






- Fire Behaviors of Multilayer Latex Foam Coated by Thin Surface Fabric under Bottom Ventilation Conditions
Yiming Shen, Kai Zhang*, Dongmei Huang†
 , Chaoyi Wang, Chen Chen, De Li, and Long Shi**,†
, Chaoyi Wang, Chen Chen, De Li, and Long Shi**,† College of Quality and Safety Engineering, China Jiliang University, Hangzhou, Zhejiang, 310018, China
*Economic Technology Research Institute of the State Grid in Zhejiang Province, Hangzhou, Zhejiang, 310016, China
**Civil and Infrastructure Engineering, School of Engineering, RMIT University, Melbourne 3004, Australia- 바닥 환기 조건에서 얇은 표면 직물로 코팅된 다층 라텍스 폼의 화재 거동
The latex mattress is usually accompanied by fire risk due to its coating material and multi-layer structure. The fire behaviors of multi-layer (with a total thickness of 5 cm) latex foam coated with different fabric layer under bottom ventilation conditions were investigated experimentally. Experimental results showed that fabric coated on the surface of the multi-layer sample could significantly affect the fire behaviors. The combustion duration and peak mass loss rate of single layer sample were obtained 30% shorter and 25% larger than that of the coated samples, respectively. The effects of blending coated from the latex foam surface on the fire behaviors were found larger than those from the cotton coated sample. The total combustion duration and average fuel regression rate of cotton coated samples reduced by 34%, 43.2% when compared to those of the blending coated samples, respectively. With the increase of the number of latex foam layers, the fuel regression rate in the depth direction of the sample increases.
The fire behaviors of multi-layer (with a total thickness of 5 cm) latex foam coated with different fabric layer under bottom ventilation conditions were investigated experimentally. Experimental results showed that fabric coated on the surface of the multi-layer sample could significantly affect the fire behaviors. The effect of the cotton fabric coat on combustion performance was greater than that of the blending coated one.
Keywords: latex foam, surface coated, flame height, fire behaviors
This work was supported by National Key R&D Program of China [grant numbers 2018YFC 0810600], National Natural Science Foundation of China [grant numbers 51976205] and Natural Science, Foundation of Zhejiang Province of China [grant numbers LY17E060004] and Natural Science and technology projects of Zhejiang Provincial [grant numbers 2018C01031].
The good elasticity, permeability, and excellent mechanical properties of latex foam1,2 make its products popular and widely used in daily lives. Synthetic latex included styrene-butadiene rubber latex (SBR), polybutadiene latex, nitrile rubber latex (NBR), chloroprene latex, and so on.3-5 When a fire occurs, the latex foam will quickly burn and release lots of heat and toxic fumes due to its chemical properties and special cell structure.6-9 This will promote the spread of the fire and have a great impact on human evacuation, especially in the condition of ventilation, the combustion process of latex foam is more intense.8,10,11
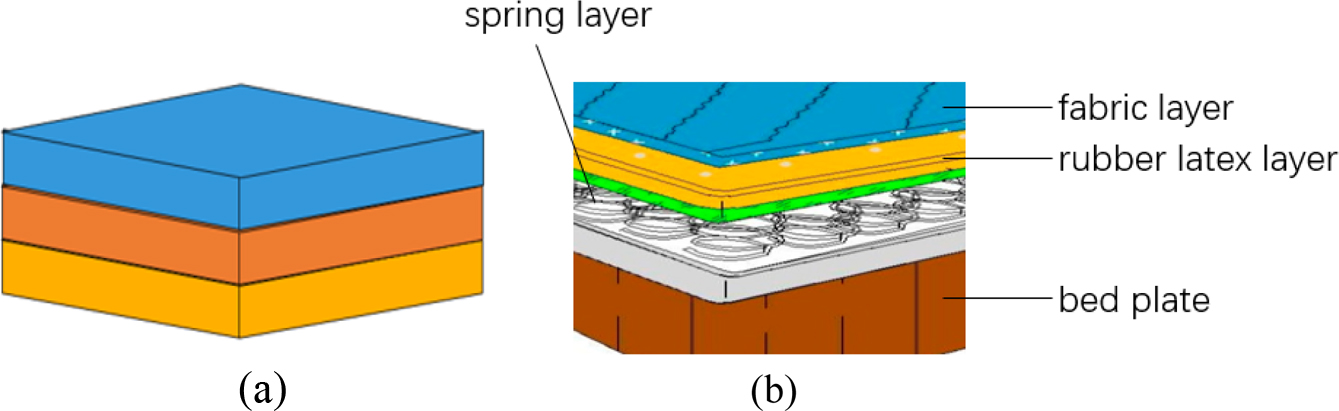
