






- Effect of Immiscible Polymer in Improving the Reflectivity and Productivity of Polymer Blending Film Containing Polyethylene Terephthalate
Kweon Hyung Han*, **, Woo Nyon Kim*,†
 , and Juyoung Kim***,†
, and Juyoung Kim***,† *Department of Chemical and Biological Engineering, Korea University, Anam-dong, Seoul 02841, Korea
**SKC Advanced Technology R&D, 102 Jeongjaro, Jangan-Gu, Suwon, Gyonggi 16338,
Korea
***Department of Advanced Materials Engineering, Kangwon National University, Samcheok 25913, Korea- 폴리에틸렌 테레프탈레이트 블렌딩 필름의 반사율 및 생산성 향상에 있어서 비상용성 수지가 미치는 효과에 대한 연구
한권형*, ** · 김우년*,†
· 김주영***,† *고려대학교 화공생명공학과, **SKC 첨단기술중앙연구소, ***강원대학교 신소재공학과
Reproduction, stored in a retrieval system, or transmitted in any form of any part of this publication is permitted only by written permission from the Polymer Society of Korea.
Through basic studies of various resins, the most suitable resin was selected to improve the reflectivity and productivity in making white opaque polyethylene terephthalate film. Accordingly, oriented films were investigated through conventional blending experiments based on selected resin. First, the results showed that cyclic olefin copolymer (COC) and polyolefin elastomer (POE) were better than other materials (e.g., polymethyl methacrylate (PMMA), polylactic acid (PLA), and polyvinylidene fluoride (PVdF)) in improving properties through optical, thermal, and surface investigations. To observe the compatibilizing effect, high density polyethylene grafted maleic anhydride (HDPE-g-MAH) blended with polyethylene terephthalate (PET) and each selected resin as a compatibilizer. For the compatibilizing effect to reduce the size of the dispersed phase, 5 phr of HDPE-g-MAH was found as the most effective contents through mechanical and morphological studies. COC and POE were blended with PET at a ratio of 70:30, and the process of stretching was performed to identify the shape of the void that contributes to the improvement of the reflectance. Although POE showed better compatibilizing effect than COC through morphological, it was inferior to COC in the reflectance. Because POE was melted at PET film’s stretching temperature, the void contributing reflectance was not formed
폴리에틸렌테레프탈레이트(polyethylene terephthalate, PET) 블렌딩필름에 대해서 반사율과 생산성 향상을 위해 다양한 수지의 블렌딩을 진행하여 각각의 물성 연구를 진행하였다. 사이클릭올레핀 코폴리머(cyclic olefin copolymer, COC)와 폴리올레핀 엘라스토머(polyolefin elastomer, POE), 폴리메틸메타크릴레이트(polymethyl methacrylate, PMMA), 폴리락트산(polylactic acid, PLA) 및 폴리비닐리덴 플루오라이드(polyvinylidne fluroide, PVdF)의 광학적, 열적 및 표면 특성이 가장 우수하고 PET 필름의 생산성에 미치는 영향이 가장 적은 것이 COC와 POE로 판단하여 PET와 70:30으로 각각 블렌드하였다. 선택된 COC와 POE의 상용화 효과를 극대화하기 위해 high density graft maleicanhydride(HDPE-g-MAH)를 함량별로 COC와 POE에 PET와 블렌딩하고, 5 phr의 HDPE-g-MAH가 가장 효과적이며 이를 연신필름으로 제작하여 반사율을 확인하였을 때 COC를 블렌딩한 필름이 POE 블렌딩필름보다 약 30%가량 높은 반사율을 확인하였다. 이는 POE가 PET와 상용화 효과가 우수한 것으로 판단되나 이는 PET 필름의 연신 과정에서 POE가 PET의 연신온도에 녹아 동일 연신온도에서 동시에 연신되어 void(공극)이 형성되지 않아 반사율에 있어서 COC에 비해 열위한 것으로 사료된다
Reflectance of white opaque PET film is improved as light reflection occurs repeatedly due to the formation of several small voids. COC and POE were selected and COC and POE were blended with PET (70:30). To investigate, the compatibilizing effect is added to HDPE-g-MAH to the blending system. Although POE exhibits the most compatibilizing effect through morphological, surface and optical studies, it is inferior to COC in reflectance. This is due to the poor heat resistance of POE during the stretching process. Results confirmed that the void did not form.
