zinc oxide was obtained from Emerk Ltd., Mumbai. The coarse white powder has a specific gravity of 5.47. Antioxidants, anti-degradants, accelerators, and pre-vulcanisation inhibitor (PVI) were provided by NOCIL Ltd, Mumbai. Staining type Antioxidant Pilnox TDQ was in the form of light brown pastille with a specific gravity of 1.1. Antidegradant Pilflex 13 is an alkyl-aryl-PPD with a specific gravity of 0.986-1.00 at 60 oC. Delayed action sulphenamide accelerator Pilcure MOR was used as accelerator in this study. The off white to light tan crystalline powdered PVI has a specific gravity of 1.33 at 25 oC. PG chemicals, Kerala supplied paraffin wax with a melting point of 58-60 oC and density of 0.82. N-grade wood rosin and stearic acid (Melting point: 70 oC) was supplied by Sameera chemical Pvt. Ltd., Kottayam. Orient black 330 was supplied by Phillips Carbon Black Limited, India. High aromatic heavy bodied rubber process oil (Aromatic oil) was supplied by Indian Oil Corporation.
Preparation of NR/BR/RR Vulcanisate. All the rubber compounds were prepared in two stages- initially a master-batch consisting of natural rubber, butadiene rubber, reclaim rubber and other additives except the curatives were mixed in an intermix (Francis Shaw, KO intermix MK3) of capacity of 1 L for 6 minutes. The temperature was maintained at 50 oC with a rotor speed of 50 rpm. The final mixes were carried out according to the formulations given in Table 2 in a laboratory model two-roll mixing mill (150 × 325 mm) having a friction ratio of 1:1.25 according to ASTM 3182-07. The temperature of the roll was maintained at 60 oC by circulating cold water through the rolls. The samples were then cured at a temperature of 150 oC.
Methods of Characterization. Processing characteristics: The cure time was measured using a Monsanto Rheometer (Rheometer MDR 2000) at a temperature of 150 oC and scorch time (t5) was determined using a Mooney viscometer (MV 2000) of Alpha Technologies, USA at a temperature of 138 oC. The cure rate index which is a measure of cure reaction rate is calculated according to the eq. (1):

Where, t90 is the optimum vulcanisation time and ts2 corresponds to incipient scorch time measured using Monsanto rheometer.