Latex foam is one of the major fill materials in producing upholstered furniture, such as a mattress, sofa, office chair, and so on. Take mattress as an example, from the compose of latex foam, a latex mattress can be divided into full latex mattress with the thickness of 20-25cm and single layer latex foam coated mattress. The full latex mattress refers to the latex as the material of the whole mattress, without adding any metal or other material frame and support. The spring latex mattress is based on the spring, and then a 1-10cm thickness latex layer is coated on the surface (as shown in Figure 1).
In our daily life, latex upholstered furniture usually coated with a thin layer fabric on the surface, forming a multi-layer structure. The multi-layer filler and the thin surface fabric made the structure have a very complex fire behavior. And as the main fuel in our residences and offices, it is important to understand the fire behaviors of the latex upholstered furniture to provide a theoretical basis for prevention and control fire and human evacuation.
In recent years, lots of studies have been done on furniture fires. Such as testing methods,12,13 flame retardant material,14,15 numerical simulation,16,17 and the smoldering.18,19 For example, Martini et al.20 made the combustion performance experiment of different materials inter-liners for upholstered furniture. A great deal of research has been done on the fire behavior of polyurethane foam,21-24 which provides a reference for the study of fire caused by furniture.
As for multi-layer combustible structures, people have focused on cross-laminated timber panels. The fire resistance of cross-laminated timber panels mainly depends on the number of layers and their thickness, adhesives used in the production process.12,25,26 Wang et al.27 indicated that the fireproof performance of cross-laminated timber panels were depended on the thickness of the first layer and the carbonation rate. And the flexural capacity of the 3-layer plate is higher than that of a 5-layer plate under load.
Henek et al.26 proposed a new evaluation method for evaluating load-bearing fences made of CLT panels without using an internal flame retardant lining to ensure that the fire resistance reaches the level required by european standards.
In our previous studies,8,10,11,28-32 it was found that in the absence of surface fabric cottage, the multilayer latex foam has a higher average burning height of 28.3%, a shorter combustion duration of 100 s, a surface flame spread rate of 31.2% and a higher fuel regression rate in the thickness direction of 43.4% compared to a single layer latex foam. In contrast, it can be found that the stacking sequence of multilayer latex foam has little effect on the fire behavior, and the maximum flame height is mainly determined by the quality of the samples.11 The surface fabric has a significant effect on the fire behaviors not only in the ignition process but also during the combustion process in the calorimeter experiment. For example, the natural fabric (hemp, cotton, silk, and cashmere) is 17.2% less than that of synthetic fabric (blended and polyester fiber), and the total burning duration of natural fabric is 22.6% more than that of synthetic fabric.32 As the situation in real life is often more complex, we need to conduct more in-depth research.