Keywords: polymer blend, biaxially oriented white opaque film, cyclic olefin copolymer, polyolefin elastomer
The physical properties of a polyester film can be changed significantly after stretching due to the orientation of the polymer chains in polyester. Specifically, this orientation caused by stretching can lead to increase strength. However, orientation by stretching can only be used to achieve desired physical properties with high productivity when the stretching process is performed at an appropriate temperature and production rate. Thus, the optimization of these process conditions can be regarded as the core aspect of the technology.
Polyester films produced via stretching processing have gained popularity in food packaging and industrial insulation. The advent of liquid crystal display (LCD) televisions has also led to recent applications of polyester films in optics. As the use of polyester films expands, manufacturers are striving to advance the technology through the development of high value-added products. A novel polyester film where the phase difference is controlled by adjusting its optical properties via stretching has recently been developed and applied. Furthermore, white opaque films previously used for industrial applications, including graphics, have been placed at the bottom of the back-light unit of LCD televisions to enhance light efficiency.
The whiteness of a film for graphical applications is simply controlled by adding inorganic substances. However, it is difficult to maximize light efficiency with inorganic substances alone due to the necessity of light reflection. Studies aiming to increase reflectance for LCD television applications have proposed a combination of polymer blending and stretching to increase light efficiency. Specifically, incompatible resins have been added to widen the interface between polyester and incompatible resin, thereby forming voids during stretching. If the improved reflectance of the film was attributed solely to the differences in refractive index between the existing inorganic material and polyester resin, the medium through which light passes due to these voids maximizes the reflectance. Thus, the addition of the incompatible resin and void air layer lead to enhanced reflectance. However, if this were the case, the distinct refractive indices of the incompatible resin and void air layer would also contribute to this reflectance improvement mechanism.
Several factors should be considered in selecting an incompatible resin. First, the air layer formed by stretching contributes to the improvement of the film’s physical properties. However, this air layer can also negatively affect productivity as it may lead to breakage, or lower yield if the stress caused by stretching is concentrated within the air layer. To prevent stress from being concentrated on the upper layer, the size of the incompatible resin domains must be reduced to widely distribute the stress generated during stretching. Furthermore, the optical properties of the incompatible resin must be taken into account. Specifically, the resin should offer a large difference in refractive index compared to the polyester, according to Snell’s law, will maximize the amount of reflected light.1-4
The most important factor to consider in the development of these novel films is heat resistance. Heat resistance can be interpreted in multiple ways. One aspect is dimensional stability, which can be expressed as heat shrinkage. The degree of contraction of a polyester film is typically assessed after heating at 150 oC for 30 min. The stress generated during stretching is restored while the film is heated, which can affect the degree of contraction. Severe shrinkage can lead to a deformed appearance, which causes issues during post-processing (e.g., coating). In general, the stretching temperature of the polyethylene terephthalate (PET) film is approximately 100 oC. When it is stretched at this temperature, the shape of the dispersed phase must be maintained. That is, the spherical shape of the dispersed phase must be maintained to enable phase separation to occur naturally at the interface with PET. Thus, an incompatible resin with a high glass transition temperature should be used to avoid deformation. Another important aspect of heat resistance is extrusion stability. Thermal degradation should not occur if the film is exposed to 280 oC when the continuous phase is PET resin, as this is the typical extrusion temperature of PET. Therefore, an incompatible resin susceptible to thermal degradation below 280 oC would compromise the film’s mechanical properties and long-term production stability.
In our previous study, results demonstrated that the reflectivity of white opaque film can be increased using compatiblizers in the PET and polyphenylene ether (PPE) blend system. The effect of the compatibilizer is that the dispersed phase has a narrow distribution in those blending system, so that the stress of the stretching is not concentrated in the void layer generated during stretching, thereby improving productivity and reflectivity.5,6
Our previous study also focused on the effect of the compatibilizer for each resin, and this study aimed to select of an appropriate incompatible resin and optimize the size of the dispersed phase to maximize the reflectance. The selection of the incompatible resin was achieved by optimizing the physical properties and processability of the film, and was based on experimental data. The resins evaluated in this study included polymethyl methacrylate (PMMA),7,8 polylactic acid (PLA),9,10 cyclic olefin copolymer (COC),11-14 polyolefin elastomer (POE)15-17 and polyvinylidene fluoride (PVdF).18,19 These resins were selected to determine the best resin through evaluation of the basic physical properties and heat resistance. Subsequently, this study optimized the size of the disperse phase using the previous research method, and repeatedly reflected light by creating several small voids through the stretching process to maximize the reflectance.
