






- Effect of Commingled Yarn Type on the Manufacturing of Glass Fiber/Polypropylene Composite Prepreg
Jinwon Cho and Jaehyeung Park*,†

SHIN HEUNG, Daegu 41756, Korea
*Department of Bio-Fibers and Materials Science, Kyungpook National University, Daegu 41566, Korea- 커밍글 얀 타입에 따른 유리섬유/폴리프로필렌의 복합 프리프레그 제조
조진원 · 박재형*,†
신흥, *경북대학교 바이오섬유소재학과
Reproduction, stored in a retrieval system, or transmitted in any form of any part of this publication is permitted only by written permission from the Polymer Society of Korea.
Glass fiber/polypropylene (GF/PP) composite prepregs were produced using different types of commingled yarns with different weave patterns. The commingled yarn used in this study was prepared using covering and air textured methods and the prepared commingled yarns were woven into two different weave patterns, plain and twill. The results show the effect of the commingling method and weave pattern on impregnation and alignment of GF in the composite prepregs due to the flow of the highly viscous molten PP resins. The mechanical properties (tensile strength, puncture impact properties, and Izod pendulum impact resistance) of the prepared composite prepregs were also evaluated. The results of this study show that the best tensile and impact resistance properties of composite prepreg is achieved using fabrics with a twill weave pattern made from air textured yarn (ATY) commingled yarns, which ensures the uniformity and alignments of the GF yarns in the composite
본 연구에서는 다른 방식의 커밍글 얀(commingled yarn)과 제직방법을 이용하여 유리섬유와 폴리프로필렌 복합 프리프레그를 제조하고 그 구조 특성과 성질에 대해 살펴보았다. 복합 프레프레그 제조를 위하여 covering 방식과 air textured 방식으로 제조된 두 종류의 커밍글 얀을 이용하여, 평직과 능직으로 직조하였다. 프리프레그 제작시 커밍글얀 방식과 직조방법에 따라 유리 섬유의 배열이 불규칙적으로 이동됨을 확인하였고, 이는 열가소성 수지인 폴리프로필렌의 높은 점도에 기인한 것이다. 직조된 유리섬유 패턴의 변형은 프리프레그의 기계적 물성에 큰 영향을 미치는 것을 확인하였다. 본 연구에서 확인된 결과들은 향후 하이브리드 섬유를 이용한 프리프레그 개발 시 공정을 설계하는데 도움이 될 것으로 기대된다
The utilized commingling method and weave pattern affected the molten polypropylene(PP) resin flow and impregnation of glass fiber(GF) in the composite prepregs. The impregnation and distribution of the final composite have a significant effect on the mechanical performance of composite prepregs.
Keywords: commingled yarn, prepreg, glass fiber, polypropylene
This research was supported by the Korea Evaluation Institute of industrial Technology(KEIT) grant funded by the Korea government (No. 10076409 : Establishment of solution for Optical/Light design/Dynamic concept hybrid 2D/3D thermoplastic prepreg for design performance)
Prepregs, composite materials in which a high strength reinforcement fiber is pre-impregnated with a thermoset or thermoplastic, have attracted much attention in the high performance composite industry due to their ease of use, high strength, uniformity, and consistent properties.1,2 The differences between thermoset and thermoplastic prepregs are shelf life, recyclability, and impact tolerance. Since thermoset resin starts as a liquid and requires curing to change its state from liquid to solid, which is known as the B-stage, thermoplastic is more attractive in terms of processability during prepreg production.3-5
Thermoset prepregs are most commonly used in prepreg composites. Since the high viscosities of molten thermoplastics, compared to thermosets, make them difficult to impregnate with reinforcement fibers.6,7 As results, the use of commingled yarn is one promising approach to overcome and better utilize thermoplastic as a matrix for prepreg production.4,8-14 Commingled yarn consists of two or more yarns, which form a single strand of yarn. It typically consists of a blended combination of matrix-forming filaments and high performance reinforcement fibers such as glass fiber (GF), carbon fiber, etc. During the commingling process, the multiple thermoplastic filaments are effectively intermingled with the reinforcing filaments in a non-molten state, thus, the molten resin flow distance for impregnation is greatly reduced in the prepreg manufacturing process.15,16
