






- Biopolyurethane Foam Polymerized with Inherent Microcrystalline Cellulose (MCC)-deficient Polyol Obtained from Liquefaction of a Lignocellulosic Biomass and Isocyanate, and Its Characterization
Kwang-Hee Lim†

Department of Chemical Engineering, Daegu University, Gyeongbuk 38453, Korea
- 고유 Microcrystalline Cellulose를 제거한 리그노셀루로식 바이오매스 액화 폴리올을 성분으로 한 바이오 폴리우레탄 폼의 특성
임광희†
대구대학교 공과대학 화학공학과
Reproduction, stored in a retrieval system, or transmitted in any form of any part of this publication is permitted only by written permission from the Polymer Society of Korea.
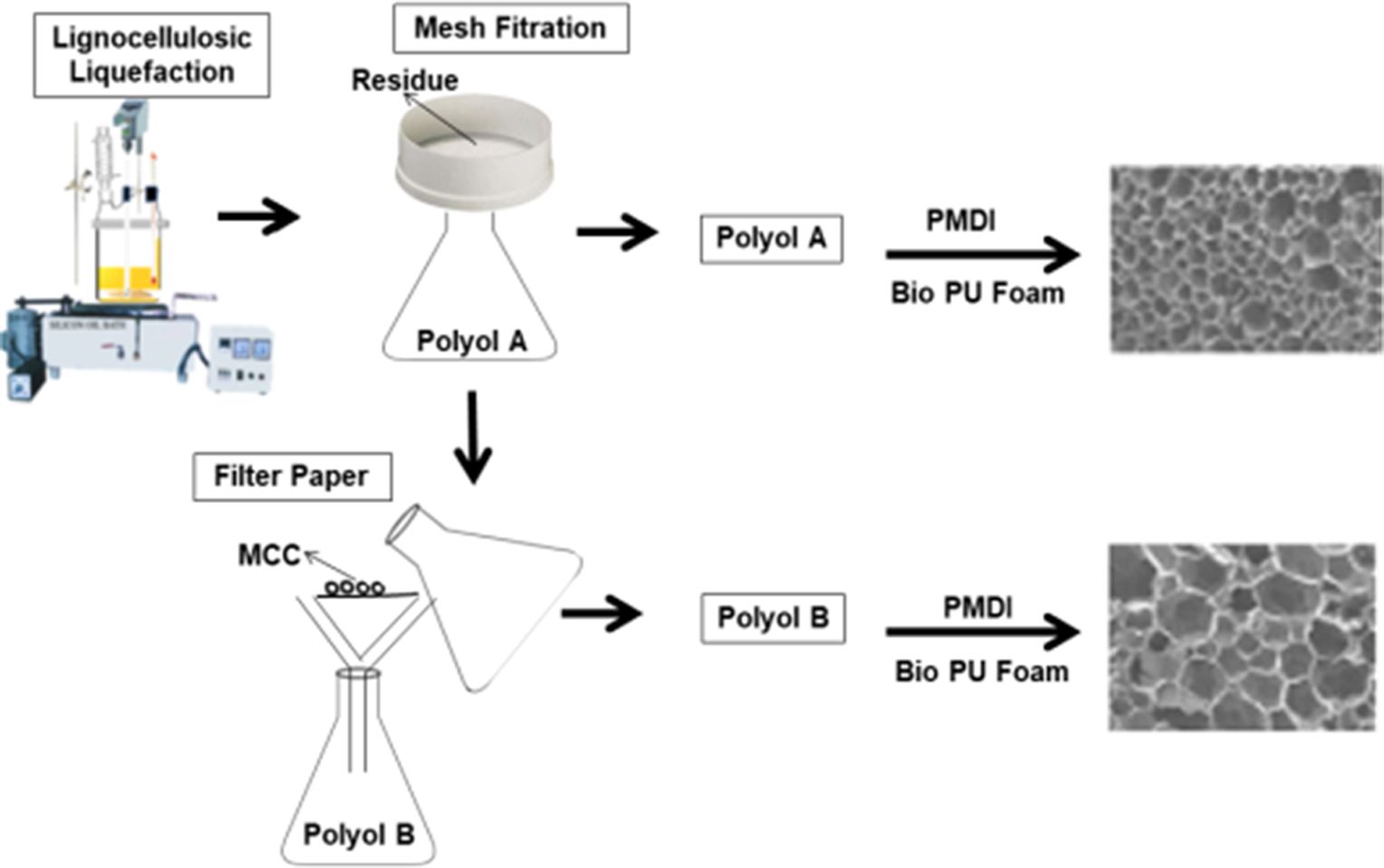
Bio-polyurethane (PU) foams were prepared, using inherent residue-deficient lignocellulosic polyol liquefied from biomass (sawdust, larix kaempferi) (liquefied polyol A) or both inherent microcrystalline cellulose (MCC) and inherent residue-deficient lignocellulosic polyol liquefied from the same (liquefied polyol B), according to the optimal condition and the process condition showing the maximized average size of bio-PU foam cells, suggested in the previous study of Lee et al. (Polym. Korea 2019, 43, 899-913). The characteristics of the bio-PU foams, upon which the effect of inherent MCC in liquefied polyol was investigated, were compared with those in their previous study. Compression strengths of bio-PU foams, prepared using liquefied polyol B were less by ca. 20% than those using liquefied polyol A, which was attributed to the role of MCC as fillers causing the improvement of mechanical strength as well as its function to take part in a nucleation process of each cell. The cells of bio-PU foams prepared using liquefied polyol B were observed by SEM to be expanded and apparently bigger than those using liquefied polyol A
바이오매스(톱밥, larix kaempferi)를 액화한 리그노셀루로식(lignocellulosic) 폴리올에서 고유 residue를 제거한 액화 폴리올(액화폴리올 A) 또는 고유 residue뿐만 아니라 고유 microcrystalline cellulose(MCC)도 제거한 액화 폴리올(액화폴리올 B)을 사용한 바이오 폴리우레탄(PU) 폼 제조실험을, Lee 등(Polym. Korea 2019, 43, 899-913)의 액화 폴리올을 이용한 바이오 PU 폼 연구에서 제시된 최적 조건과 셀의 크기가 극대화된 공정조건을 실험조건으로 하여서 각각 수행하고, 제조된 바이오 PU 폼의 물성을 비교하여 액화 폴리올 내 고유 MCC의 바이오 PU 폼의 물성에 대한 영향을 분석하였다. 압축강도의 경우에는 액화 폴리올 A를 사용할 때보다 액화 폴리올 B를 사용할 때에 약 20% 정도 감소하였다. 그 이유는 액화 폴리올에서 고유 MCC의, 기계적 강도 향상을 유발하는 충전재 역할과 셀의 핵 형성(nucleation) 과정에 관여하는 기능에 기인하였다. 바이오 PU 폼의 셀 크기는 액화 폴리올 A를 사용한 경우보다 셀의 핵 형성 과정에 관여하는 고유 MCC를 제거한 액화 폴리올 B를 사용한 경우에 현저하게 증가함이 관찰되었다.