In this study, the multi-layer (three layers, four layers, five layers) latex foam (total thickness of 5cm) coated with two kinds of fabric (cotton and blended) were investigated. For comparison, a 5cm thickness latex foam was also tested. The fire behaviors, such as flame height, temperature, mass loss rate, and fuel regression rate, were analyzed. The results can also provide a theoretical basis for fire risk assessment of related furniture.
|
Figure 1 Latex mattress structure for (a) full latex mattress; (b) single layer latex foam coated mattress. |
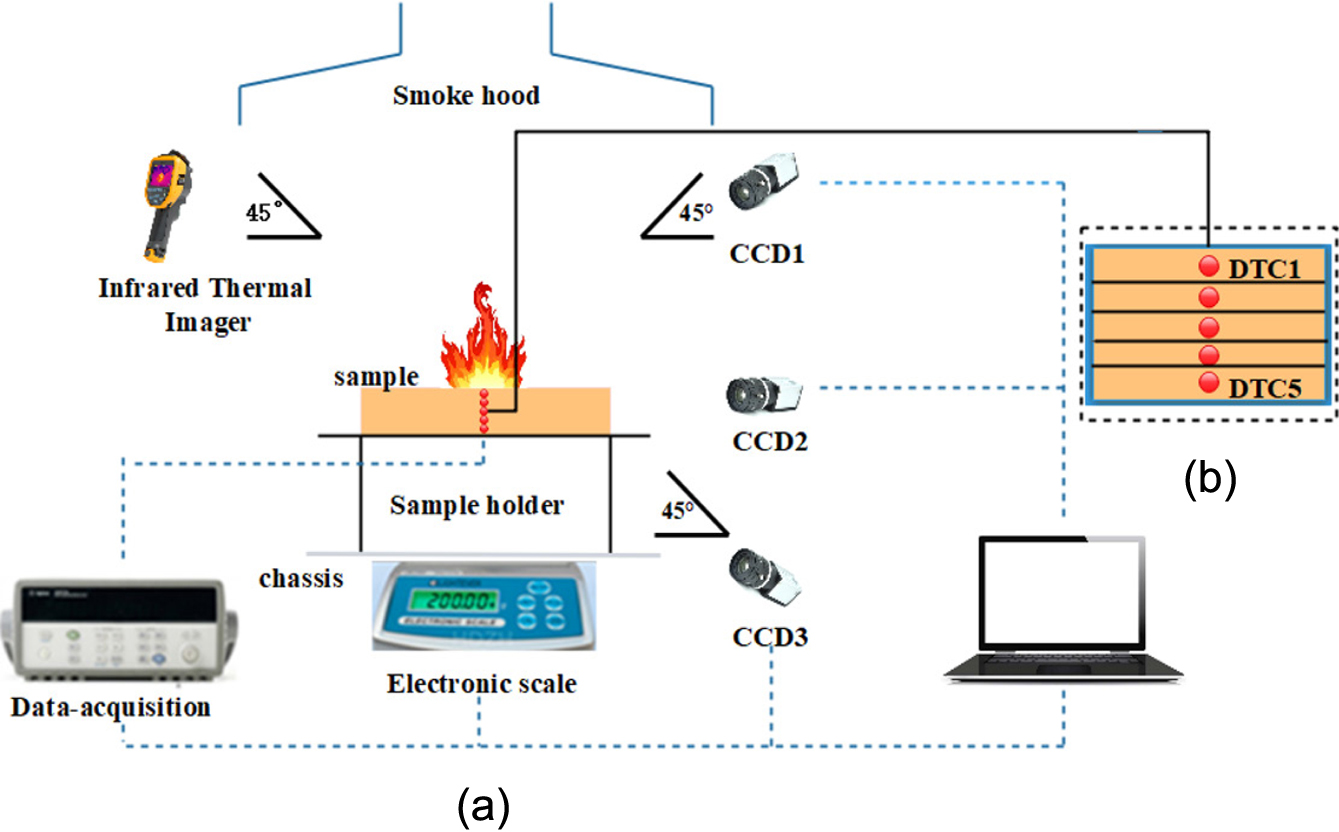
Experimental Set-up. The experimental platform and the measurement system is shown in Figure 2. It is mainly composed of three parts: experimental platform, smoke exhaust system, and data acquisition system. The experimental platform consists of the sample holders, heat insulation asbestos board, and test sample. The sample holder size is 0.5m long×0.5m wide×0.3m high. A low carbon steel wire mesh with a hole diameter of 0.015m and a size of 0.5×0.5m2 was placed on the sample holder to support the sample and form a good bottom ventilation condition. A 0.7×0.7×0.005m3 dimensional asbestos insulation board placed below the sample and above the electronic balance to protect the electronic balance from fire damage. The smoke exhaust system consists of a collection smoke coat with a size of 2.0×3.0m2 and a smoke exhaust pipe with a size of 0.4m. The data acquisition system includes an electronic balance, data acquisition instrument (Agilent 34908A multi-channel data acquisition module), 0.5mm diameter K-type armored thermocouple, infrared thermal imager (Fluke Ti401Pro, FLUKE, USA), industrial cameras, and computers.