Thermal Analysis:The thermogravimetric analysis (TGA) of NR/BR/RR blends were carried using a thermogravimetric analyzer in nitrogen atmosphere (flow rate 40 mL/min) within temperature range of 30-800 oC. The heating rate was 20 oC/min up to 600 oC and then changed to 30 oC/min till 800 oC. The activation energy for decomposition was calculated using Coat Redfern eq.13:

where α is the fractional mass loss at time t, T is the absolute temperature, A is the pre-exponential factor, R is the universal gas constant, β is the heating rate, and E is the activation energy. A graph is plotted between log[-log (1-α)/T 2] and 1/T which gave a straight line with slope –E/2.303R and y-intercept log [AR/βE (1-2RT/E)].
Mechanical Properties:The mechanical properties of the vulcanized samples were tested according to ASTM standards. Tensile (ASTM D 412) and tear properties (ASTM D 624) were measured with a universal testing machine (Zwick/Roell model Z 005-Germany) at a cross head speed of 500 mm/min. The abrasion resistance (ASTM D 5963-04) was measured using a rotary drum abrader and is expressed as volume loss in cubic millimeters or abrasion resistance as index. Heat-build up (ASTM D 623-07) was measured using a Goodrich flexometer at a temperature of 50 oC. Hardness was measured at five different positions of the samples using a Shore A Hardness Tester (ASTM D 2240). Crosslink density measurements were calculated using Flory and Rehner eq. as follows.
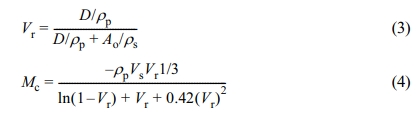

Where, D and ρp are the weight and density of dry rubber (for vulcanised rubber, ρp = 0.9203 g/cm3), Ao and ρs are the weight and density of solvent (for toluene, ρs = 0.865 g/cm3, υ = crosslink density), Mc is the molecular weight between the cross-links, Vs is the molar volume of the solvent.
Scanning Electron Microscope:The phase morphology of the cured NR/BR/RR system was analysed using SEM analysis (JEOL, JSM 6490LA) at a tilt angle of 0o after the coating the specimen surface with gold. The tensile fractured surface of 50/50 NR/BR system with varying reclaim rubber content (0, 10, 20, 30 phr) was selected to explain the homogeneity and its effect on the mechanical properties of the mixes.