Recently, several studies have been reported on manufacturing and mechanical behavior of composite prepreg using commingled yarn.17-20 The commingled yarn is suitable for forming a complex-shaped composite quickly. The flexible commingled yarns can easily be woven into a textile fabric with high drapability, which is not achieved with other methods such as the film stacking method, plied matrix method, and powder method. Intermediate prepreg can be easily obtained by applying suitable pressure and temperature on woven and commingled yarn. These features make the use of commingled yarn a promising and cost-effective method to make thermoplastic composite prepreg.
In this study, commingled yarns were produced by mixing polypropylene (PP) filaments and GF filaments using the covering and air textured yarn (ATY) method. GF was used as a reinforcing filament yarn and PP was used as a thermoplastic matrix. The PP fibers were subsequently melted, filled into a mold and used to impregnate the reinforcing fibers. The migration of GF during the molding process is first reported in this research which is important to achieve high mechanical properties of prepregs. The effect of the structure of the commingled yarn and the weave pattern of the woven fabric on the mechanical properties of the GF/PP composite prepregs was studied.
Materials. PP with 2000 D supplied by the Dong Sun Synthetic Fiber Co., Ltd (Korea) was used as a thermoplastic polymer matrix material to produce the commingled yarn. The tenacities of PP monofilament is 8 g/d, the elongation is 25%, and the shrinkage is 10%. GF provide by PFG Fiber Glass Corporation (Taiwan) with a linear density of 68 tex was used as the reinforcement fiber. The GF yarns are produced by twisting 400 filaments of 9µm in diameter and the minimal value of tensile strength is 53.1 g/tex.
Methods. Manufacture of Commingled Yarn: The commingled yarn used in this study was prepared using two different methods, the covering and ATY methods. The process parameters for the two methods are shown in Tables 1 and 2. All the commingled yarns were produced with 23 wt% of GF and 77 wt% of PP.
Preparation of Woven Fabric and Prepreg: The prepared commingled yarns were woven using a rapier loom weaving machine. The fabric was woven into two different weave patterns, plain and twill with the weaving density of 10 ends/inch in waft and 10 ends/inch in weft. To obtain samples of the thermoplastic composite prepregs, the obtained woven fabrics were cut into equal 50×100 cm2 pieces and laid down in 5 layers. The samples were then subjected to a temperature of 200°C and pressure of 60 bar for 6 sec using continuous compression molding machine in order to obtain a final composite thickness of 1.3 mm.
Characterization. Scanning electron microscopy (SEM) and optical microscopy were used to observe the fiber distribution of the commingled yarn and fabrics. The mechanical properties (tensile strength, Izod pendulum impact resistance, and puncture impact properties) of the commingled yarn fabric and GF/PP composites prepregs were evaluated according to the standards KS K 0521 (gauge length: 200 mm, test speed 100 mm/min, sample width 500 mm), ASTM D 638 (thickness: 2.8 mm, width: 13.0 mm, distance between grips: 114.0 mm, test speed: 200/min),
ASTM 256 (thickness: 2.8 mm, width: 12.7 mm), and ISO 6603-2 (impact velocity: 4.4 m/s, falling height:
978.085 mm, total mass: 20.41 kg), respectively. The specimens used in the mechanical testing were cut from the prepregs using a router cutter. A minimum of ten specimens were evaluated for each sample for all tests.