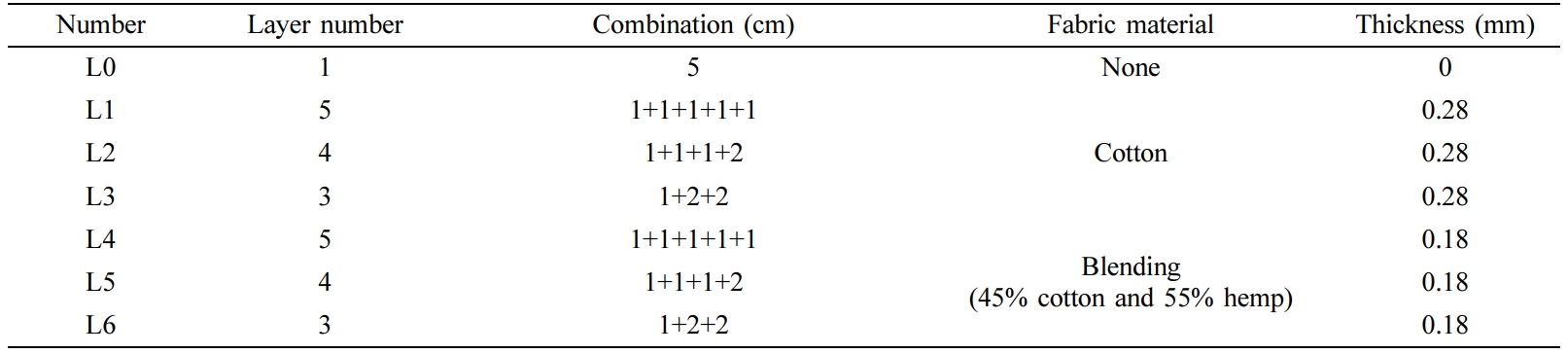
Samples. The 5 cm thickness latex foam and two types of fabrics were used in the test. The test scenarios are shown in Table 1. All the materials were supplied by local companies. Following the practices, different layers of the sample were simply put together without using an adhesive or the related. The structure of the multi-layer sample is shown in Figure 2(b). The multi-layer latex foam is coated by the fabric for all the surfaces.
The ignition source used in the tests was an electronic igniter, which adopted liquid n-butane (C4H10) as fuel. The ignition location was in the center of the top surface. And before the experiment, all the tested samples were placed in an environment of 40°C for 24 h to exhaust the moisture inside. Each scenario was repeated once.