Carbon Black Dispersion: The macro-level dispersion of cured sample surface was analyzed using a dispergrader according to ISO 11345. The test piece of approximate cross-section (8 mm thickness and 10 mm width) was freshly cut from the sample using a single edge razor blade cutter.
|
Table 2 Blend Formulations |

Other additives (phr): ZnO-4, Stearic acid-2, N330-50, Aromatic oil-8, 2,2,4-trimethyl-1,2-dihydroquinoline-1, N-(1,3-dimethylbutyl)-N’-phenyl-pphenylenediamine-1, Paraffin wax-1, Wood rosin-2, Sulphur-2.25, MOR-1, N-(cyclohexylthio) phtahlimid |
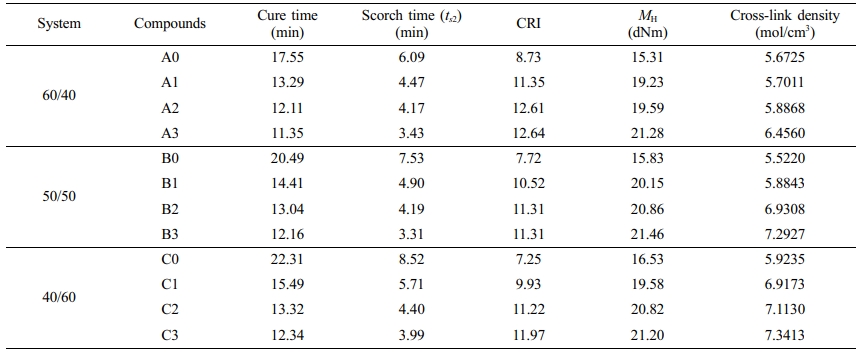
Table 3 shows the cure behavior of NR/BR vulcanizates with different proportions of RR at a cure temperature of 150 oC. It can be seen that in all the blend series, the optimum cure time decreases with the increase in the reclaim content. The optimum cure time is high for the blend without any RR. In all other mixes there is proportionate reduction in cure time with RR. This may be due to the residual curatives present in the reclaim rubber. This will provide additional sites for crosslinking reaction as evident from the crosslink density measurements. The increase in the maximum torque (MH) is related to the increase in compound viscosity due to the cross-linked material in the reclaim rubber. The increase of MH is also related to the increase in the degree of crosslinking promoted by the residual curatives in the RR. Increase of reclaim rubber results in the decrease of scorch time (Table 4).14,15
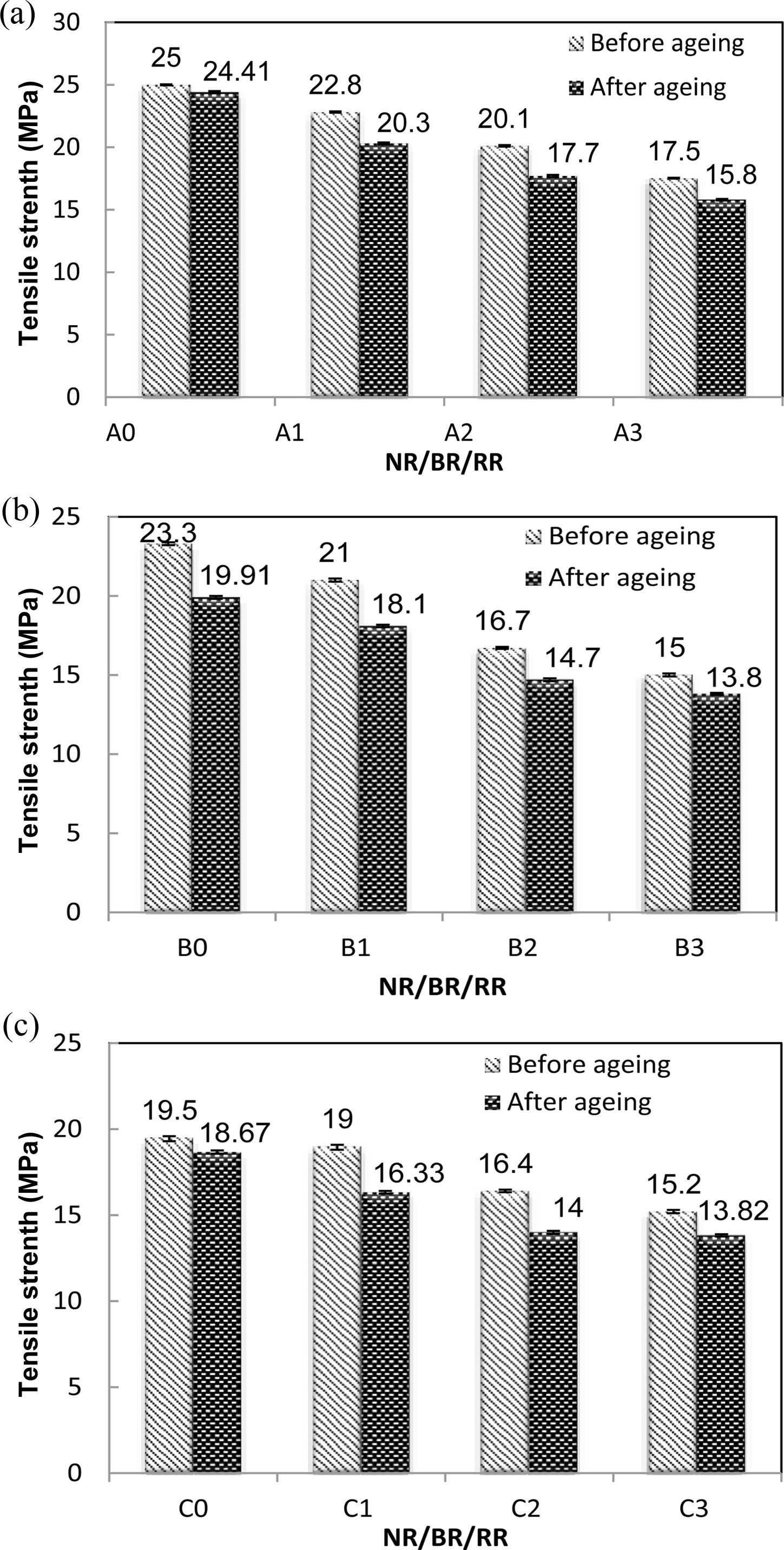
Tensile Strength (TS). It is to be noted that in all series (Figure 1(a), 1(b), and 1(c)) NR/BR blends without RR registered the maximum TS, the same on ageing gave tensile value slightly inferior to the before ageing values. However, in all cases addition of RR reduced the TS values drastically and it reduced further on addition of RR. It is to be noted that 10 phr addition of RR decreased the TS slightly whereas there is significant reduction with 20 and 30 phr addition of RR. During the reclamation process rubber molecules undergo severe break down, as a result reclaim rubber has comparatively lower molecular weight than the virgin