The characteristics of the bio-PU foams, upon which the effect of inherent MCC in liquefied polyol was investigated, were compared with those in the previous study of Lee et al. (Polym. Korea 2019, 43, 899-913). The cells of bio-PU foams prepared using liquefied polyol B were observed by SEM to be expanded and apparently bigger than those using liquefied polyol A.
Keywords: lignocellulosic polyol, bio-polyurethane foam, inherent residue, inherent microcrystalline cellulose
이 논문은 2018년도 대구대학교 학술연구비지원(혹은 일부지원)에 의한 논문임.
환경 친화적인 제품에 대한 요구 때문에,1 탄소중립인 바이오매스의 효과적인 활용이 미래의 석유자원 고갈에 따른 화석자원의 대안으로서 주목을 받고 있다. 이에 따라 생분해성인 바이오 폴리우레탄(PU) 제조에 탄소중립인 바이오매스의 액화로부터 유래한 바이오폴리올을 이용한 연구가 활발히 이루어지고 있다.1-10 기존 microcrystalline cellulose(MCC) 제조공정에서는 리그닌과 헤미셀룰로오스의 산업폐기물이 생성되어서 원료인 리그노셀루로식 바이오매스의 가용성이 저하되고 환경문제를 발생시킨다.9 Lee 등은9 이러한 문제점을 개선하기 위하여, 에틸렌글리콜(ethylene glycol)을 이용한 복합용매를 사용하여 바이오매스를 액화시키고, MCC 및 리그노셀루로식(lignocellulosic) 폴리올의 동시제조를 수행하였다. Lee 등에9 의하여 도출된 최적화 액화조건에 따라서 제조된 리그노셀루로식 폴리올을 이용하여, Lee 등은10 바이오 PU 폼의 제조를 위한 central composite design(CCD)에 의한 실험계획의 여러 공정조건에서 바이오 PU 폼을 제조하고 물성평가를 수행하였다. CCD에 의한 실험계획의 독립변수인 1) 액화폴리올과 석유계 폴리올인 폴리에틸렌글리콜(PEG)을 혼합한 폴리올 프리믹스와 polymeric diphenylmethane diisocyanate (PMDI)의 교반시간, 2) 액화 폴리올 대 PEG(Polyol:PEG) 비 및 3) 증류수의 양에 대한 바이오 PU 폼 제조의 적정공정 조건으로서 각각 15초, 1:2 및 0.2 g (Run 1) 및 25초, 3:2 및 0.4 g(Run 9)을 제시하였다. 또한 셀의 크기가 극대화된 PU 폼 제조의 공정조건으로써 각각 20초, 0.33:2 및 0.3 g(Run 13)을 제시하였다.
본 연구에서는 액화 리그노셀루로식 폴리올에서 고유 residue 또는 고유 MCC를 제거한 액화 폴리올을 이용한 바이오 PU 폼 제조실험을, Lee 등의10 바이오 PU 폼 연구에서 도출된 최적 조건의 Run 1 및 9과, 셀의 크기가 극대화된 Run 13의 실험조건으로 각각 수행하였다. 각 실험조건에 따라서 제조된 바이오 PU 폼들의 물성을 분석하고 비교하였다. 그에 따라서 액화 폴리올 내 고유 MCC의, 바이오 PU 폼의 물성에 대한 역할 및 영향을 분석하였다.
시약과 재료.액화 리그노셀루로식(lignocellosic) 폴리올은, Lee 등에9 의하여 도출된 최적화 액화조건에 따른 바이오매스(톱밥, Larix kaempferi) 액화에 의해 제조된 바이오 폴리올을 사용하였다. 또한 석유계 폴리올은 PEG 400(OCI Co., Ltd., MW 400)을 사용하였다. 바이오 PU 폼 제조를 위한 이소시아네이트, 반응촉매 및 발포제로서 각각 폴리디페닐메탄 디이소시아네이트(polymeric diphenylmethane diisocyanate, PMDI) (금호미쓰이화학, NCO content 31%), 디부틸주석 디라우레이트(dibutyltin dilaurate) (TCI, Mw 631.57)와 증류수(distilled water, D.W.)를 투입하였다. 한편, 바이오 PU 폼의 제조를 위한 계면활성제로서 실리콘 계면활성제인 다우코닝(Dow Corning) 193(오성폴리텍)을 사용하였다.
바이오 PU 폼 제조실험의 실험조건.액화 리그노셀루로식 폴리올에서 고유 residue를 제거한 액화 폴리올(액화 폴리올 A) 또는 고유 residue뿐만 아니라 고유 MCC도 제거한 액화 폴리올(액화 폴리올 B)을 사용한 바이오 PU 폼 제조실험을 Table 1과 같은 실험조건으로 수행하였다. Lee 등의10 바이오 PU 폼 연구에서 도출된 최적 조건의 Run 1 및 9과, 셀의 크기가 극대화된 Run 13을 Table 1과 같은 본 연구의 실험조건으로 하였다.
액화 폴리올 A의 제조. Lee 등의9 바이오매스 액화연구에서 도출된 조건으로 액화한 액화 리그노셀루로식 폴리올에서, 액화폴리올 A를 다음과 같이 제조하였다. 액화 리그노셀루로식 폴리올 5 g을 50 mL의 아세톤에 넣고, 12시간 동안 300 rpm으로 교반하였다. 교반된 시료를 180 μm의 mesh 스크린(No. 80 ASTM E11, Daihan Sientific Co., Ltd.)에 붓고 걸러주어 mesh 스크린 위에 걸러진 것을 residue(ϕ>180 μm)로, mesh 스크린을 통과한 것을 residue가 제거된 액화 폴리올 A로 하였다. 액화 폴리올 A를 건조오븐에 넣어 60 oC에서 24시간 이상 충분히 건조한 후 사용하였다.
액화 폴리올 B의 제조. Lee 등의9 바이오매스 액화연구에서 도출된 최적 조건으로 액화한 액화 리그노셀루로식 폴리올에서 액화 폴리올 B를 다음과 같이 제조하였다. 액화 리그노셀루로식 폴리올 5 g을 50 mL의 아세톤에 넣고, 12시간 동안 300 rpm으로 교반하였다. 교반된 시료를 180 μm의 mesh 스크린(No. 80 ASTM E11, Daihan Sientific Co., Ltd.)과 75 μm의 mesh 스크린(No. 200 ASTM E11, Daihan Sientific Co., Ltd.)에 순서대로 통과시켰다. 그 후에 25 μm의 필터 종이(#4, Whatman)를 사용하여 걸러서 입도 25 μm 이상의 입자가 제거되어 MCC(25 μm<ϕ<75 μm)가 제거된9 액화 폴리올 B를 얻었다. 액화 폴리올 B를 건조오븐에 넣어 60 oC에서 24시간 이상 충분히 건조한 후 사용하였다.