The structure of prepared GF/PP commingled yarn by the covering and ATY methods is shown in Figure 1. It is observed that the GF reinforcing yarn is the core around which the PP thermoplastic yarns are twisted in the commingled yarn prepared by the covering method. With the ATY method, the GF and PP fibers are mixed in a nozzle by means of compressed air, which results in shifting of the filaments longitudinally. This different structure of commingled yarn would result in nonuniform impregnation and distribution of thermoplastic resin in the final composite, which would affect its microstructure and mechanical strength. The cross-section SEM images of the commingled yarn show that the GF filaments are surrounded by the PP filaments in both commingled yarns.
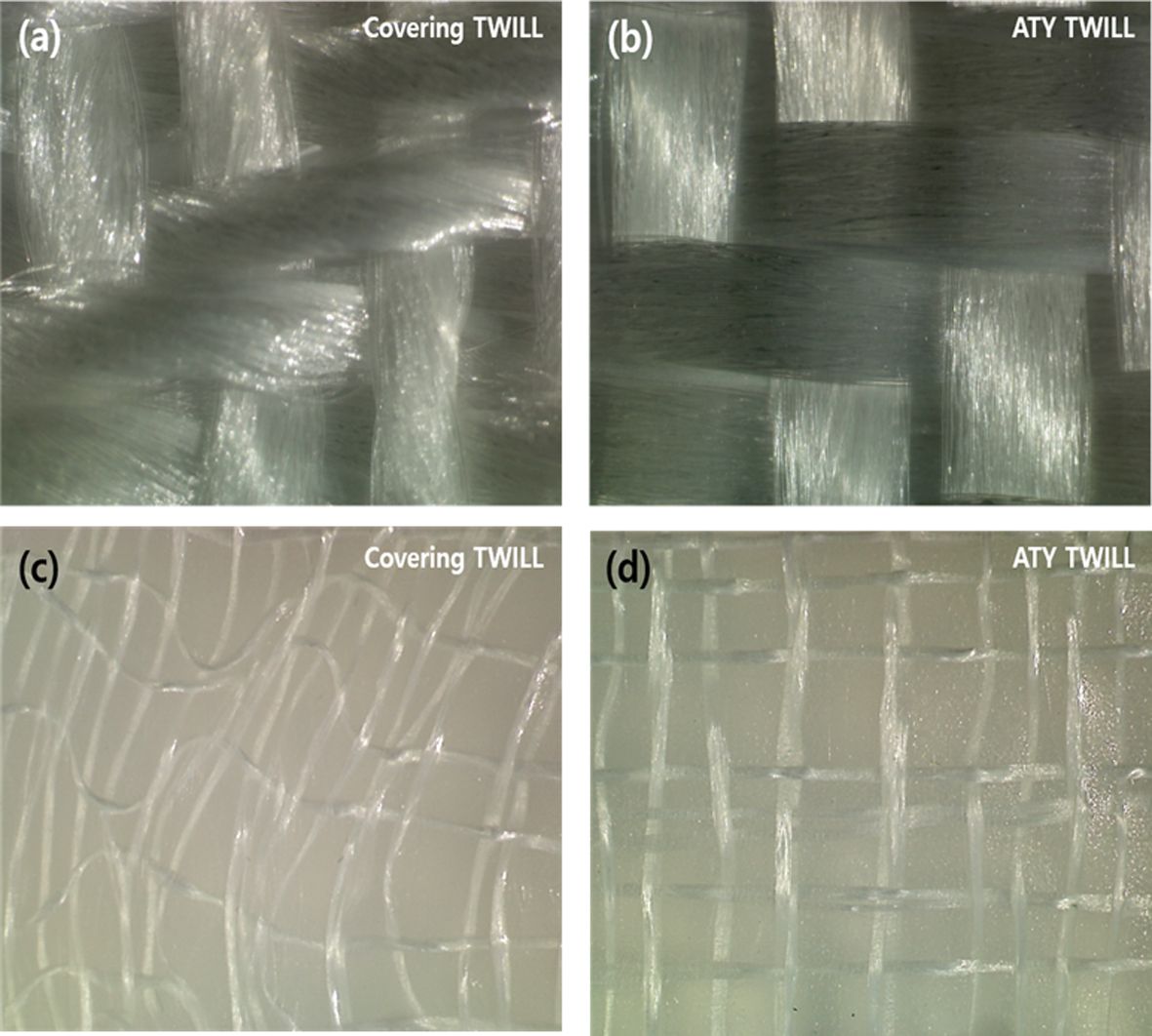
The optical microscopy images of woven fabric with a plain and twill weaving pattern using commingled yarn produced using the covering and ATY methods are shown in Figure 2. In Figure 3, the weft and warp directional tensile strength of the woven GF/PP commingled yarn fabrics are as follows: covering plain (1335 N, 1900 N), covering twill (1277 N, 1400 N), ATY plain (1901 N, 2400 N), and ATY twill (2059 N, 3500 N), respectively. The plain weave interlaces more than the twill weave, as shown in Figure 2. Since more interlacing increases the number of stress points, the tensile strength of the fabric with the plain weave pattern was lower compared to that with the twill weave pattern due to its fabric structure,9 as measured. The twill weave pattern has longer floats compared to the plain weave pattern in the warp direction, therefore, the breaking loads are higher than the lower linear densities in the weft direction. As can be seen from the results, the weave pattern type affects the mechanical properties of the fabrics.19
The prepared fabrics were then subjected to a molding process to produce the composites. They were compacted under pressure and at an elevated temperature to above Tm of the PP filaments. The molten PP component flowed and impregnated the GF filaments and filled the mold. The images of the final composite prepregs are shown in Figure 4. The nonuniform distribution of GF in the final composite prepreg was observed on using the covering commingled yarn samples (Figure 4(a), 4(c)). Since the PP yarns were twisted on GF core yarns with the covering commingled yarn (Figure 1), the thermal shrinkage behavior of PP yarns and highly
viscous, molten PP resins flowed on both sides of GF during the molding process. This caused the stiffer GF to migrate away from the weaved pattern area, which caused a weave-like pattern in the final composite prepregs. On the other hand, GF in the ATY commingled yarn samples had a well maintained orientation during the fabrication process compared to the covering commingled yarn samples (Figure 4(b), 4(d)). Since the PP yarns were longitudinally aligned to GF, the shrinkage stress is lower and molten PP resin flowed in only one-way.