Measurement. Thermocouples with 0.5mm diameter at a measurement frequency of 1Hz named DTC1-DTC5 were placed at the center of the sample along the vertical direction with the internal of 1cm, as shown in Figure 2(a). Three 25 FPS CCD cameras (above the sample (CCD-1), parallel (CCD-2), and below (CCD-3) were used to record the whole experiment process. The flame height and flame front position were recorded by CCD-2 and CCD-1, respectively. The infrared thermal imager (Fluke Ti401Pro, FLUKE, USA) with the emissivity of 0.7 was used to measure the surface temperature of samples during the combustion process. The flame height and flame front position were estimated using Yan33 and An34 methods. Firstly, the RGB images were converted to binary. Then the area where the pixel is one is extracted to calculate the flame height and flame front position. For more details, please refer to ref.11
|
Figure 2 Experimental platform and sample layout: (a) experiment platform; (b) sample structure and thermocouple arrangement (DTC1- DTC 5). |
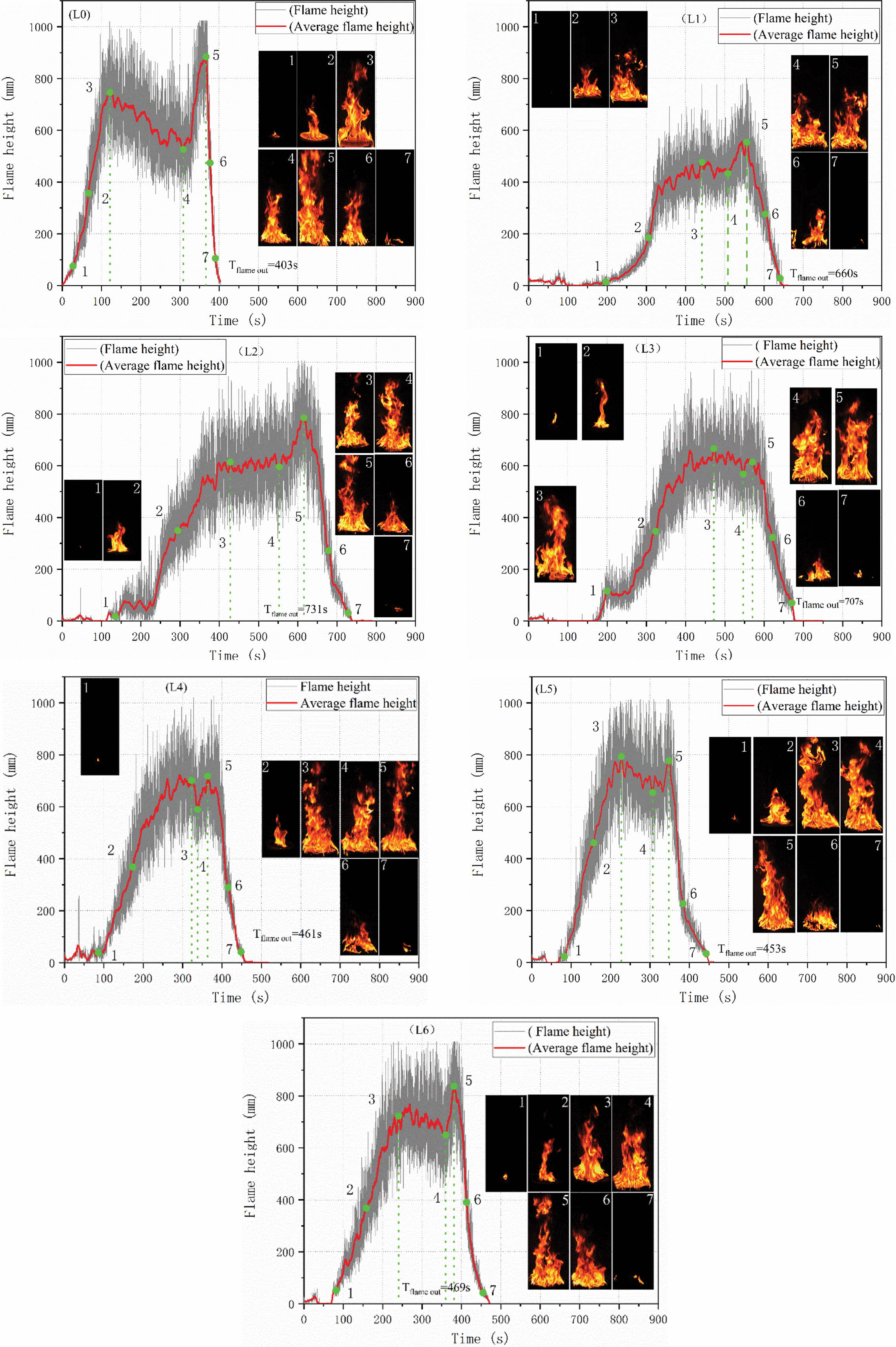
Flame Height. Flame height is one of the critical factors for fire risk assessment. Figure 3 shows the flame height as a function of time. The solid red line reveals the average flame height. The seven flame images represent the flame picture corresponding to the moment marked on the flame height curve with green dots.