Materials. This study investigated the basic properties of PET and each resin, namely COC, POE, PVdF, PLA, and PMMA. PET resin was supplied by SKC Co., Ltd (Korea). COC resin is an olefin resin with a polyethylene (PE) base, but has a superior heat resistance compared to olefin obtained due to copolymerization with norbornene. COC resin (6013F-04 grade) with a melt index (M.I.) of 0.1 g/10 min (190 oC, 2.16 kg) was purchased from TOPAS (Japan). POE resin has a PE base, but exhibits improved elastic properties due to copolymerization with butene. POE resin (DF8200 grade) with a M.I. of 18 g/10 min (190 oC, 2.16 kg) and was purchased from Mitsui Chemical (Japan). PVdF resin is a fluorine resin with strong weather resistance. PVdF resin (Kynar 720 grade) with a M.I. of 10 g/10 min (230 degrees/5 kg) was purchased from Arkema (France). PLA resin has a biodegradability and low refractive index. PLA resin (4032D grade) with a M.I. of 7 g/min (210 oC , 2.16 kg) was purchased from Natureworks (USA). PMMA resin has a low refractive index and excellent optical performance. PMMA resin (IF850 grade) with a M.I. of 12.4 g/10 min (230 oC/3.8 kg) was purchased from LG Chemical (Korea). The compatibilizer was FUSABOND e100 grafted with maleic anhydride (MAH) in high-density polyethylene (HDPE).
Investigation of Basic Properties by Resin. Samples were Prepared Using Resin: PET, PLA, and PMMA required drying due to hygroscopicity, and were dried in a vacuum oven at 100 oC for 12 h. Each resin (i.e. PET, COC, POE, PVdF, PLA, and PMMA) was hot pressed to produce a film-type specimen (thickness = ~100 μm). The hot press temperature was determined according to the melting point of each resin, namely 280 oC for PET, 250 oC for COC and POE, and 230 oC for PVdF, PLA, and PMMA.
Contact Angle Measurement: The contact angle of the resin films was measured to approximate the miscibility of PET, where a KRUSS K 100 contact angle measuring device (Germany) was used.
Refractive Index Measurement: The basic optical properties of the resin films were evaluated based on the refractive index and measured using an ATAGO ABBE refractometer.
Thermal Properties: The basic heat resistance of the resin films was evaluated based on thermogravimetric analysis (TGA) conducted using a Q500 TA instrument (USA). The films were measured under isothermal conditions of 280 oC for 1 h, where the mass loss was recorded.
Selection of Appropriate Resin: Based on the miscibility, heat resistance, and optical properties, COC and POE were selected as the best resins for achieving good reflectance when blended with PET to produce a film.
Blend Preparations. PET was dried in a vacuum oven at 100 oC for 12 h. The COC and POE resins were blended with PET at a blending ratio of 70% PET with 30% COC or POE. The HDPE-g-MAH compatibilizer was added at concentrations of 1, 3, 5, and 7 phr to the PET/COC and PET/POE blends. A twin-screw extruder placed on a laboratory scale was used for extrusion, where the temperatures were 240 oC in the feeding zone and 280 oC in the barrel zone, and the rotation speed of the screw was 100 rpm.
Preparation of Blended Films. The blended raw materials were dried in a vacuum oven at 100 oC for 6 h. A single screw extruder with feeding and metering zones was used to produce non-oriented sheets using a 300 mm slit die at temperatures between 220 and 280 oC. The non-oriented sheets were cut into 90×90 mm samples. The samples were stretched by 300% in the machine and transverse directions at 100 oC using a laboratory-scale stretching machine (Toyoseiki X-10H; Japan).
Morphology. Scanning electron microscopy (SEM; JSM-6701F of JEOL, Japan) was performed to evaluate the state of the dispersed phase in the blended sample and the oriented film. The samples were sectioned using liquid nitrogen before imaging at an accelerating voltage of 15 kV.
The surface roughness was evaluated using Kosaka Laboratory’s Digital ET4000, where the arithmetic mean height (Ra) was calculated.
Mechanical Properties. The tensile strength of the blended films was measured before stretching to investigate the effect of the compatibilizer. A universal testing machine (UTM Insteon 5566A, USA) was employed, and the mean value based on five samples was used according to the ASTM D-638 standard. The oriented film was evaluated using the same equipment according to the ASTM D-882 standard, where the mean value based on five samples was used.