바이오 PU 폼의 제조.Table 1의 실험 조건과 같이 0.41-3.75 g의 액화 폴리올 A 또는 B, 2.5 g의 PEG, 0.1 g의 디부틸주석 디라우레이트, 0.2-0.4 g의 증류수 및 0.1 g의 계면활성제를 교반기로 3200 rpm에서 20초 동안 교반하여 폴리올 프리믹스를 제조하였다. 폴리올 프리믹스를 종이컵에 옮겨 담은 후에 PMDI를 혼합하고 15-25초의 교반 시간 동안 3200 rpm에서 교반하고 발포하였다. PMDI의 양은 액화폴리올 A 또는 B, PEG 400 및 증류수에 포함되어있는 OH의 당량수와 PMDI에 포함되어 있는 NCO 당량수의 index를 1.0으로 하여 정량하였다.
바이오 PU 폼의 밀도 분석. ASTM D1621(standard test method for compressive properties of rigid cellular plastics)에 따라 바이오 PU 폼 시편의 밀도를 측정하였다.
바이오 PU 폼의 압축강도 분석. 만능재료시험기(UTM) (AGS-J(10 kNJ), Shimadzu)를 이용하여 바이오 PU 폼 시편의 압축강도를 측정하였다.
바이오 PU 폼의 셀(Cell)에 대한 SEM 분석.바이오 PU 폼 시편 표면의 셀을 SEM 분석(SU8220, Hitachi)을 수행하여 CCD 실험조건에 따른 셀 발달 정도, 셀 벽의 터짐, 셀의 크기 등을 관찰하였다.
바이오 PU 폼의 FTIR 분석. 바이오 PU 폼 시편의 FTIR 분석(Frontier, TA Perkin Elmer)을 통하여 PU의 특성기인 -NH(3299 cm-1), -CH2(2941 및 2866 cm-1), free N=C=O (2275 cm-1), C=O(1708 cm-1) 등의 관능기를 분석하였다. 한편, 바이오 PU의 C=O 신축진동 피크는 상 분리된 hard segment의 경우에는 hard domain에서 수소결합을 하여 1708 cm-1에서 피크가 존재하나, hard segment가 상 분리가 되지 못해서 soft domain에 존재할 때에는 1730 cm-1에서 피크가 존재한다. 전체 hard segment 중에서 상 분리된 hard segment의 분율은 FTIR 분석에서 1708 cm-1에서의 C=O 신축진동 피크 강도를 1708과 1730 cm-1에서의 피크 강도의 합으로 나누어준 분율로 나타낼 수 있다.
바이오 PU 폼의 TGA 분석. 바이오 PU 폼 시편의 TGA (thermo gravimetric analysis) 분석(Q500, TA instruments)을 통하여 열적 분해 거동의 특성을 분석하였다.
|
Table 1 Experimental Conditions Chosen among Those in the Study of Lee et al. 10 to Prepare Bio-PU Foam Using Liquefied Polyol A or Liquefied Polyol B |
Liquefied polyol A: inherent residue-deficient lignocellulosic liquefied polyol. |
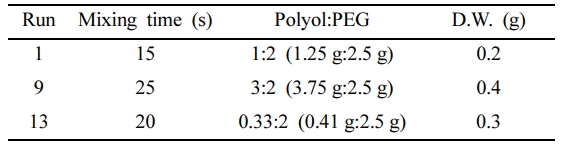
바이오 PU 폼의 Cream Time 및 Rise Time.액화 폴리올 A 또는 B를 사용하여, Lee 등의10 바이오 PU 폼 연구에서 도출된 최적 조건의 Run 1과 9 및 셀의 평균 크기가 가장 큰 Run 13의 조건으로 각각 중합한 바이오 PU 폼의 cream time은 Figure 1과 같다.
본 연구에서 액화 폴리올 A뿐만 아니라 액화 폴리올 B를 사용한 경우에도 cream time은 Lee 등이10 보고한 바와 마찬가지로 Figure 1에서와 같이 Run 9의 조건에서 cream time이 가장 컸다. 또한 액화 폴리올 A 또는 액화 폴리올 B를 사용하여 각각 중합한 바이오 PU 폼의 rise time은 Figure 2와 같다.
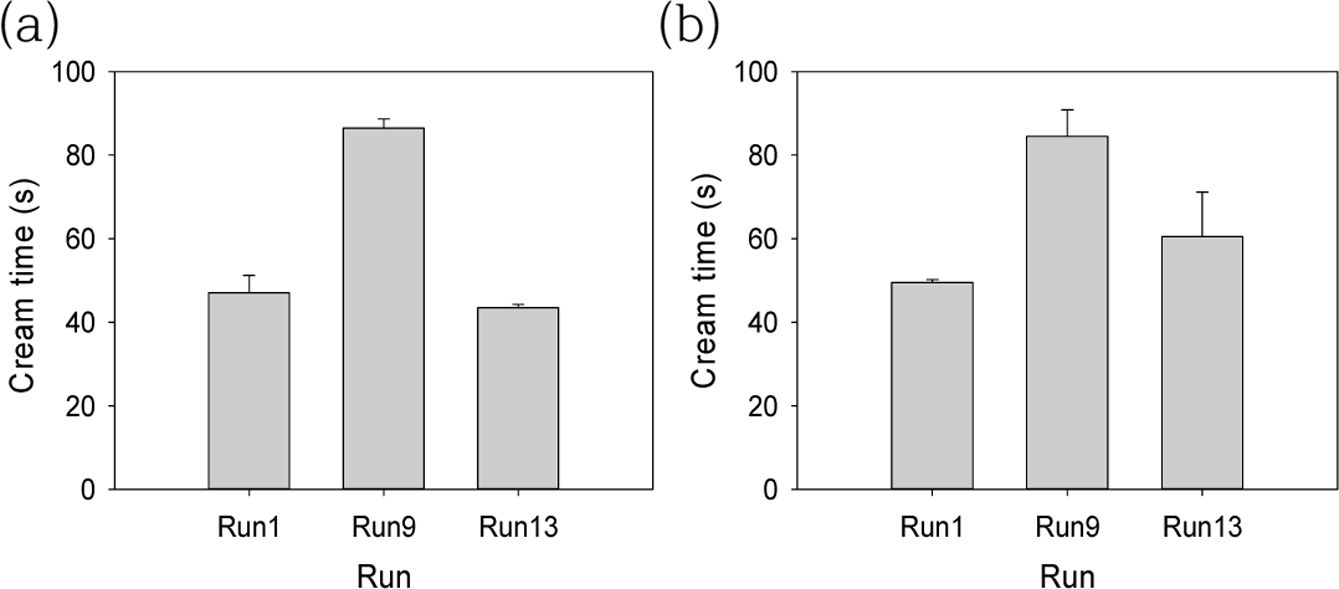
액화 폴리올 A를 사용한 경우에는 Figure 2(a)와 같이 cream time과 마찬가지로 Run 9의 조건에서 가장 큰 rise time을 가지는 것을 관찰하였다. 그러나 액화 폴리올 B를 사용한 경우에는 Figure 2(b)와 같이 본 연구에서 polyol:PEG 비가 가장 적은 조건인 Run 13의 조건에서 가장 큰 rise time을 가지는 것이 관찰되었다. Rise time은 residue와 MCC를 제거하지 않은 Lee 등의10 경우보다, residue 또는 추가로 MCC도 제거한 본 연구에서 각각 최고 50% 또는 200% 이상까지 증가함이 관찰되었다.