rubber. Moreover, the reclaim rubber contains crosslinked gel which acts as stress concentration points due to the inability of the gel to be dispersed as continuous matrix in the virgin rubber which may also be corroborated from SEM micrographs.16 Increasing the reclaim content results in more gel content resulting in lower TS.17 Ageing causes further break down of the RR which resulted in decreased TS.
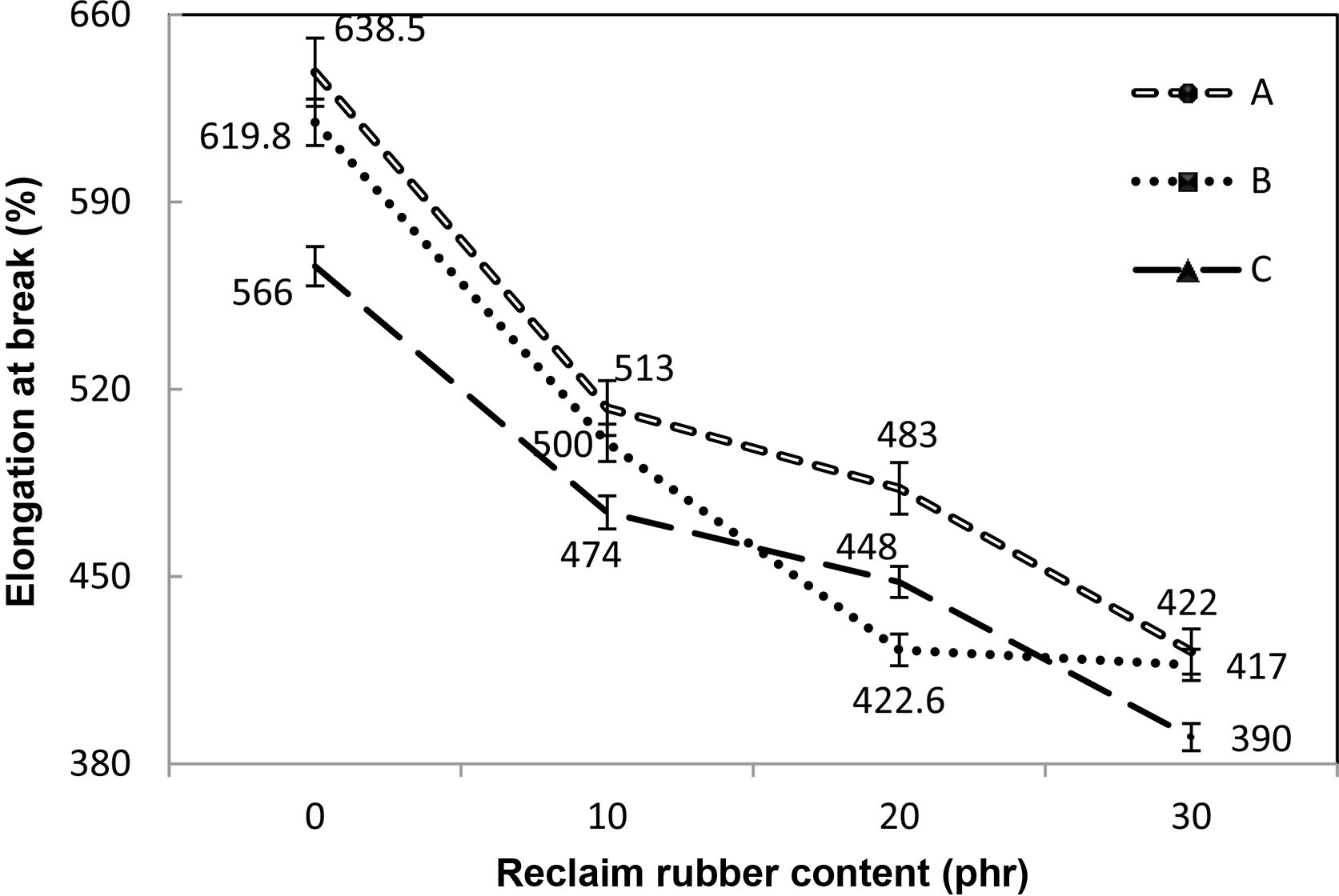
Elongation at Break. The progressive reduction in the elongation at break can be seen in NR and BR rich blends due to the incorporation of low molecular weight reclaim rubber. The low molecular weight chains of RR and the presence of more amounts of filler might have contributed towards the low EB values of the blends (Figure 2).18
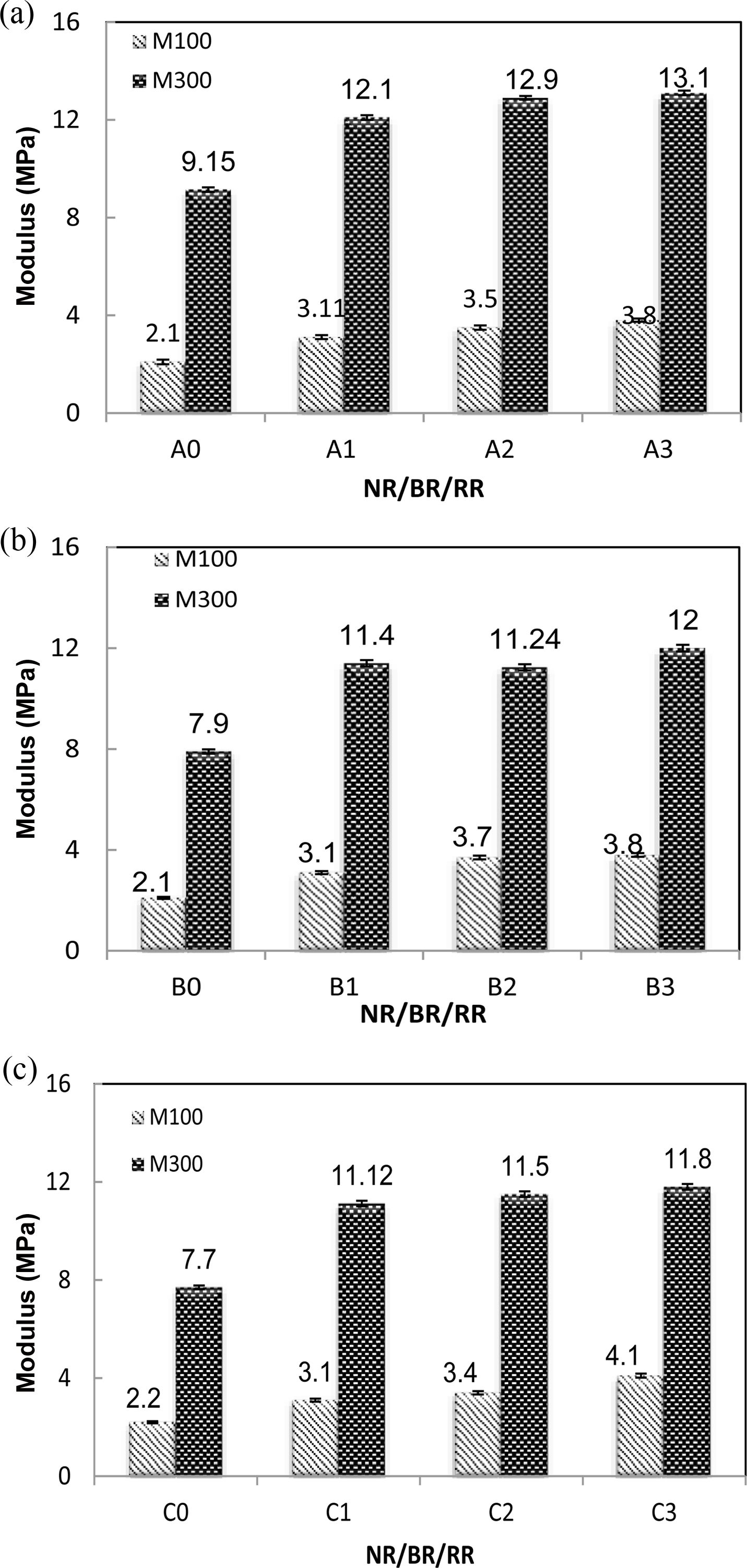
Modulus at 100% and 300% Elongation. Modulus at 100 and 300% elongation increase with reclaim content as shown in Figure 3. This may be due to the residual curatives in the RR which might have increased the crosslink density of the resulting vulcanisates or may be due to the presence of active functional sites in the reclaim rubber which may participate in the cross-linking process.18 Hence higher load is required for elongation rendering to increased modulus.19
M300/M100 is an indirect measure of the rolling resistance. Higher the value, lower the rolling resistance.20 From Table 5, it can be seen that the rolling resistance increased on addition of reclaim rubber. It is to be noted that BR rich blend showed lowest M300/M100 ratio indicating high rolling resistance.
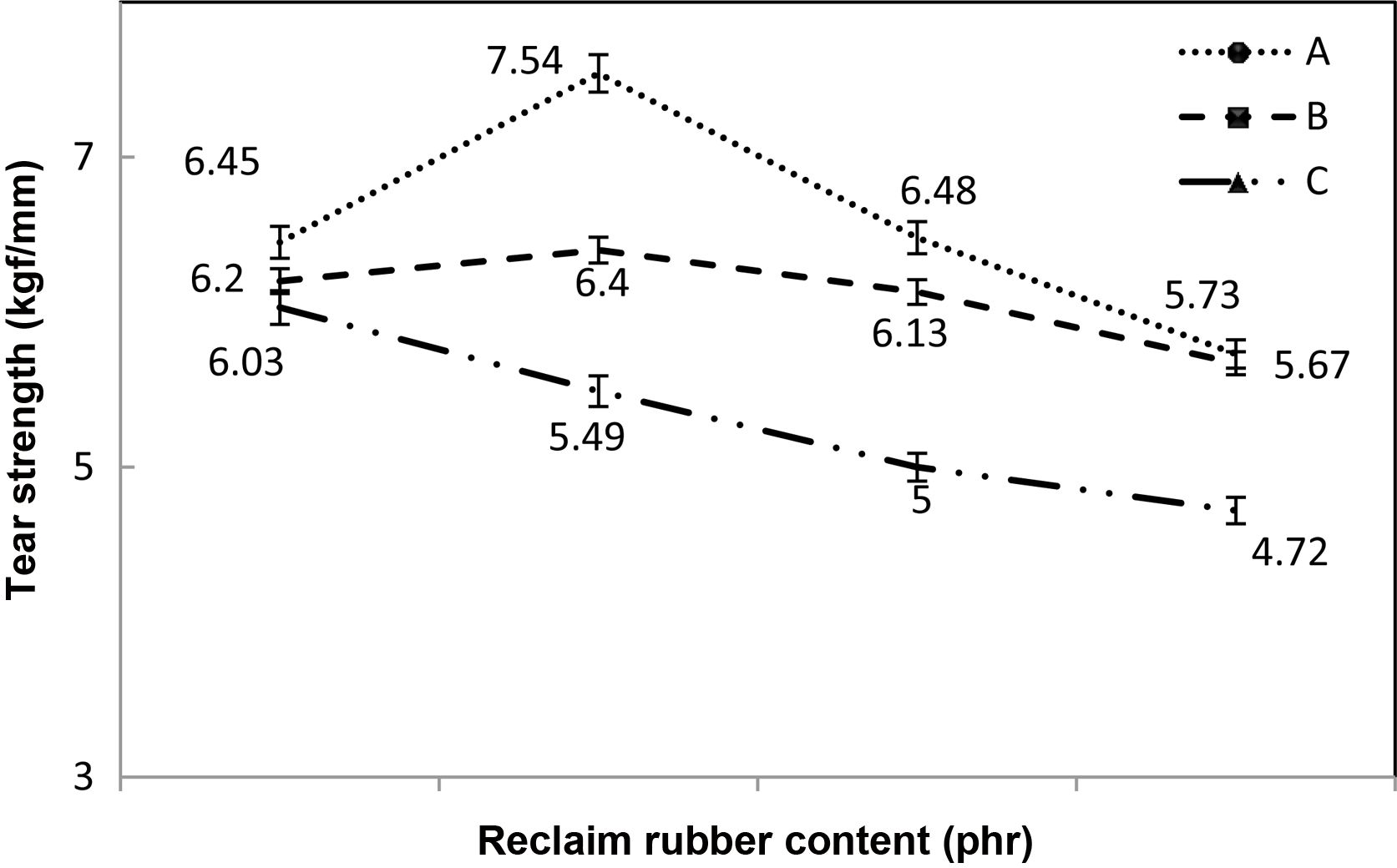
Tear Strength. For NR rich blends, up to 20% addition of RR, tear strength increases thereafter it decreases (Figure 4). In synthetic rubber rich blends, there is a continuous decrease of tear strength. Tear strength is influenced by the strain crystallization property of NR. It is disturbed on addition of RR in the blend.21
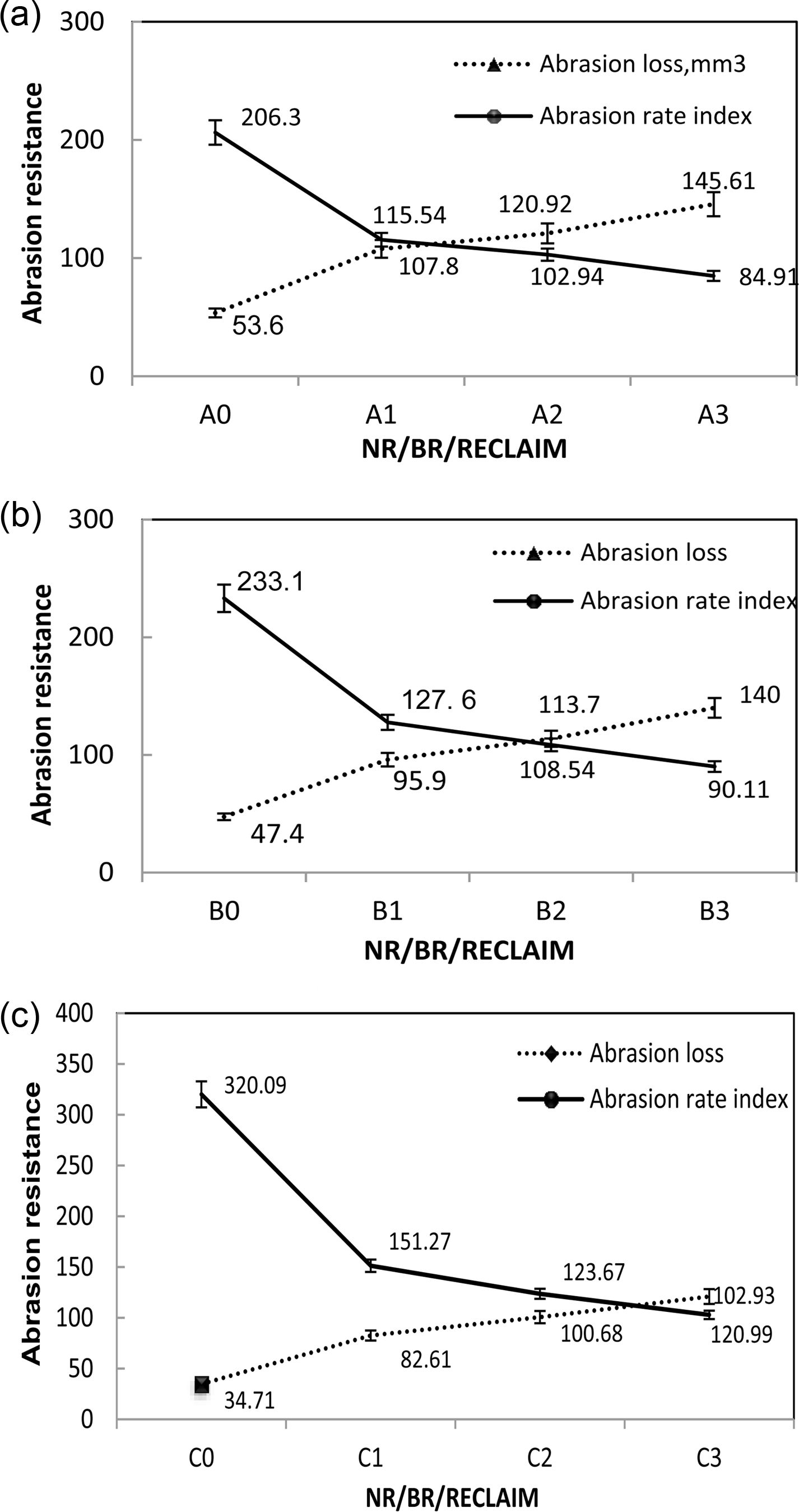