During the experiment, the yellow flame spreaded on the upper surface in circular shape immediately after ignition for the uncoated sample (L0). In contrast, the flame diffusion is irregular and the diffusion rate is very slow in the beginning period for the coated samples (L1-L6). Generally, the combustion process can be divided into three stages: initial acceleration stage, smooth combustion stage and decay stage. However, in the Figure 3, we can see that the flame height curve except L3 obviously increases rapidly before the final decay stage. This may be due to the sudden inflow of a large amount of fresh air when the back of the material burns through, which intensifies the material burning so that the flame height rises rapidly. The flame height curve of L0 is especially obvious due to the influence of unwrapped materials. The curve of L1-L6 is not obvious due to the effect of the packaging material, especially L3. Due to the effect of the packaging material, the flame does not burn from the inside of the sample to the bottom of the sample, but from the top of the sample to the sample along the wrapping material bottom.
Figure 3 also reveals that the surface coated fabric can prolong the combustion duration of the samples. It is extending about 75% and 15% for cotton and blending coated samples, respectively. For the sample with the same latex foam layer, the combustion duration of the cotton coated sample is 200-300 s longer than that of the blending coated one. This is possible because the cotton fabric has more effect on the heat transfer, volatile matter diffusion, and oxygen supplement of the samples than the blending fabric. For the cotton coated samples, the combustion duration for the five-layered samples was much shorter than the other two. However, for the blending coated samples, there was not much difference in the combustion duration between different layer samples. This is possible because the effect of cotton and blending fabric on the oxygen supply is different. The average flame height of L0 at the flame height is 523 mm, while the average flame height of cotton and blended coating samples is about 67% and 85% of L0, respectively. Under the same packaging material, the average flame height of the five-layer sample is the lowest.