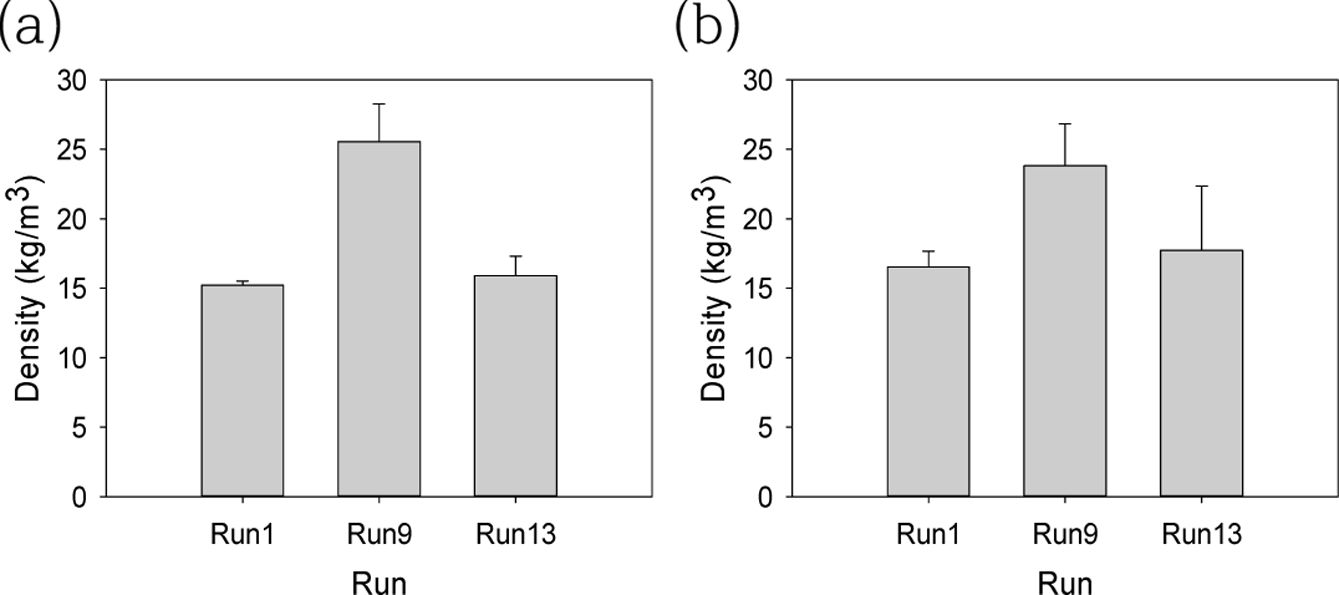
바이오 PU 폼의 밀도.액화 폴리올 A 또는 액화 폴리올 B를 사용하여 각각 중합한 바이오 PU 폼의 밀도는 Figure 3과 같다. Lee 등은10 액화 리그노셀루로식 폴리올을 이용한 바이오 PU 폼의 밀도가 polyol:PEG 비에 지극히 유의한 상관관계를 보였다고 보고하였다. 마찬가지로 액화 폴리올 A를 사용하여 제조한 바이오 PU 폼인 Figure 3(a)와 액화 폴리올 B를 사용한 Figure 3(b)에서 polyol:PEG 비가 3:2로 가장 큰 Run 9의 경우에서 가장 큰 밀도를 가지는 결과를 보였다. Run 1 및 Run 13의 경우는 밀도에서 비슷한 값을 가지는 것으로 관찰되었다. 그러나 액화 폴리올 A 또는 액화 폴리올 B를 사용한 경우에서, 밀도는 residue와 MCC를 제거하지 않은 액화 폴리올을 이용한 Lee 등의10 경우보다, 약 70% 정도로 감소함이 관찰되었다.
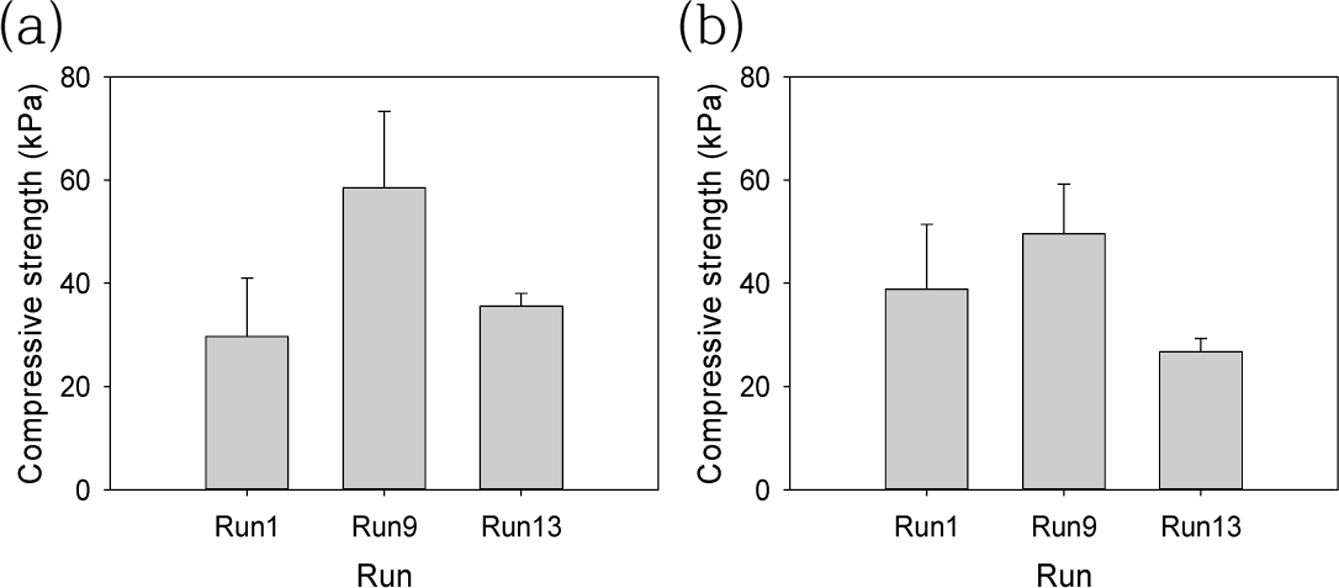
바이오 PU 폼의 압축강도.액화 폴리올 A 또는 액화 폴리올 B를 사용하여 제조한 PU 폼의 압축강도 분석결과는 각각 Figure 4(a) 및 4(b)와 같다. 액화 폴리올 A와 액화 폴리올 B를 사용한 두 경우 모두에서 가장 큰 polyol:PEG 비를 가진 Run 9 조건에서 가장 큰 압축강도 결과를 보였다. 이러한 결과는, 액화 리그노셀루로식 폴리올을 이용한 바이오 PU 폼의 압축강도는 polyol:PEG 비에 지극히 유의한 상관관계를 보였다는 Lee 등의10 보고와 일치하였다. 액화 폴리올 A 조건과 액화 폴리올 B 조건에서 다른 물성의 경우에는 두드러진 큰 차이가 없었으나, 압축강도의 경우에는 액화 폴리올 A 조건보다 액화 폴리올 B 조건에서 Run 9 및 13에서 전반적으로 약 20% 정도만큼 감소하였다. 그 이유는 액화 폴리올 A와 B에서 고유 MCC의, 충전재 기능 역할과 셀의 핵 형성(nucleation) 과정에 관여하는 기능에 기인하였다. 그러나 Run 1 조건의 경우에는 액화 폴리올 B를 사용할 때보다 액화 폴리올 A를 사용할 때에 압축강도가 오히려 더 낮았다.