Abrasion Resistance. The abrasion resistance is expressed in terms of abrasion loss (mm3) and abrasion resistance index. From Figure 5, it can be seen that in all the blend series, the abrasion resistance is decreased with the increase in the reclaim loading. In NR rich blends with small addition (10 phr) of RR abrasion index is drastically decreased. BR rich blends can tolerate more RR loading and is abrasion resistance mainly controlled by the BR content in the blend. Since the RR is subjected to intense thermo-chemical reactions during reclamation, its molecular weight is low such weaker matrix have poor abrasion resistance.22,23
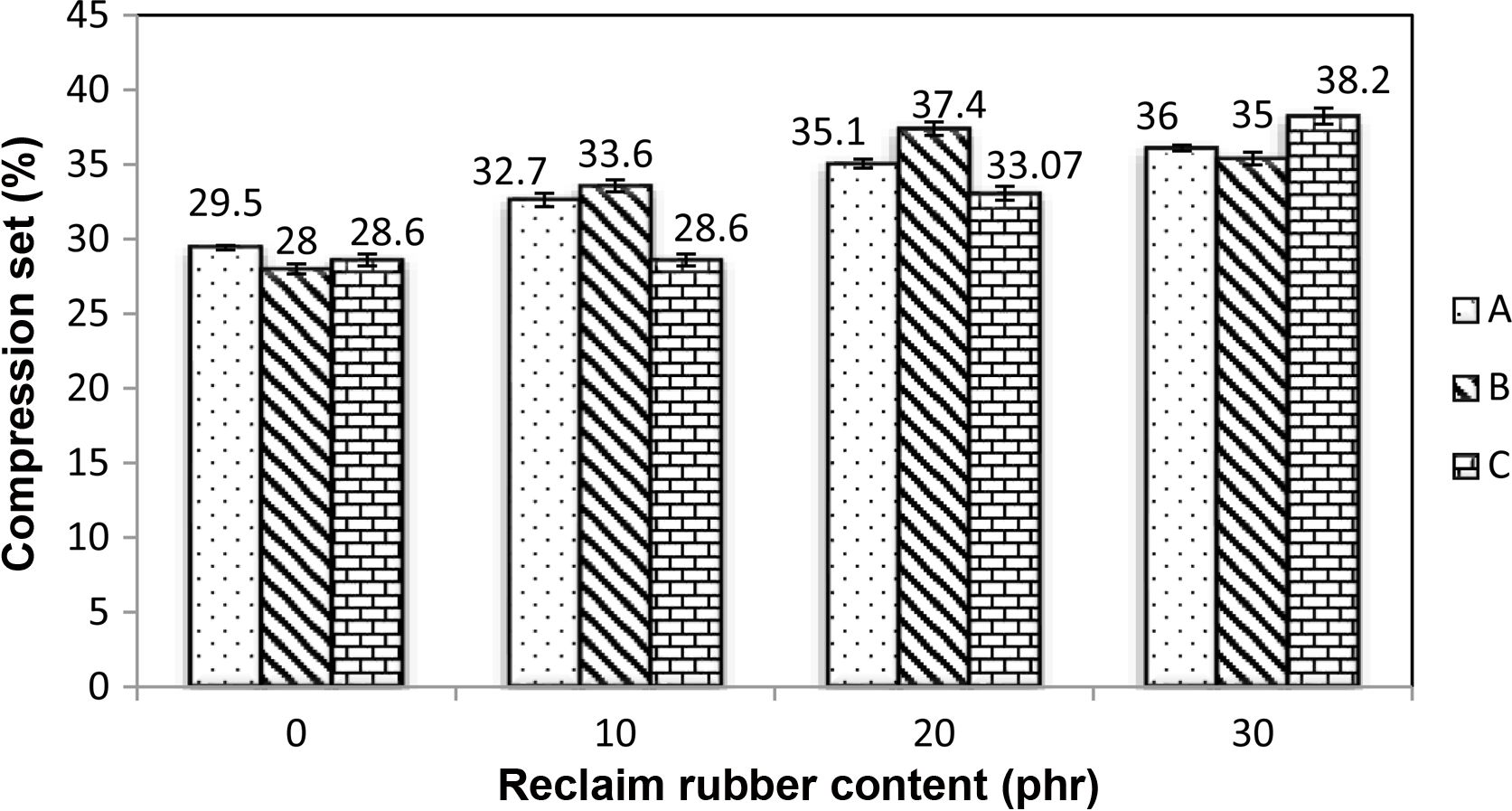
Compression Set. Compression set value mainly depends upon the elastic recovery. It is found that the set values increased with increase in the RR content (Figure 6). This may be due to the lower molecular weight of RR and also due to the residual crosslinking agent such as sulphur and other related accelerators present in RR. Low elastic matrices facilitate irreversible flow under stress and the compression set is proportional to the amount of reclaim added.24
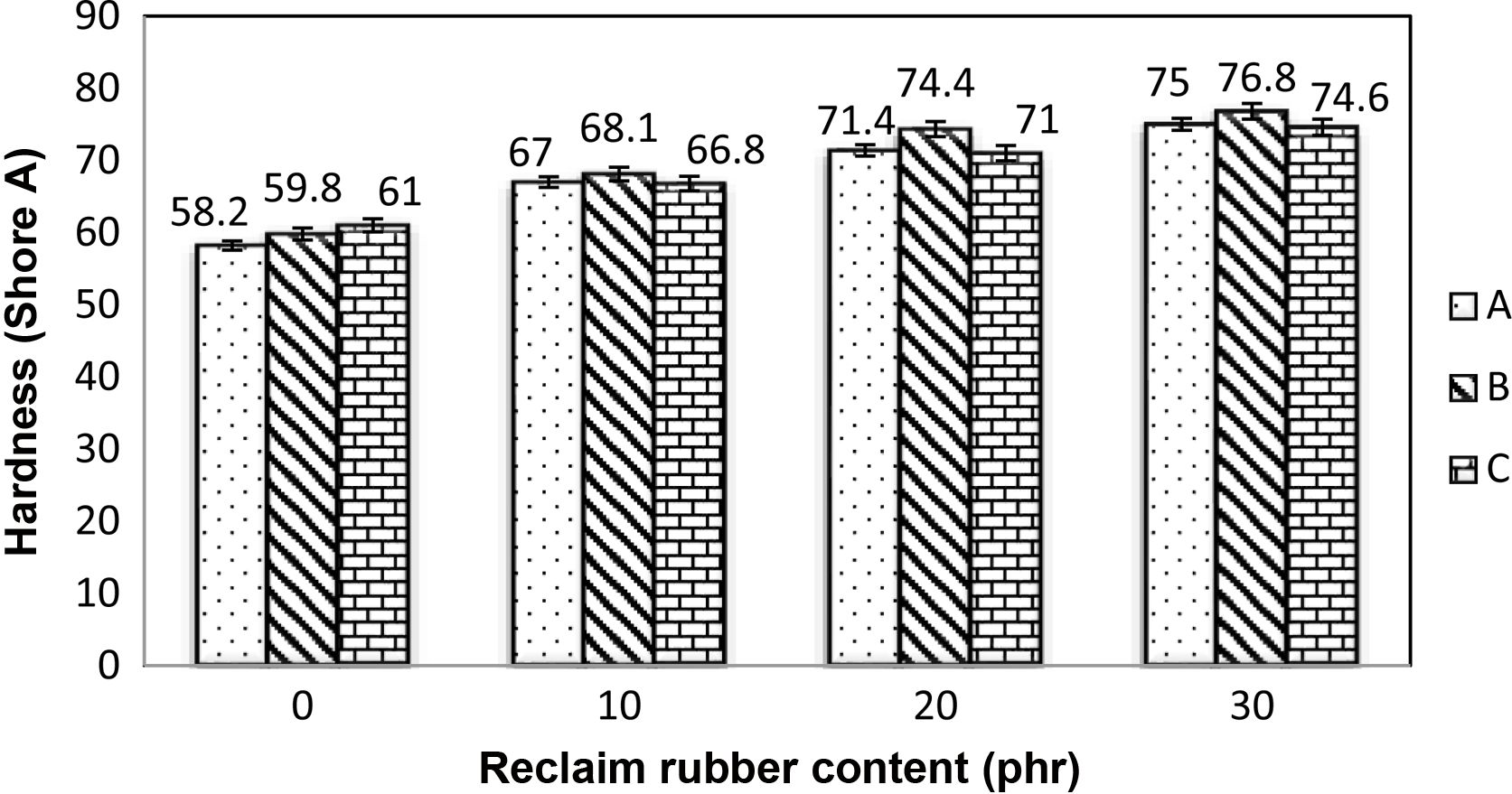
Hardness. The variation of hardness depends mainly on factors like crosslink density, filler loading and the amount of plasticizers. The reinforcing capacity of BR compared to NR with carbon black is high and hence BR rich blends registered high hardness. The hardness decreases with increasing RR content may be due to the plasticizing action of low molecular weight polymer fraction in RR and obviously there are evidences of more crosslinking in the blends due to the presence of additional curatives released from RR. Moreover, RR contains both organic (29%) and inorganic fillers (9%) which may contribute the hardness increase in the blends. Hardness can also increase due to the presence of gel in RR which reduces the elasticity of the blend (Figure 7).25
Heat Build-Up. From Table 6, it was found that the heat-build up values increased with the increase in the reclaim loading. The RR used contains about 29% of carbon black. The major drawback of using reinforcing filler is that they tend to agglomerate which in turn increase the mechanical hysteresis.26 This agglomerate structure, underlies the principle of Payne effect adversely affects the mechanical efficiency of the blends and increase the heat buildup values.