Optical Properties of Oriented Blended Film. The reflectance of the blended film was measured using a colorimeter (Ultrascan PRO300, Hunterlab, USA). The reflectance measurements were conducted from 400 to 800 nm, corresponding to the visible light region.
Density of Drawn Blended Film. The relative density of the oriented films was measured to evaluate void formation. The relative density was measured using a density kit (XPR/XSR-Ana) from Mettle Toledo (USA).
Resin Selection for Void Formation in PET Blended Films. Contact Angle: The contact angle was measured to determine the miscibility of each resin with the matrix PET resin. Wu et al. indicates that a larger difference in contact angles is indicative of higher interfacial tension increases, which suggests reduced miscibility.20 Therefore, a larger difference in contact angle compared to PET indicated that the resin was immiscible. This immiscibility promotes the formation of voids, even under a small amount of stress during stretching. The contact angles were ~58o for PET, ~71o for PLA, ~89o for COC, ~75o for PMMA, ~86o for POE, and ~98o for PVdF (Figure 1). Thus, PVdF was expected to result in the greatest void formation during blending with PET, followed by COC, POE, PMMA, and PLA.
Refractive Index: According to Snell’s law, a higher difference in refractive index leads to increased reflectance.1 The largest difference in the refractive index compared to PET (1.66) was PVdF (1.42), followed by POE (1.44), PMMA (1.46), PLA (1.46) and COC (1.52) (Table 1). Therefore, the resin with the best refractive index to optimize void formation was PVdF, as demonstrated in the contact angle measurement.
Thermal Properties: The amount of mass loss during TGA was measured at 280 oC for 1 h to determine the material’s thermal stability at the typical extrusion temperature for PET (Figure 2). A larger mass reduction result leads to decreased molecular weight of each resin, which can compromise the mechanical properties. Furthermore, the stability during stretching can be affected due to uneven mass distribution. The reduction in mass is caused through vaporizing during extrusion, and occurs inside the die. The vapor is ejected as gas during die casting, which can affect the extrusion process. As heat resistance is the most important factor to ensure stable processing, and should be prioritized over refractive index and contact angle to avoid issues during mass production. Hence, an optimized combination of process and physical properties should be used. The mass of PET was maintained at 99.8% after exposure to 280 oC for 1 h, giving an actual mass reduction of 0.2%. Similarly, the mass of COC and POE was maintained at 99.9% (0.1% mass reduction), while the mass of PLA was maintained at only 30.4% (69.6% mass reduction). The mass of PMMA was maintained at 97.7% (2.3% mass reduction), and the mass of PVdF was maintained at 98.5% (1.5% mass reduction). Thus, POE and COC exhibited similar mass reduction to PET, while the other resins are expected to suffer from the issues associated with low heat resistance during film extrusion.
Selection of Optimal Resin: COC and POE were the most stable resins with good properties to enhance reflectance without affecting film fabrication during blending and stretching with PET. Although PVdF exhibited a superior contact angle and refractive index, COC and POE offered superior processability. Consequently, this study focused on COC and POE to achieve optimal reflectance for mass production.
Blend of Each Resin with PET. Morphology: Cross-sectional SEM images of the PET/COC sample (70:30 blend) with varying contents of the HDPE-g-MAH compatibilizer (1, 3, 5, and 7 phr) revealed that the domain size of COC was 14.2 µm without compatibilizer (Figure 3(a)). The addition of 1, 3, 5, and 7 phr compatibilizer reduced the domain size to 5.4, 3.5, 2,5, and 3.2 µm, respectively (Figures 3(a) - 3(e)). This substantial decrease in domain size of COC was attributed to a decrease in the interfacial tension between PET and COC due to the compatibilizer. A similar result was observed in the PET/POE blend, where the POE domain size was 12.9 µm when no compatibilizer was added (Figure 4(a)). The domain size rapidly decreased to 4.8, 3.1, 1.0, and 1.4 µm at compatibilizer concentrations of 1, 3, 5, and 7 phr, respectively (Figures 4(a)-4(e)).
The lower interfacial tension between PET and POE or COC achieved with compatibilization was attributed to the formation of a chemical link at the end group of PET via a reaction between HDPE-g-MAH and the anhydride group of the carboxylic acid of PET.21 Furthermore, the domain size of COC was larger than POE despite using the same compatibilization approach. The bulky norbornene group bound to the PE base of COC was partially miscible with PE of HDPE-g-MAH11, while the butene or octene groups bound to the PE base of POE was miscible with that.