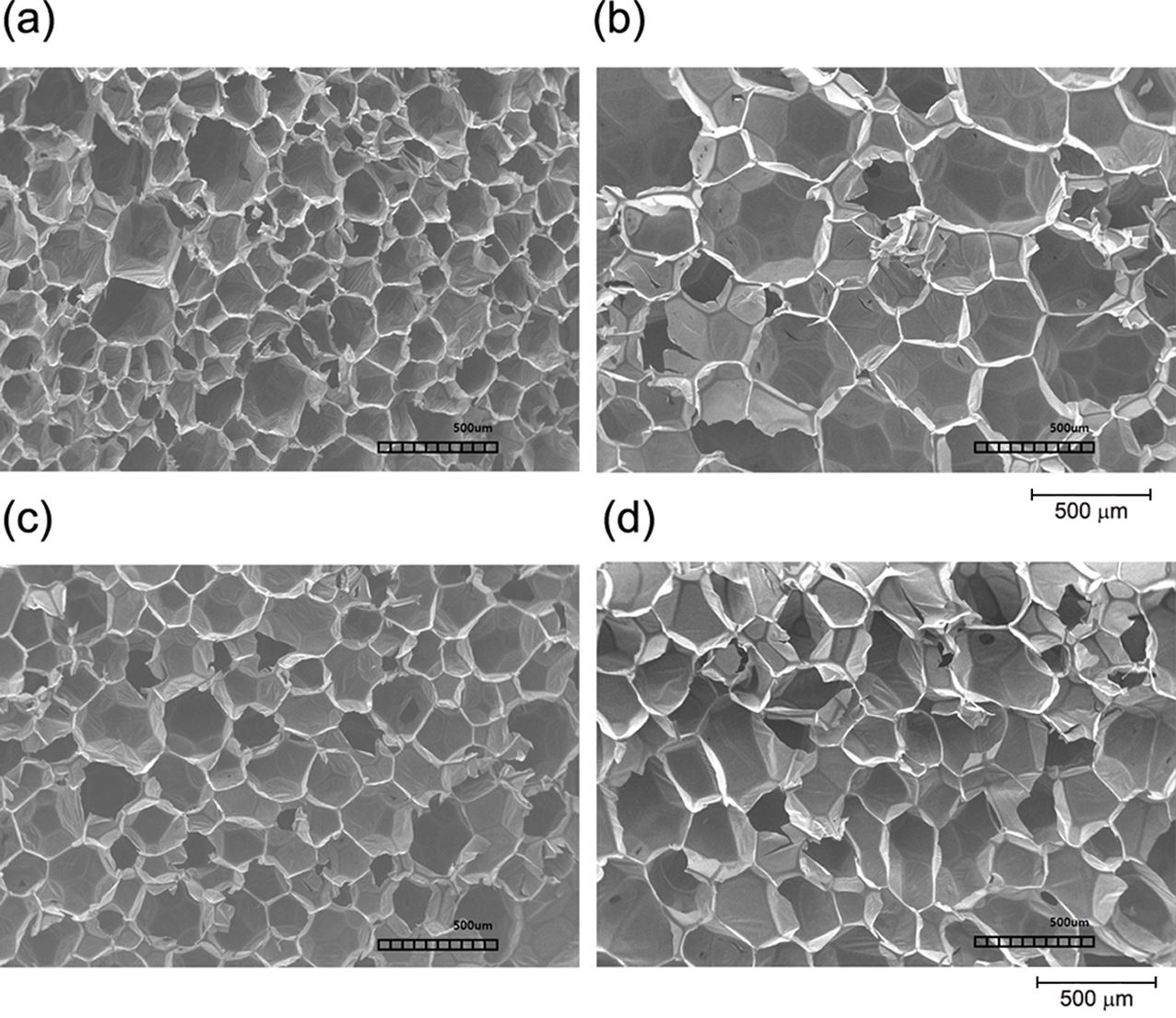
셀(Cell)에 대한 SEM 분석결과.액화 폴리올 A를 사용한 Run 1과 Run 9의 경우에 바이오 PU 폼의 셀의 상태와 크기는 각각 Figure 5(a) 및 5(c)와 같이, Lee 등이10 보고한 residue와 MCC를 제거하지 않은 액화 폴리올을 사용한 바이오 PU 폼의 셀 상태와 크기와 전반적으로 유사하였다. 그러나 액화 폴리올 B를 사용한 Run 1과 Run 9의 경우에 바이오 PU 폼의 셀의 상태와 크기는, 각각 Figure 5(b) 및 5(d)와 같이 액화 폴리올 A를 사용한 Run 1과 Run 9의 경우보다 셀 크기가 확연히 증가하였음이 관찰되었다. 이러한 셀 형태의 변화는 고유 MCC가 셀의 핵 형성 과정에 관여하기 때문이다.11 액화 폴리올 A 또는 B를 사용한 Run 1과 Run 9의 경우의 각각의 바이오 PU 폼 셀 크기를 Table 2에 나타내었다.
액화 리그노셀루로식 폴리올의 고유 MCC들이 각각 셀의 핵 형성 site로서 셀 생성에 관여하여 고유 MCC를 제거한 액화 폴리올의 경우에는 단위부피 당 생성되는 셀 수가 적어지면서 셀 크기가 증가하였다고 고찰된다. 이것은 rise time이 액화 폴리올 B를 사용한 경우에, Lee 등의10 경우보다 폼 생성 시간으로서 rise time이 200% 이상까지 증가한 것과 상관관계가 컸다. 또한 밀도가 액화 폴리올 A 또는 액화 폴리올 B를 사용한 경우에 Lee 등의10 경우보다 약 70% 정도로 감소한 것과도 상관관계가 컸다.