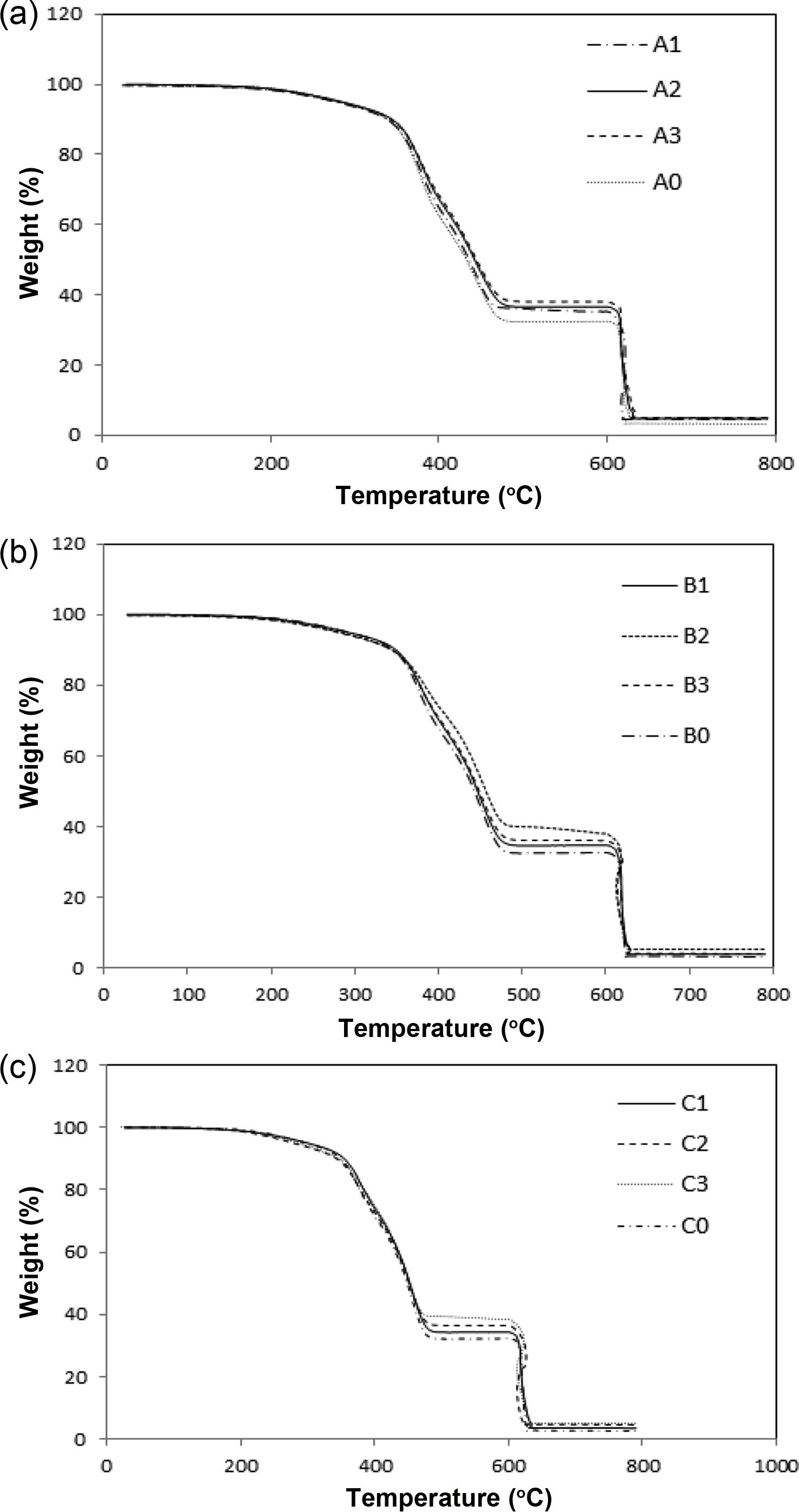
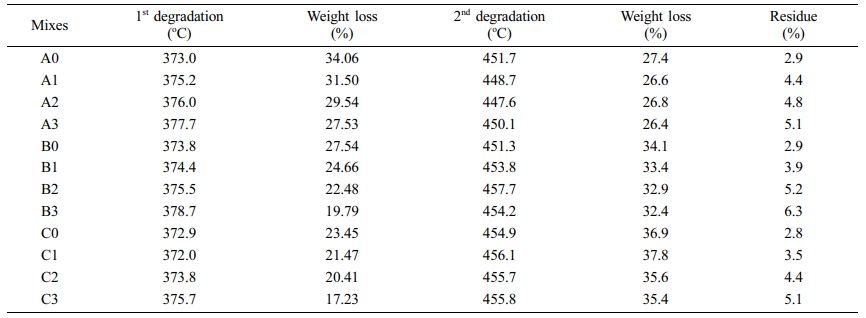
Thermogravimetric Analysis. Using thermogravimetry, initial weight loss, maximum degradation temperature, char residue of RR are analyzed and tabulated (Table 7). TGA curves (Figure 8) showed that the thermal stability of NR/BR/RR vulcanizates was increased on incorporation of RR. The increased degree of crosslink density as evident from swelling studies might be the reason for the increased the thermal stability. However, in NR rich blends (Figure 8(a)) the TGA curves are more dispersed than in 50/50 (B-series) and 40/60 (C-series) blends of NR/BR.
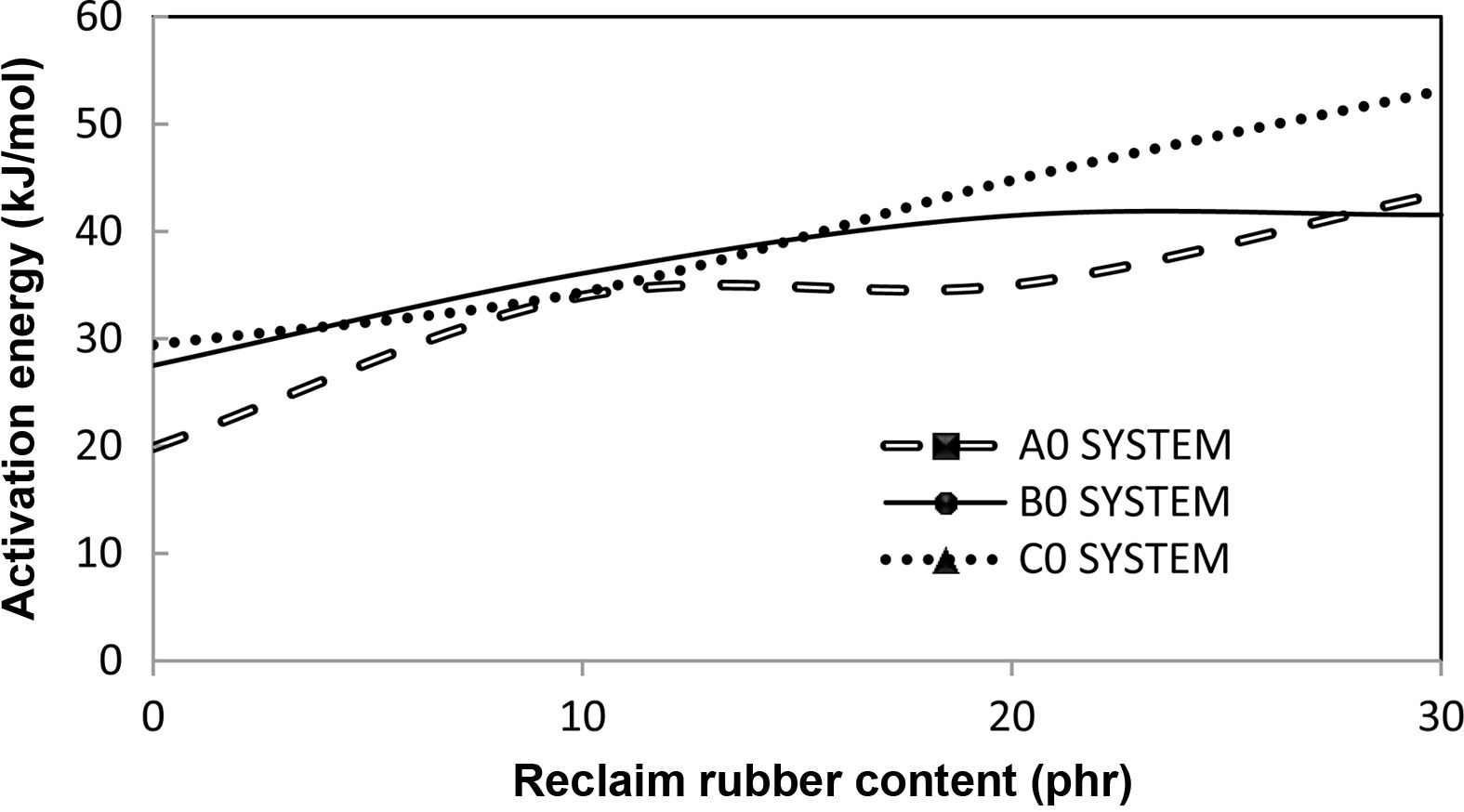
From the Table 7, it has been found that the percentage weight loss in the 1st degradation step in all the three systems have decreased with the increase in the reclaim loading. This is due to the presence of volatile matters such as stearic acid and absorbed moisture. The 2nd degradation is the decomposition of cyclized and cross-linked BR and hence the percentage weight loss is low during the period. It is also noted that there are two degradation temperatures-first degradation temperature corresponds to NR and 2nd degradation temperature reflects the BR phase. The peak temperatures reflect the thermal stability of the compounds. The temperature in both phases has shifted towards a higher temperature.27 This shows the enhanced thermal stability of the reclaimed rubber filled samples. With the increase of reclaim loading, the crosslink density increased and as a result the thermal stability increased.28 The char residue has increased with the incorporation of RR which might originate from the inorganic filler in RR. The activation energy for the decomposition of the blends was determined using Coats-Redfern plot (Figure 9). It has been noted that the activation energy required to thermally degrade the sample have been increased with the increase in the reclaim rubber. The increased amount of filler and crosslink density upon addition of RR might have increased the thermal stability of NR/BR system.