Tensile Strength: The mechanical strength of the PET/COC and PET/POE blend samples was evaluated to confirm the compatibilization effect observed in the cross-sectional SEM images. The strength of the PET/COC and PET/POE blend samples was maximized at 5 phr HDPE-g-MAH (Figure 5). This result was consistent with the SEM observations and was attributed to the increased interfacial adhesion as the interfacial tension decreased due to the reaction between the carboxylic acid of PET with the anhydride of the compatibilizer.21, 22
Drawing of Blended Samples. Morphology
: SEM micrographs of the surface of the oriented films revealed a similar morphology to a previous report by Ito et al.4 (Figures 6 and 7). The previous study suggested that the surface characteristics of an oriented film are affected by the domain size of the dispersed phase. The surface state of the PET/POE blend sample was smooth compared to the PET/COC blend sample. The surface roughness measurements quantitatively confirmed this difference, where the surface roughness of the PET/COC blend film was 3.41 µm, while the PET/POE blend film was 1.51 µm (Figure 7). These results were consistent with those of our previous study.5,6
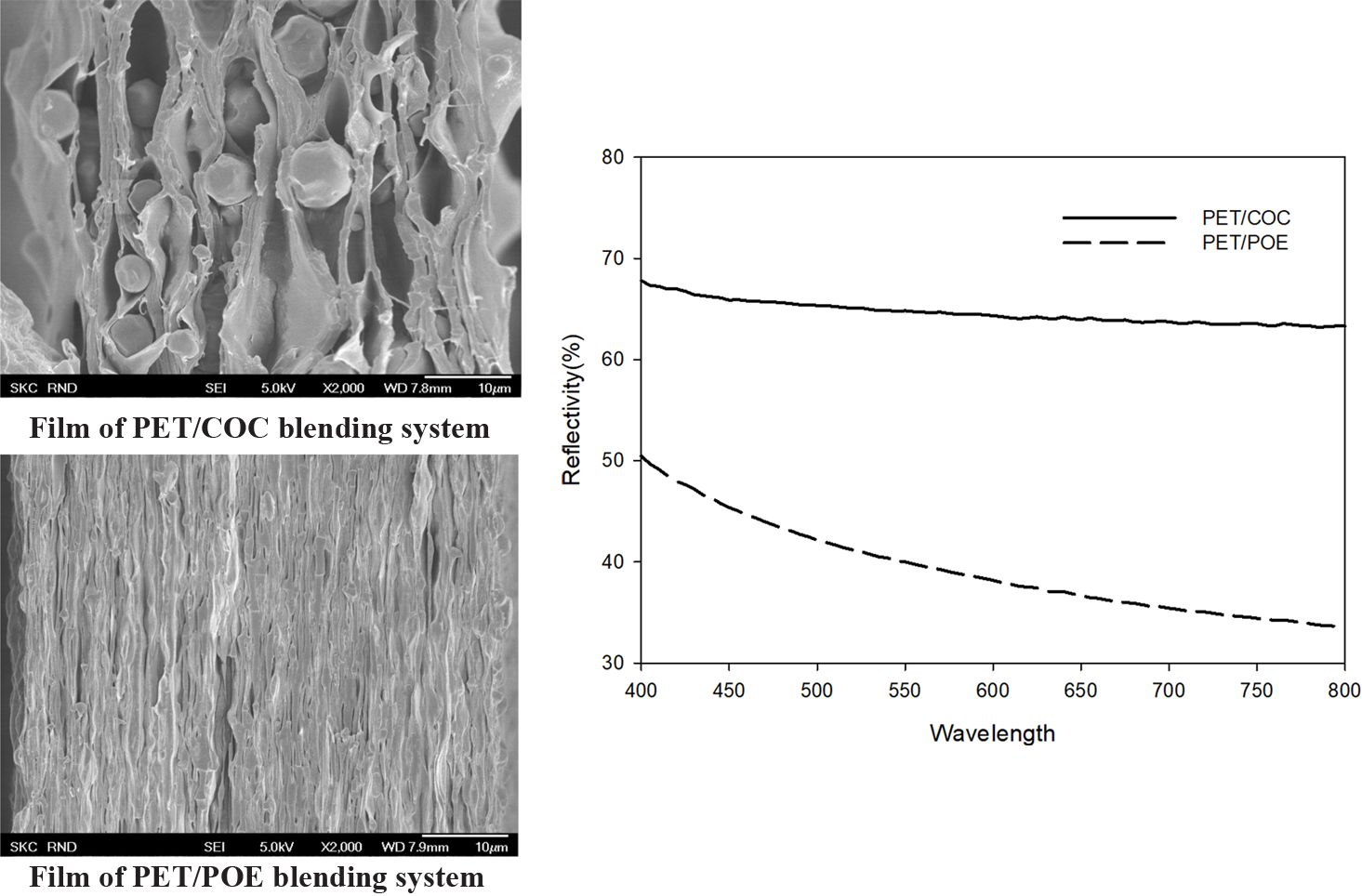
The cross-sectional SEM micrographs of the oriented films were used to confirm the formation of voids, which is the factor that most influences reflectance (Figure 8). The PET/COC blend film exhibited an average void diameter of 3.5 µm, while the PET/POE blend film exhibited no void formation. This was attributed to the stretching conditions, where a PET film is typically stretched at a temperature of 100 oC or higher. The shape of the COC domains was maintained during stretching at 100 oC, which led to interfacial separation during stretching of the surrounding matrix. Voids formed due to the stress of stretching at the interfaces between the COC domains and the PET matrix. However, the melting point of POE is ~80 oC, thereby imparting the same stretching characteristics as PET at 100 oC. Consequently, the POE domains in the PET/POE blend sample were stretched along with the surrounding matrix at this temperature, thus preventing phase separation and subsequent void formation.4-6
Optical and Physical Properties: The reflectivity at 550 nm was 64.8% for the PET/COC blend film and 39.9% for the PET/POE blend film (Figure 9). This result is consistent with the morphology observed in the cross-sectional SEM images (Figure 8), where the large difference in reflectivity was attributed to void formation in the PET/COC blend film.4-6
Relative density in blended films is dependent on the blending ratio, where the relative density increases as the content of the polymer with high relative density also increases. The relative densities of COC and POE are 1.02 and 0.88, respectively, while the relative density of PET is 1.40. Thus, a higher PET content will lead to a higher relative density. The relative density of the PET/COC blend film was 1.22 before stretching and 0.802 after stretching (Figure 10). Further, the relative density of the PET/POE blend sample was 1.18 before stretching and 1.14 after stretching. Thus, there was a greater change in the relative density of the PET/COC blend sample after stretching due to the formation of voids, while the PET/POE blend sample with no voids exhibited a slight change. These results confirmed the void effect, where the relative density decreased due to stretching of the numerous voids in the PET/COC blend film, which led to enhanced reflectance.