It is well known that the impregnation and distribution of the final composite have a significant effect on the mechanical performance of composite prepregs. Figures 5-7 show the tensile strength, puncture impact properties, and Izod pendulum impact resistance of the prepared GF/PP composite prepregs. The tensile strength tests of the composite prepregs were performed using a universal testing machine based on ASTM D638 (Figure
5). The weft directional tensile strengths of the prepared GF/PP composites were 28.9, 29.2, 52.2, and 59.4 MPa and the warp directional tensile strengths were 56.7, 53.1, 77.8, and 83.5 MPa, respectively. It was found that the weft and warp directional tensile strength of ATY commingled yarn GF/PP composite prepregs were higher than those of the covering commingled yarn GF/PP composite prepregs because of the uniformity and alignment of the GF yarns in the former. The lower tensile strength in the covering sample was a result of negative effect of GF misalignment in the composite prepreg.
The energy absorption capacity of the prepared composite is shown in Figures 6 and 7. The Izod pendulum impact resistance and puncture impact behavior results followed the same trend as the tensile strength results. This is because of the presence of more aligned GF in the composite prepregs, which was able to relieve stress within the materials as reported previously.9 Figure 6 shows the Izod pendulum impact resistance energy of the GF/PP composite prepreg with different weave patterns. The weft and warp directional impact strengths of the prepared GF/PP composites varied from 572.7 to 958.6 J/m and 793.5 to 1441.7 J/m, respectively. The results show that the variation in impact strength of the composites was influenced by the weaving pattern and alignment of GF in the composite. The PP matrix and interlacing structure of the woven GF cushion diffused the impact energy and offered significant resistance. The puncture impact behavior was determined using a CEAST
9350 Drop Tower machine. The specimen was punctured at its center using striker, perpendicular to the specimen. As shown in Figure 7, the peak energy at puncture test was around 1.4, 1.3, 2.1, and 2.4 J for the covering plain, covering twill, ATY plain, and ATY twill GF/PP composite prepregs, respectively. The higher puncture resistance of the ATY commingled yarn GF/PP composite prepregs could be attributed to the well-organized GF pattern and PP impregnation which would cause an increase in stability during the
penetration process and consequently an increase in the energy absorption of the GF/PP composite. The large error bar in composite prepreg (Figure 5 to 7) compare to woven fabric (Figure 3) is due to nonuniform distribution of GF in the final composite prepregs. Since the different migration of GF in each composite prepreg samples (Figure 4), the error bar tends to become larger, especially in covering commingled yarn samples.