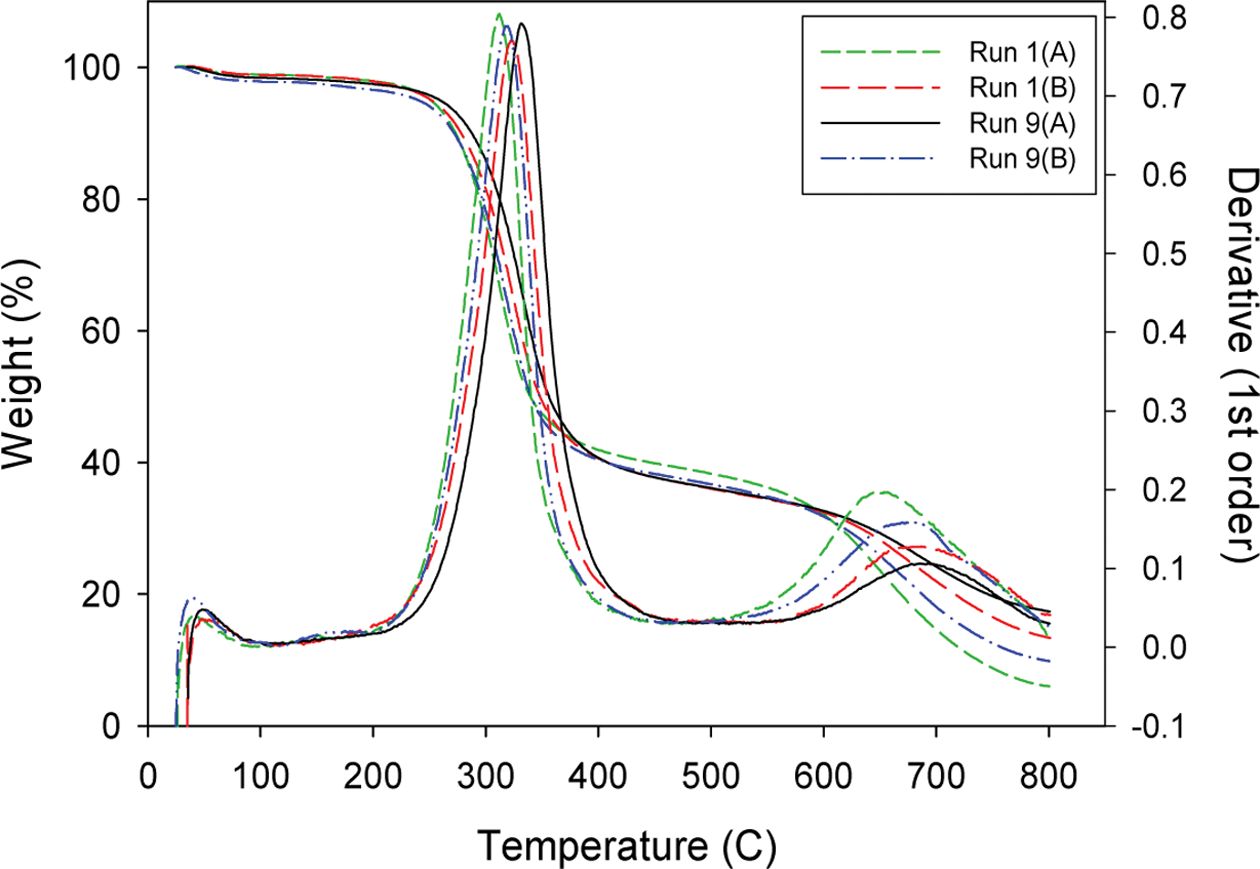
바이오 PU 폼의 TGA 분석결과.TGA 분석결과는 Figure 6과 같다. 시편들의 첫 번째 질량감소는 온도가 상승하면서 약 300 oC에서부터 액화 폴리올 A를 사용한 Run 1(Run 1(A)), 액화 폴리올 B를 사용한 Run 9(Run 9(B)), 액화 폴리올 B를 사용한 Run 1(Run 1(B)) 및 액화 폴리올 A를 사용한 Run 9(Run 9(A))의 순서로 진행되었다. DTG 분석의 첫 번째 피크의 순서도 동일하였다. 이러한 DTG의 첫 번째 피크들의 크기는 서로 비슷하였고 350 oC 전후에서 발생하였다. 이런 현상은 Lee 등의10 연구에서 residue 및 MCC를 제거하지 않은 액화 리그노셀루로식 폴리올을 시용한 바이오 PU 폼의 경우에, 액화 폴리올의 분율이 가장 높아서 함유한 MCC와 residue의 분율이 가장 큰 Run 9의 DTG의 첫 번째 피크의 크기가 Run 1보다 현저하게 작았던 현상과 대비되었다. 한편, 시편들의 두 번째 질량 감소는 온도가 계속 상승하면서 약 600 oC에서부터 첫 번째 질량감소와 동일한 순서로 진행되었다. DTG 분석의 두 번째 피크들의 순서도 첫 번째 피크들의 순서와 동일하였다. DTG 분석의 두 번째 피크들의 크기는 Run 1(A), Run 9(B), Run 1(B) 및 Run 9(A)의 순서로 작아지고, 각각의 대응되는 피크 온도는 660 oC에서 700 oC까지 높아졌다.