The transparency measurements of the films demonstrated that the PET/COC blend film had a higher reflectivity and reflected more light than the PET/POE blend sample (Figure 11). In turn, the concealment property of the PET/COC blend film was increased.

|
Figure 1 Measurement of contact angle: (a) polyethylene terephthalate; (b) polylactic acid; (c) cyclic olefin copolymer; (d) polymethyl methacrylate; (e) polyolefin elastomer; (f) polyvinylidene fluoride. |

|
Figure 2 Mass loss of each resin for 1 h at 280 o C; (●) polyethylene terephthalate; (○) polymethyl methacrylate; (▼) polylactic acid; (△) polyolefin elastomer; (■) polyvinylidene fluoride; (□) cyclic olefin copolymer. |

|
Figure 3 Scanning electron micrographs of the PET and COC (70/
30 wt%) blends with (a) 0 phr; (b) 1 phr; (c) 3 phr; (d) 5 phr; (e)
7 phr of HDPE-g-MAH. |

|
Figure 4 Scanning electron micrographs of the PET and POE (70/
30 wt%) blends with (a) 0 phr; (b) 1 phr; (c) 3 phr; (d) 5 phr; (e)
7 phr of HDPE-g-MAH. |

|
Figure 5 Tensile strength with the amount of compatibilizer contents (HDPE-g-MAH): (○) PET/COC blending system; (▽) PET/ POE blending system |

|
Figure 6 Scanning electron micrographs of biaxially oriented white
opaque PET blended film surfaces with 5 phr of HDPE-g-MAH: (a)
PET/COC; (b) PET/POE. |

|
Figure 7 Measurements of the surface roughness of biaxially oriented white opaque PET blended film surfaces with 5 phr of HDPEg-MAH: (a) PET/COC; (b) PET/POE. |

|
Figure 8 Scanning electron micrographs of cross-sectional surface
of biaxially oriented white opaque PET blended film surfaces with
5 phr of HDPE-g-MAH: (a) PET/COC; (b) PET/POE. |

|
Figure 9 Reflectivity of biaxially oriented white opaque PET
blended film surfaces with 5 phr of HDPE-g-MAH: Solid line PET/
COC, dotted line PET/POE. |

|
Figure 10 Changes in density through drawing process of biaxially
oriented white opaque PET blended film surfaces with 5 phr of
HDPE-g-MAH: (a) PET/COC; (b) PET/POE. |

|
Figure 11 Measurement of the real concealment of biaxially oriented white opaque PET blended film surfaces with 5 phr of HDPEg-MAH: (a) PET/COC; (b) PET/POE. |

Incompatible resins with excellent reflectivity and processability properties for PET film production were selected based on the analysis of various important optical and thermal properties related to PET reflective films. The difference in refractive index from PET was confirmed using optical analysis, and miscibility was assessed based on contact angle analysis. Resins with stable thermal properties at the extrusion temperature of PET (280 oC) were identified using TGA analysis. COC and POE were selected based on superior heat resistance, which has the greatest influence on mass production stability, and were used in the blending and film production experiments.