|
Figure 1 Structure of prepared commingled yarn by the covering and ATY methods |

|
Figure 2 Optical microscopy images of prepared woven fabric using commingled yarn produced using the (a,b) covering method; (c,d) ATY method with two different weaving patterns, plain and twill. |

|
Figure 3 Tensile strength of woven fabrics in the (a) weft direction; (b) warp direction. |

|
Figure 4 Images of the final GF/PP composite prepregs prepared using (a) plain pattern covering commingled yarn; (b) plain pattern ATY commingled yarn; (c) twill pattern covering commingled yarn; (d) twill pattern ATY commingled yarn. |

|
Figure 5 Tensile strength of GF/PP composite prepregs in the (a) weft direction; (b) warp direction. |

|
Figure 7 Puncture impact properties of the GF/PP composite prepregs. |

|
Figure 6 Izod pendulum properties of the GF/PP composite prepregs in the (a) weft direction; (b) warp direction |
In this study, we fabricated GF/PP composite prepregs using different types of commingled yarns with different weave patterns. The utilized commingling method and weave pattern affected the molten PP resin flow and impregnation of GF in the composite prepregs. The results of this study show that the best tensile and impact resistance properties of composite prepreg is achieved using fabrics with a twill weave pattern made from ATY commingled yarns, which ensures the uniformity and alignments of the GF yarns in the composite. These studies will aid in the understanding and control of woven hybrid yarn composite manufacture and will open new opportunities for the simplified production of thermoplastic-based composite prepregs with complex structures.
- 1. Molyneux, M.; Murray, P. P.; Murray, B. Prepreg, Tape and Fabric Technology for Advanced Composites. Composites 1983,14, 87-91.
-