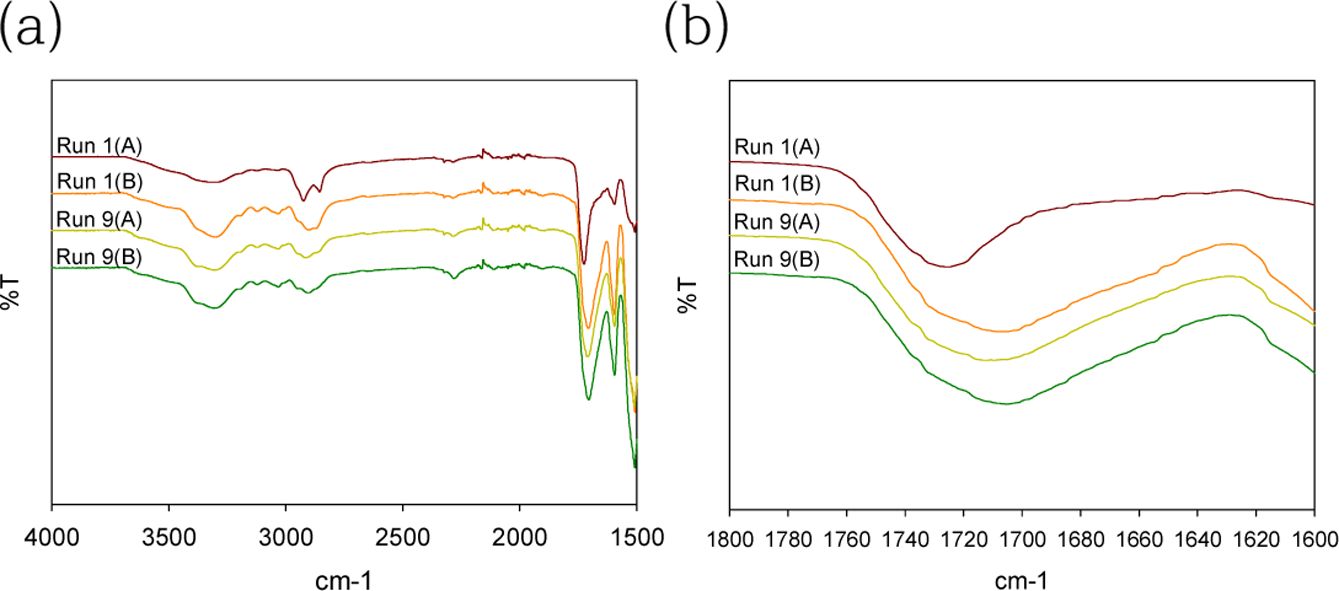
바이오 PU 폼의 FTIR 분석 결과.액화 폴리올 A 또는 액화 폴리올 B를 사용하여 제조한 바이오 PU 폼의 FTIR 결과는 Figure 7과 같이 2860-2940 cm-1에서 C-H 피크를 보였다. 바이오 PU 폼 제조 과정에서 투입된 free isocyanate를 나타내는 2260-2280 cm-1에서의 피크에 관하여, 본 연구에서는 피크가 관찰되지 않거나 무시할 정도의 피크가 나타났다. 따라서 액화 폴리올 A 또는 액화 폴리올 B를 사용하여 제조한 PU 폼의 제조조건으로서, NCO index의 값인 1.0을 만족시켰다. 한편, 우레탄 결합 중 C=O 결합의 피크가 1630-1750 cm-1에서, N-H 결합이 1520-1540 cm-1 및 1590 cm-1에서 보였다. 이에 따라 액화 폴리올 A 또는 액화 폴리올 B를 사용하여 제조한 PU 폼에서 우레탄 결합이 잘 형성되었음을 확인하였다.
또한 Run 1(B), Run 9(A) 및 Run 9(B)의 경우는, C=O 신축진동 피크가 수소결합 상태인 1708 cm-1에서 피크가 관찰되었고, 1730 cm-1에서의 피크는 관찰되지 않았다. 따라서 바이오 PU 폼 시편의 hard segment는 거의 모두 상 분리가 되어서 hard domain에 거의 100%가 존재하였다. 그러나 예외적으로 Run 1(A)의 경우는 C=O 신축진동 피크가 수소결합에서 자유로운 1730 cm-1에서 관찰되었다. 따라서 Run 1(A) 경우는 상 분리가 되지 않음으로 판단되었다. 액화 폴리올 A를 사용한 Run 1(A) 경우에 고유 MCC의 존재에도 불구하고 상 분리가 되지 않아서, 상 분리된 액화 폴리올 B를 사용한 Run 1(B) 경우보다 Figure 4와 같이 압축강도가 낮은 것으로 해석되었다.
|
Figure 1 Cream time of bio PU foam, in triplicate, polymerized according to Run 1, 9 and 13 in the study of Lee et al. 10 using liquefied polyol A or liquefied polyol B: (a) liquefied polyol A; (b) liquefied polyol B. |
|
Figure 2 Rise time of bio PU foam, in triplicate, polymerized according to Run 1, 9 and 13 in the study of Lee et al. 10 using liquefied polyol A or liquefied polyol B: (a) liquefied polyol A; (b) liquefied polyol B. |
|
Figure 3 Density of bio PU foam, in triplicate, polymerized according to Run 1, 9 and 13 in the study of Lee et al. 10 using liquefied polyol A or liquefied polyol B: (a) liquefied polyol A; (b) liquefied polyol B. |
|
Figure 4 Compressive strength of bio PU foam, in triplicate, polymerized according to Run 1, 9 and 13 in the study of Lee et al. 10 using liquefied polyol A or liquefied polyol B: (a) liquefied polyol A; (b) liquefied polyol B. |
|
Figure 5 Bio PU foam cells, developed using liquefied polyol A or liquefied polyol B according to the experimental conditions of Run 1 and 9 suggested in the study of Lee et al.,10 observed on the surface of the bio PU-foam samples by field emission SEM (scanning electron microscope, SU8220, Hitachi): (a) Run 1 using liquefied polyol A; (b) Run 1 using liquefied polyol B; (c) Run 9 using liquefied polyol A; (d) Run 9 using liquefied polyol B. |
|
Figure 6 TGA and DTG curves on thermal property of bio PU foam polymerized according to Run 1 and 9 in the study of Lee et al. 10 using liquefied polyol A (A) or liquefied polyol B (B): liquefied polyol A, Runs 1(A) (...) and 9(A) (−); liquefied polyol B, Runs 1(B) (--) and 9(B) (–‧–). |
|
Figure 7 FTIR spectra of bio PU foam specimen polymerized according to Run 1 and 9 in the study of Lee et al. 10 using liquefied polyol A (A) or liquefied polyol B (B): (a) spectrum to define PU foam in this study; (b) spectrum to show the peak of C=O stretching vibration at 1730 cm-1(Run 1(A)), and 1708 cm-1((Run 1(B); Run 9(A); Run 9(B)) indicating the phase separation of hard segment of PU foam without the existence of C=O stretching vibration at 1730 cm-1 |
|
Table 2 Cell Size of Bio PU Foam Prepared Using Liquefied Polyol A or Liquefied Polyol B according to the Experimental Conditions of Run 1 and 9 Suggested in the Study of Lee et al. 10 (unit: μm) |
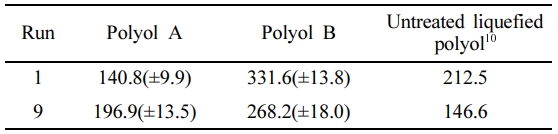
Cell size: Each cell size was estimated as a reciprocal of the number of cells per unit length of MCC-bio PU foam and was averaged in duplicate. |