Blending experiments were conducted according to procedures established in our previous experiments to assess the effects of the compatibilizer, which increased the interface area between the resin domains and PET matrix. The larger number of smaller domains facilitated the formation of more voids during stretching. COC and POE have PE backbones, which allowed for the compatibilization effect, and film production was optimized based on the smallest domain size achieved at 5 phr HDPE-g-MAH. As the domain size of POE was smaller than that of COC, the surface roughness of the film surface was lower, leading to a smoother surface. However, the blended film containing the smaller POE domains exhibited lower reflectance. This was attributed to POE stretching with the PET film during stretching at ~100 oC, thereby inhibiting void formation due to the lack of phase separation. Furthermore, the dispersed POE phase melted at this temperature, resulting in poor reflectance.
- 1. Hecht, E. Optics; 5th ed.; Pearson Education, England, 2016.
- 2. Nevalainen, K.; MacKerron, D. H.; Everall, N. J. The Microstructure of a Polyethylene Terephthalate Matrix Near to a Void Under Uniaxial Draw.J. Mater. Chem. Phys. 2007, 101, 103-111.
-

- 3. Optical Properties of Polymers; Meeten, G. H. Ed.; Elsevier: London/New York, 1986.
- 4. Ito, K.; Nonomura, C.; Yamashita, K.; Suzuki, T.; Chinwanitcharoen, C.; Yamada, T.; Ishihara, H. Analysis of Surface Structure with Regard to Interfacial Delamination in Polyester Films with Incompatible Polymers. J. Appl. Polym. Sci. 2004, 92, 1243-1251.
-
- 5. Han, K. H.; Jang, M. G.; Juhn, K. J.; Kim, W. N. The Effects of Compatibilizers on the Morphological, Mechanical, and Optical Properties of Biaxially Oriented Poly(ethylene terephthalate)/Syndiotactic Polystyrene Blend Films. Macromol. Res. 2018,26, 254-262.
-
- 6. Han, K. H.; Kim, W. N.; Kim, J. Y. Effects of Compatibilizers in Void Formation: Biaxially-Oriented Polyethylene Terephthalate/Polyphenylene Ether Blend Film. Macromol. Res. 2020, 28, 605-614.
-
- 7. Ali, U.; Abd Karim, K. J. B.; Buang., N. A. A Review of the Properties and Applications of Poly(Methyl Methacrylate) (PMMA). Polym. Rev. 2015, 55, 678-705.
-
- 8. El-Bashir, S. M.; AlSalhi, M. S.; Al-Faifi, F.; Alenazi, W. K. Spectral Properties of PMMA Films Doped by Perylene Dyestuffs for Photoselective Greenhouse Cladding Applications. Polymers 2019, 11, 494-504.
-
- 9. Scaffaro, R.; Maio, A.; Sutera, F.; Gulino, E. F.; Morreale, M. Degradation and Recycling of Films Based on Biodegradable Polymers: A Short Review. Polymers 2019, 26, 651-671.
-
- 10. Lee, J. B.; Lee, Y. K.; Choi, G. D.; Kim, W. N. Compatibilizing Effects for Improving Mechanical Properties of Biodegradable Poly(Lactic Acid) and Polycarbonate Blends. Polym. Degrad. Stab. 2011, 96, 553-560.