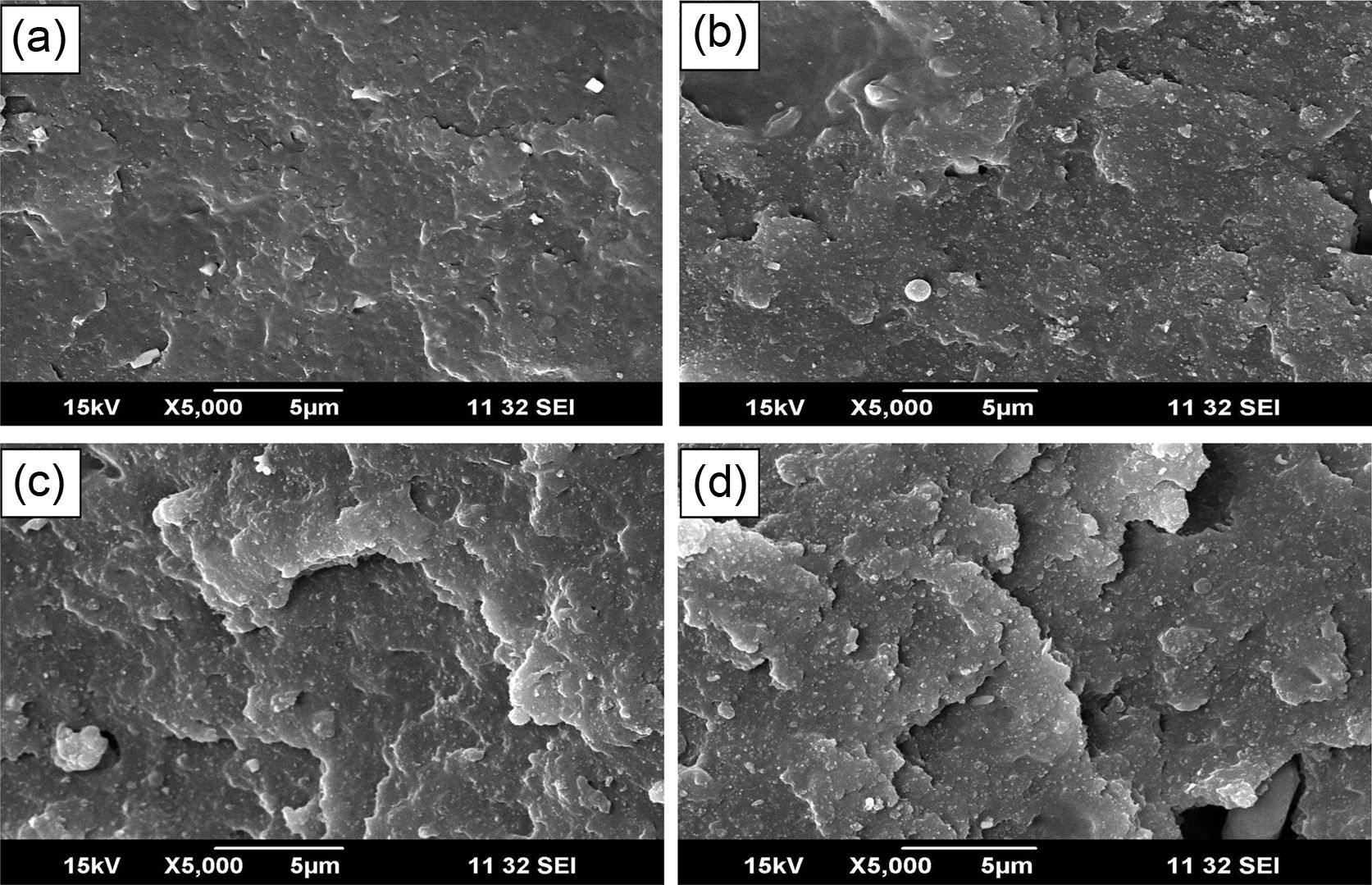
SEM Analysis. From the SEM images (Figure 10), it has been noted that the virgin NR/BR blend have a homogenous morphology whereas with the incorporation of the RR, the phase structure is disturbed. Addition of RR (low molecular weight) widen the viscosity between the components of the blends and RR prevents the entanglement and interaction between the NR/BR matrixes resulting in poor adhesion. Insufficient adhesion will result in the formation of cracks and holes which is evident from the images.29-31 The increased number of crack paths and holes makes the virgin matrix susceptible to mechanical failure. This can be corroborated from the inferior mechanical properties discussed earlier.
|
Figure 1 Plots of tensile strength of NR/BR systems with different RR loading: (a) 60/40; (b) 50/50; (c) 40/60. |
|
Figure 2 Plots of elongation at break with various blend combinations of NR/BR/RR. |
|
Figure 3 Plots of modulus of NR/BR systems with different RR loading: (a) 60/40; (b) 50/50; (c) 40/60. |
|
Figure 4 Plots of tear strength with various blend combinations of NR/BR/RR. |
|
Figure 5 Plots of abrasion resistance of NR/BR systems with different RR loading: (a) 60/40; (b) 50/50; (c) 40/6 |
|
Figure 6 Plots of compression set with various blend combinations of NR/BR/RR. |
|
Figure 7 Hardness with various blend combinations of NR/BR/RR. |
|
Figure 8 TGA graphs of various NR/BR/RR blends: (a) 60/40; (b) 50/50; (c) 40/60. |
|
Figure 9 Plots of activation energy with various blend combinations of NR/BR/RR. |
|
Figure 10 Tensile fractured surface of (a) NR/BR/RR (50/50/0); (b) NR/BR/RR (40/50/10); (c) NR/BR/RR (30/50/20); (d) NR/BR/RR (20/50/30). |



A sequence of NR/BR/RR blends was prepared and their properties were evaluated. It was found that the cure characteristics are very much dependent on the amount of reclaim rubber present in the blends. The residual curatives present in the RR cause reduction of cure time and scorch time of NR/BR blends. TS, abrasion resistance, elongation at break and tear strength were reduced with the incorporation of reclaim rubber. Modulus at 100 and 300% was increased due to increased crosslink density by the addition of RR. Compression set, hardness and heat-buildup were also increased with the increase of RR content. The TGA analysis showed that the thermal stability of NR/BR blend was increased with the incorporation of RR. The increased activation energy values also support the increased stability of the blends. SEM studies indicated that the morphology and homogeneity was disturbed due to the viscosity mismatch between NR and BR especially in the presence of RR. Apart from sacrificing the properties, systems with excellent TS, elongation at break and modulus can be selected for appropriate tread applications.
- 1. Sombatsompop, N.; Kumnuantip, C. Rheology, Cure Characteristics, Physical and Mechanical Properties of Tire Tread Reclaimed Rubber/Natural Rubber Compounds. J. Appl. Polym. Sci. 2003, 87, 1723-1731.
-

- 2. Kumnuantip, C.; Sombatsompop, N. Dynamic Mechanical Properties and Swelling Behaviour of NR/Reclaimed Rubber Blends. Mater. Lett. 2003, 57, 3167-3174.
-
- 3. Sreeja, T. D.; Kutty, S. K. N. Cure Characteristics and Mechanical Properties of Natural Rubber/Reclaimed Rubber Blends. Polym.-Plast. Technol. Eng. 2000, 39, 501-512.
-
- 4. Mathew, G.; Singh, R. P.; Groeninckx, G.; Thomas, S. Study of the Utilization of Reclaimed Natural Rubber Prophylactic in Blend with Epoxidized Natural Rubber and Silica. Prog. Rubber, Plast. Recycl. Technol. 2003, 19, 205-230.