- 2. Lukaszewicz, D. H. J. A.; Ward, C.; Potter, K. D. The Engineering Aspects of Automated Prepreg Layup: History, Present and Future. Composites Part B 2012,43, 997-1009.
-
- 3. Bernhardsson, J.; Shishoo, R. Effect of Processing Parameters on Consolidation Quality of Gf/PP Commingled Yarn Based Composites. J. Thermoplast. Compos. Mater. 2000,13, 292-313.
-
- 4. Selver, E.; Potluri, P.; Hogg, P.; Soutis, C. Impact Damage Tolerance of Thermoset Composites Reinforced with Hybrid Commingled Yarns. Composites Part B 2016,91, 522-538.
-
- 5. Akovali, G. Handbook of Composite Fabrication; Rapra Technology: Shrewsbury, 2001.
- 6. Svensson, N.; Shishoo, R.; Gilchrist, M. Manufacturing of Thermoplastic Composites from Commingled Yarns-A Review. J. Thermoplast. Compos. Mater. 1998,11, 22-56.
-
- 7. Alagirusamy, R.; Ogale, V. Development and Characterization of GF/PET, GF/Nylon, and GF/PP Commingled Yarns for Thermoplastic Composites. J. Thermoplast. Compos. Mater. 2005,18, 269-285.
-
- 8. Liu, D.; Ding, J.; Fan, X.; Lin, X.; Zhu, Y. Non-isothermal Forming of Glass Fiber/Polypropylene Commingled Yarn Fabric Composites. Mater. Design 2014,57, 608-615.
-
- 9. Baghaei, B.; Skrifvars, M.; Berglin, L. Characterization of Thermoplastic Natural Fibre Composites Made from Woven Hybrid Yarn Prepregs with Different Weave Pattern. Composites Part A 2015,76, 154-161.
-
- 10. Baghaei, B.; Skrifvars, M.; Berglin, L. Manufacture and Characterisation of Thermoplastic Composites Made from PLA/Hemp Co-wrapped Hybrid Yarn Prepregs. Composites Part A 2013,50, 93-101.
-
- 11. Wiegand, N.; Mäder, E. Commingled Yarn Spinning for Thermoplastic/Glass Fiber Composites. Fibers 2017,5, 26.
-
- 12. Bernet, N.; Michaud, V.; Bourban, P. E.; Manson, J. A. E. An Impregnation Model for the Consolidation of Thermoplastic Composites Made from Commingled Yarns. J. Compos. Mater. 1999,33, 751-772.
-
- 13. Thanomsilp, C.; Hogg, P. J. Interlaminar Fracture Toughness of Hybrid Composites Based on Commingled Yarn Fabrics. Compos. Sci. Technol. 2005,65, 1547-1563.
-
- 14. Mäder, E.; Rausch, J.; Schmidt, N. Commingled Yarns – Processing Aspects and Tailored Surfaces of Polypropylene/Glass Composites. Composites Part A 2008,39, 612-623.
-
- 15. Bernet, N.; Michaud, V.; Bourban, P. E.; Månson, J. A. E. Commingled Yarn Composites for Rapid Processing of Complex Shapes. Composites Part A 2001,32, 1613-1626.
-
- 16. Alagirusamy, R.; Ogale, V. Commingled and Air Jet-textured Hybrid Yarns for Thermoplastic Composites. J. Ind. Text. 2004, 33, 223-243.
-
- 17. Mudhukrishnan, M.; Hariharan, P.; Malhotra, S. K. Characterization of Glass Fibre/Carbon Fibre Hybrid Thermoplastics Composite Laminates Fabricated by Film Stacking Method. Appl. Mech. Mater. 2015,787, 518-522.
-
- 18. Hamada, H.; Fujihara, K.; Harada, A. The Influence of Sizing Conditions on Bending Properties of Continuous Glass Fiber Reinforced Polypropylene Composites. Composites Part A 2000,31, 979-990.
-
- 19. Dai, S.; Cunningham, P. R.; Marshall, S.; Silva, C. Influence of Fibre Architecture on the Tensile, Compressive and Flexural Behaviour of 3D Woven Composites. Composites Part A 2015,69, 195-207.
-
- 20. Wright, T.; Bechtold, T.; Bernhard, A.; Manian, A. P.; Scheiderbauer, M. Tailored Fibre Placement of Carbon Fibre Rovings for Reinforced Polypropylene Composite Part 1: PP Infusion of Carbon Reinforcement. Composites Part B 2019, 162, 703-711.
-
- Polymer(Korea) 폴리머
- Frequency : Bimonthly(odd)
ISSN 0379-153X(Print)
ISSN 2234-8077(Online)
Abbr. Polym. Korea - 2023 Impact Factor : 0.4
- Indexed in SCIE
 This Article
This Article
-
2021; 45(3): 414-420
Published online May 25, 2021
- 10.7317/pk.2021.45.3.414
- Received on Dec 9, 2020
- Revised on Jan 6, 2021
- Accepted on Jan 6, 2021
Services
- Full Text PDF
- Abstract
- ToC
- Acknowledgements
Introduction
Experimental
Results and Discussion
Conclusions
- References
Shared
Correspondence to
- Jaehyeung Park*
-
*Department of Bio-Fibers and Materials Science, Kyungpook National University, Daegu 41566, Korea
- E-mail: parkj@knu.ac.kr
- ORCID:
0000-0002-8255-5493
Hyecheon Building(Room 601), #354, Gangnam-Daero, Gangnam-Gu, Seoul 06242, Korea
TEL : 82-2-568-3860, 561-5203, 569-3860 FAX : 82-2553-6938 E-mail: polymer@polymer.or.kr