-
- 11. Lamnawar, K.; Maazouz, A. Rheological, Morphological, and Heat Seal Properties of Linear Low Density Polyethylene and Cyclo Olefine Copolymer (LLDPE/COC) Blends. J. Appl. Polym. Sci. 2010, 116, 2015-2022.
-
- 12. Kolarík, J.; Kruliš, Z.; Šlouf, M. High-density Polyethylene/Cycloolefin Copolymer Blends. Part 1: Phase Structure, Dynamic Mechanical, Tensile, and Impact Properties. Polym. Eng. Sci. 2005, 45, 817-826.
-
- 13. Taglialatela, S.; Boragno, L.; Losio, S.; Limbo, S.; Castellano, M. Modulation of Barrier Properties of Monolayer Films from Blends of Polyethylene with Ethylene-co-norbornene. J. Appl. Polym. Sci. 2011, 121, 3020-3027.
-
- 14. Chiu, H. T.; Chuang, C. Y. Mechanical Properties and Compatibility of Sulfonated Poly(Ethylene Terephthalate)/Cyclic Olefin Copolymer/Maleic Anhydride-Grafted Polyethylene-Octene Elastomer. Polym. Plast. Tech. Eng. 2008, 47, 649-654.
-
- 15. Lopez-Manchado, M. A.; Spunar, R.; Quijada, R. Behavior of Poly(Ethylene-co-olefin) Polymers as Elastomeric Materials. J. Appl. Polym. Sci. 2004, 92, 3008-3015.
-
- 16. Androsch, R. Melting and Crystallization of Poly(Ethylene-co-octene) Measured by Modulated D.S.C. and Temperature-resolved X-ray Diffraction. Polymer 1999, 40, 2805-2812 .
-
- 17. Francisquetti, E. L.; Pistor, V.; Fiorio, R.; Jacobi, M. Evaluation of Mechanical Properties and Physical Interactions of a Ternary Blend of Poly(Ethylene-co-octene)/Poly(ethylene-co-vinyl acetate)/Poly(vinyl chloride) in the Molten State. J. Appl. Polym. Sci. 2013, 129, 1117-1123.
-
- 18. Lee, J. G.; Kim, S. H.; Kang, H. C.; Park, S. H. Effect of TiO2 on PVDF/PMMA Composite Films Prepared by Thermal Casting. Macromol. Res. 2013, 21, 349-355.
-
- 19. Lee, J. G.; Kim, S. H. Structure Development of PVDF/PMMA/TiO2 Composite Film with Casting Conditions. Macromol. Res. 2011, 19, 72-78.
-
- 20. Wu, S. Polymer Interface and Adhesion; Marcel Dekker Inc.: New York, 1982.
- 21. Modern Polyesters: Chemistry and Technology of Polyesters and Copolyesters; Scheirs, J., Long, T. E. Eds.; John Wiley & Sons Ltd.: Chichester, England, 2003.
-
- 22. Jang, M. G.; Lee, Y. K.; Kim, W. N. Influence of Lactic Acid-grafted Multi-walled Carbon Nanotube (LA-g-MWCNT) on the Electrical and Rheological Properties of Polycarbonate/Poly (lactic acid)/ LA-g-MWCNT Composites. Macromol. Res. 2015, 23, 916-923.
-
- Polymer(Korea) 폴리머
- Frequency : Bimonthly(odd)
ISSN 0379-153X(Print)
ISSN 2234-8077(Online)
Abbr. Polym. Korea - 2023 Impact Factor : 0.4
- Indexed in SCIE
 This Article
This Article
-
2021; 45(3): 363-371
Published online May 25, 2021
- 10.7317/pk.2021.45.3.363
- Received on Nov 8, 2020
- Revised on Mar 1, 2021
- Accepted on Mar 1, 2021
Services
Shared
Correspondence to
- Woo Nyon Kim*, and Juyoung Kim***
-
*Department of Chemical and Biological Engineering, Korea University, Anam-dong, Seoul 02841, Korea
***Department of Advanced Materials Engineering, Kangwon National University, Samcheok 25913, Korea - E-mail: kimwn@korea.ac.kr, juyoungk@kangwon.ac.kr
- ORCID:
0000-0003-1946-3737, 0000-0002-4026-9034
Hyecheon Building(Room 601), #354, Gangnam-Daero, Gangnam-Gu, Seoul 06242, Korea
TEL : 82-2-568-3860, 561-5203, 569-3860 FAX : 82-2553-6938 E-mail: polymer@polymer.or.kr