-
- 5. Sombatsompop, N. Rheology, Cure Characteristics, Physical and Mechanical Properties of Tire Tread Reclaimed Rubber/Natural Rubber Compounds. J. Appl. Polym. Sci. 2003, 87, 1723-1731.
-
- 6. Habib, I. S.; George, R. S. Rheological and Extrudate Behaviour of Polypropylene/Latex Reclaim Blends. J. Elastomers Plast. 1997, 29, 83-91.
-
- 7. Nelson, P. A.; Kutty, S. K. N. Cure Characteristics and Mechanical Properties of Butadiene Rubber/Whole Tyre Reclaimed Rubber Blends. Prog. Rubber Plast. Recycl. Technol. 2002, 18, 85-97.
-
- 8. Sreeja, T. D.; Kutty, S. K. N. Effect of Urethane Based Bonding Agent on the Cure Characteristics and Mechanical Properties of Natural Rubber/Whole Tyre Reclaim-Short Nylon Fiber Composite. Polym. Plast. Technol. Eng. 2002, 4, 77-89.
-
- 9. Nelson, P. A.; Kutty, S. K. N. Cure Characteristics and Mechanical Properties of Maleic Anhydride Grafted Reclaimed Rubber/Styrene Butadiene Rubber Blends. Polym. Plast. Technol. Eng. 2004, 43, 245-260.
-
- 10. Swor, R. A.; Jenson, L. W.; Budzol, B. W. Ultrafine Recycled Rubber. Rubber Chem. Technol. 1980, 53, 1215-1225.
-
- 11. Zedler, L.; Zedler, D. K.; Colom, X.; Canavate, J.; Saeb, M. R.; Formela, K. Reactive Sintering of Ground Tire Rubber (GTR) Modified by a Trans-Polyoctenamer Rubber and Curing Additives. Polymers 2020, 12, 3018.
-
- 12. Sreeja, T. D.; Kutty, S. K. N. Cure Characteristics and Mechanical Properties of Natural Rubber/Reclaimed Rubber Blends. Polym. Plast. Technol. Eng. 2000, 39, 501-512.
-
- 13. Coats, W.; Redfern, J. P. Kinetic Parameters from Thermogravimetric Data. Nature 1964, 201, 68-69.
-
- 14. Tseng, C. R.; Wu, S. C. Crystallization Behavior of Syndiotactic Polystyrene Nanocomposites for Melt‐ and Cold‐Crystallizations. J. Appl. Polym. Sci. 2002, 86, 2491-2501.
-
- 15. De, D.; Maiti, S.; Adhikari, B. Reclaiming of Rubber by a Renewable Resource Material (RRM). III. Evaluation of Properties of NR Reclaim. J. Appl. Polym. Sci. 2000, 75, 1493-1502.
-
- 16. Sombatsompop, N.; Kumnuantip, C. Rheology, Cure Characteristics, Physical and Mechanical Properties of Tire Tread Reclaimed Rubber/Natural Rubber Compounds. J. Appl. Polym. Sci. 2003, 87, 1723-1731.
-
- 17. Ramarad, S.; Khalid, M.; Ratnam, C. T.; Luqman Chuah, A.; Rashmi, W. Waste Tire Rubber in Polymer Blends: A Review on the Evolution, Properties and Future. Prog. Mater. Sci. 2015, 72, 100-140.
-
- 18. Burgoyne, M.; Leaker, G.; Krekic, Z. The Effect of Reusing Ground Flash and Scrap Rubber in Parent Compound. Rubber Chem. Technol. 1976, 49, 375-378.
-
- 19. Sreeja, T. D.; Kutty, S. K. N. Cure Characteristics and Mechanical Properties of Natural Rubber/Reclaimed Rubber Blends. Polym. Plast. Technol. Eng. 2000, 39, 501-512.
-
- 20. Phadke, A. A.; Bhowmick, A. K.; De, S. K. Effect of Cryoground Rubber on Properties of NR. J. Appl. Polym. Sci. 1986, 32, 4063-4074.
-
- 21. Rattanasom, N.; Poonsuk, A.; Makmoon, T. Effect of Curing System on the Mechanical Properties and Heat Aging Resistance of Natural Rubber/Tire Tread Reclaimed Rubber Blends. Polym. Test. 2005, 24, 728-732.
-
- 22. Ghosh, J.; Hait, S.; Ghorai, S.; Mondal, D.; Wiesner, S.; Das, A.; De, D. Cradle-to-Cradle Approach to Waste Tyres and Development of Silica Based Green Tyre Composites. Resour. Conserv. Recycl. 2020, 154, 104629.
-
- 23. Ricky, S.; Rashmi, W.; Mohammad, K.; Nabisab, M. M.; Mika, S. Current Progress in Waste Tire Rubber Devulcanization. Chemosphere 2021, 265, 129033.
-
- 24. Nambiathodi, V.; Varghese, S. Natural Rubber/Butadiene Rubber Blend System for Tread Application. Rubber Sci. 2019, 32, 208-218.
- 25. Phadke, A. A.; Bhattacharya, A. K.; Chakraborthy, S. K.; De, S. K. Studies of Vulcanization of Reclaimed Rubber. Rubber Chem. Technol. 1983, 57, 726-736.
-
- 26. Myhre, M.; Sitisaiyidah, S.; Wilma, D.; Jacques, N. Rubber Recycling: Chemistry, Processing, and Applications. Rubber Chem. Technol. 2012, 85, 408-449.
-
- 27. Parks, C. R.; Brown, R. J. Crosslink Density of Elastomers. A New Gas-Chromatographic Method. Rubber Chem. Technol. 1976, 49, 233-236.
-
- 28. Yen Wan Ngeow, Y. W.; Chapman, A. V.; Heng, J. Y. Y.; Williams, D. R.; Mathys, S.; Hull, C. D. Characterization of Silica Modified with Silanes by Using Thermogravimetric Analysis Combined with Infrared Detection. Rubber Chem. Technol. 2019, 92, 237-262.
-
- 29. Sabzekar, M.; Chenar, M. P.; Zohuri, G. H.; Mortazavi, M. Investigation of Mechanical, Thermal, and Morphological Properties of EPDM Compounds Containing Reclaimed Rubber. Rubber Chem. Technol. 2017, 90, 765-776.
-
- 30. De, D.; Panda, P. K.; Roy, M.; Bhunia, S. Reinforcing Effect of Reclaim Rubber on Natural Rubber/Polybutadiene Rubber Blends. Mater. Des. 2013, 46, 142-150.
-
- 31. Joseph, R.; George, K. E.; Francis, D. J. Scanning Electron Microscopy Examination of the Fracture Surface of NR/SBR and NR/BR Blends. Int. J. Polym. Mater. Polym. Biomater. 1987, 12, 111-123.
- Polymer(Korea) 폴리머
- Frequency : Bimonthly(odd)
ISSN 0379-153X(Print)
ISSN 2234-8077(Online)
Abbr. Polym. Korea - 2023 Impact Factor : 0.4
- Indexed in SCIE
 This Article
This Article
-
2021; 45(5): 688-696
Published online Sep 25, 2021
- 10.7317/pk.2021.45.5.688
- Received on Mar 10, 2021
- Revised on Apr 1, 2021
- Accepted on May 20, 2021
Services
- Full Text PDF
- Abstract
- ToC
- Acknowledgements
Introduction
Experimental
Results and Discussion
Conclusion
- References
Shared
Correspondence to
- Vaishak Nambiathodi
-
Technical Consultancy Division, Rubber Research Institute of India, Kottayam, Kerala-686009, India
- E-mail: siby@rubberboard.org.in
- ORCID:
0000-0002-5803-0195
Hyecheon Building(Room 601), #354, Gangnam-Daero, Gangnam-Gu, Seoul 06242, Korea
TEL : 82-2-568-3860, 561-5203, 569-3860 FAX : 82-2553-6938 E-mail: polymer@polymer.or.kr