액화 폴리올 A를 사용한 경우에는 cream time과 마찬가지로 Run 9의 조건에서 가장 큰 rise time을 가지는 것을 관찰하였다. 그러나 액화 폴리올 B를 사용한 경우에는 Run 13의 조건에서 가장 큰 rise time을 가지는 것이 관찰되었다. Rise time은 residue와 MCC를 제거하지 않은 액화 폴리올을 이용한 Lee 등의10 경우보다, 액화 폴리올 A 또는 액화 폴리올 B를 사용한 본 연구에서 각각 최고 50% 또는 200% 이상까지 증가함이 관찰되었다. 한편, Lee 등은10 액화 리그노셀루로식 폴리올을 이용한 바이오 PU 폼의 밀도가 polyol:PEG 비에 지극히 유의한 상관관계를 보였다고 보고하였다. Lee 등의10 경우와 마찬가지로, 액화 폴리올 A를 사용하거나 액화 폴리올 B를 사용하여 제조한 바이오 PU 폼의 제조조건 중에서 polyol:PEG 비가 3:2로 가장 큰 Run 9의 경우에서 가장 큰 밀도를 가지는 결과를 보였다. 그러나 액화 폴리올 A 또는 액화 폴리올 B를 사용한 경우에, 밀도는 Lee 등의10 경우보다 약 70% 정도로 감소함이 관찰되었다. 액화 폴리올 A 조건과 액화 폴리올 B 조건에서 다른 물성의 경우에는 큰 차이가 없었으나, 압축강도의 경우에는 액화 폴리올 A 조건보다 액화 폴리올 B 조건에서 Run 9 및 13에서 전반적으로 약 20% 정도만큼 감소하였다. 그 이유는 액화 폴리올에서 고유 MCC의 강도 향상을 유발하는 충전재 기능 역할과 셀의 핵 형성 과정에 관여하는 기능에 기인하였다. 그러나 Run 1 조건의 경우에는 액화 폴리올 A를 사용한 조건에서 액화 폴리올 B를 사용한 조건보다 압축강도가 오히려 더 낮았다. 액화 폴리올 A를 사용한 Run 1과 Run 9의 경우에 바이오 PU 폼의 셀 상태와 크기는, Lee 등이10 보고한 바이오 PU 폼의 평균 셀의 상태 및 크기와 전반적으로 유사하였으나, 액화 폴리올 B를 사용한 Run 1과 Run 9의 경우에는 액화 폴리올 A를 사용한 Run 1과 Run 9의 경우보다, 셀 크기가 확연히 증가하였음이 관찰되었다. 이러한 셀 형태의 변화는 고유 MCC가 셀의 핵 형성 site로서 셀의 핵 형성 과정에 관여하기 때문이었다.11 또한 이러한 바이오 PU 폼의 셀 크기의 확연한 증가는 1) 폼 생성 시간으로서 rise time이 Lee 등의10 경우보다 200% 이상까지 증가한 것과; 2) 밀도가 Lee 등의10 경우보다 약 70% 정도로 감소한 것과 상관관계가 컸다. 한편, 액화 폴리올 A 또는 액화 폴리올 B를 사용하여 제조한 바이오 PU 폼의 FTIR 결과에 따라서, Run 1(B), Run 9(A) 및 Run 9(A)의 경우는, PU 폼 시편의 hard segment는 거의 모두 상 분리가 되어서 hard domain에 거의 100%가 존재하였다. 그러나 예외적으로 Run 1(A)의 경우는 상 분리가 되지 않아서 고유 MCC의 존재에도 불구하고, 상 분리된 Run 1(B) 경우보다 낮은 압축강도가 예측되었다. 이러한 예측은 Figure 4와 같은 압축강도 실험값 비교와 일치하였다.
- 1. Xu, J.; Jiang, J.; Hse, C. Y.; Shupe, T. F. Preparation of Polyurethane Foams Using Fractionated Products in Liquefied Wood. J. Appl. Polym. Sci. 2014, 131, 40096.
-

- 2. Li, H.; Xu, C. B.; Yuan, Z. S.; Wei, Q. Synthesis of Bio-based Polyurethane Foams with Liquefied Wheat Straw: Process Optimization. Biomass Bioenerg. 2018, 111, 134-140.
-
- 3. Hakim, A. A. A.; Nassar, M.; Emam, A.; Sultan, M. Preparation and Characterization of Rigid Polyurethane Foam Prepared from Sugar-cane Bagasse Polyol. Mater. Chem. Phys. 2011, 129, 301-307.
-
- 4. Kurimoto, Y.; Doi, S.; Yamada, T.; Ono, H. Durability of Polyurethane Films from Liquefied Woods. Eur. J. Forest Research, 2002,5, 1-10.
- 5. Kurimoto, Y.; Takeda, M.; Doi, S.; Tamura, Y.; Ono, H. Network Structures and Thermal Properties of Polyurethane Films Prepared from Liquefied Wood. Bioresource Technol. 2001, 77, 33-40.
-
- 6. Alma, M. H.; Basturk, M. A.; Digrak, M. New Polyurethane-type Rigid Foams from Liquified Wood Powders. J. Mater. Sci. Lett. 2003, 22, 1225-1228.
-
- 7. Bernardini, J.; Cinelli, P.; Anguillesi, I.; Coltelli, M. B.; Lazzeri, A. Flexible Polyurethane Foams Green Production Employing Lignin or Oxypropylated Lignin. Eur. Polym. J. 2015, 64, 147-156.
-
- 8. Cinelli, P.; Anguillesi, I.; Lazzeri, A. Green Synthesis of Flexible Polyurethane Foams from Liquefied Lignin. European Polymer Journal. Eur. Polym. J. 2013, 49, 1174-1184.
-
- 9. Lee, E. J.; Park, Y. J.; Kwon, H. S.; Ha, K. R.; Lim, K.-H. Simultaneous Co-preparation of Polyol and MCC by the Liquefaction of a Biomass and Its Optimization. Polym. Korea 2019, 43, 17-31.
-
- 10. Lee, E. J.; Ha, K. R.; Lim, K.-H. Bio-polyurethane Polymerized with Polyol Obtained from Liquefaction of a Biomass and Isocyanate, and its Optimization. Polym. Korea 2019,43, 899-913.
-
- 11. Madaleno, L.; Pyrz, R.; Crosky, A.; Jensen, L. R.; Rauhe, J. C. M.; Dolomanova, V.; de Barros Timmons, A. M. M. V.; Pinto, J. J. C.; Norman, J. Processing and Characterization of Polyurethane Nanocomposite Foam Reinforced with Montmorillonite–carbon Nanotube Hybrids. Composites Part A 2013,44, 1-7.
-
- Polymer(Korea) 폴리머
- Frequency : Bimonthly(odd)
ISSN 0379-153X(Print)
ISSN 2234-8077(Online)
Abbr. Polym. Korea - 2023 Impact Factor : 0.4
- Indexed in SCIE
 This Article
This Article
-
2021; 45(3): 464-469
Published online May 25, 2021
- 10.7317/pk.2021.45.3.464
- Received on Feb 2, 2021
- Revised on Feb 9, 2021
- Accepted on Feb 22, 2021
Services
Shared
Correspondence to
- Kwang-Hee Lim
-
Department of Chemical Engineering, Daegu University, Gyeongbuk 38453, Korea
- E-mail: khlim@daegu.ac.kr
- ORCID:
0000-0001-7768-1797
Hyecheon Building(Room 601), #354, Gangnam-Daero, Gangnam-Gu, Seoul 06242, Korea
TEL : 82-2-568-3860, 561-5203, 569-3860 FAX : 82-2553-6938 E-mail: polymer@polymer.or.kr