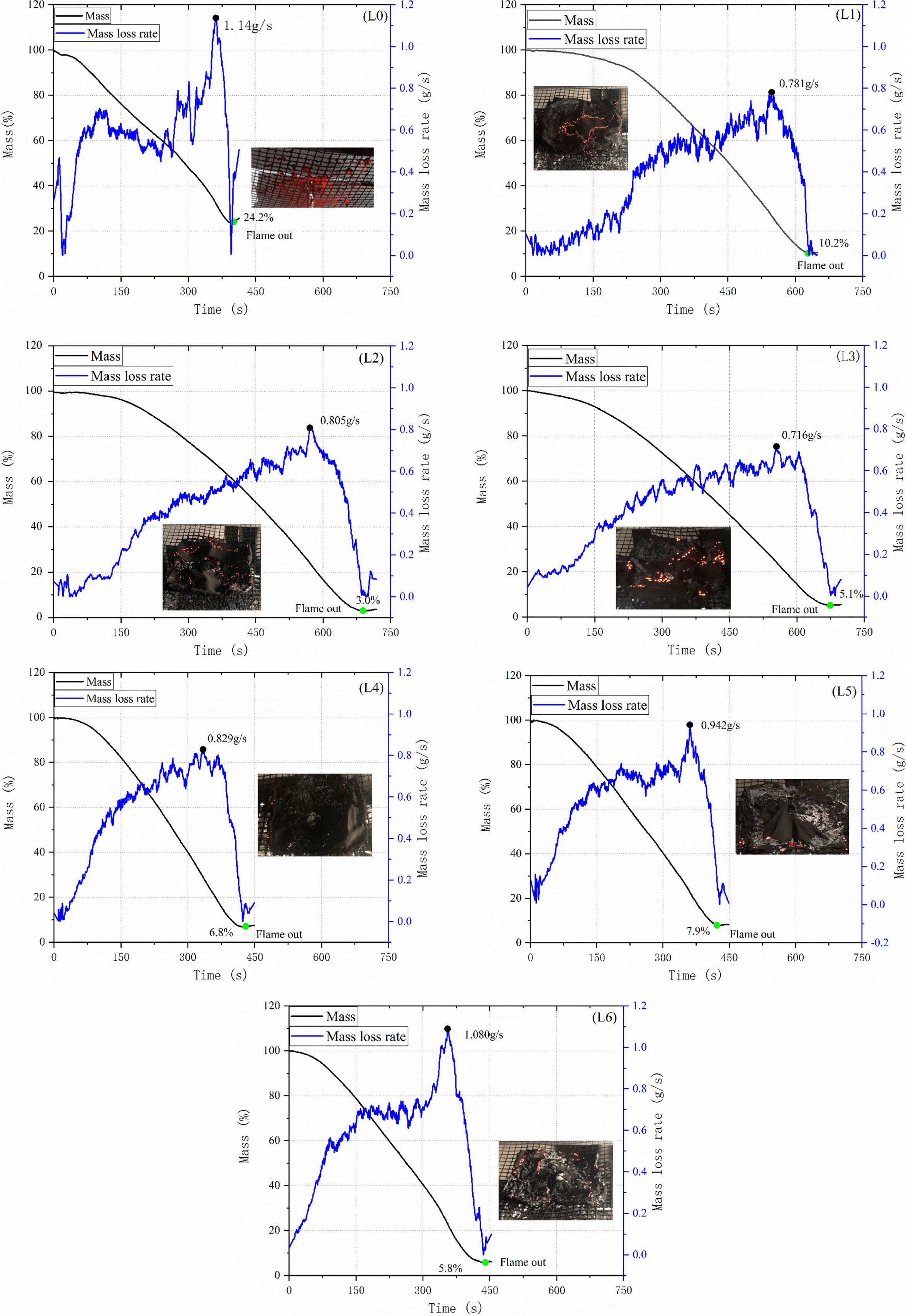
Mass Loss Rate. The mass loss percentage and mass loss rate of all samples are shown in Figure 4. For the samples, the mass loss is relatively slow before the turning point when the flame spreads to the edge of the samples but rapidly increases after reaching the edge of the sample. The peak mass loss rate of uncoated samples is higher than that of coated samples. Comparing with the flame height diagram in Figure 3, it can be found that the peak mass loss rate of the samples basically occurs at the beginning of the second combustion cycle, and the peak mass loss rate of the cotton coated samples (L1-L3) is 0.781, 0.805 and 0.716g/s, respectively. The peak mass loss rate of L4-L6 was 0.829, 0.942, and 1.080g/s, respectively. It is difficult to see the relationship between the peak mass loss rate and the number of layers, which may be caused by the randomness of flame spread on the coated material.
It was known that the mass loss rate and even the shape are determined by the layer numbers and cover materials. The uncovered samples had the highest mass loss rate peak among all samples. In the case of the same number of layers, the peak mass loss rate of the cotton coated samples is lower than that of the blended coated samples, and the growth of the mass loss rate of the cotton coated samples in the beginning period is far less than that of the blended coated samples. The number of layers has no significant effect on the mass loss rate of the samples. This shows that cotton-coated samples are less dangerous than blend-coated samples.
From the residue image in the figure, we can see that only a slight of residues attached to the skeleton of the sample holder grid. But for the fabric coated samples, it is obviously that a layer of fabric residue coats on the surface, and it seems like that the mass of the residues is more than that of the uncoated samples. This may be because the fabric residue on the bottom of the samples prevents ash drop from the gap of the sample holder.
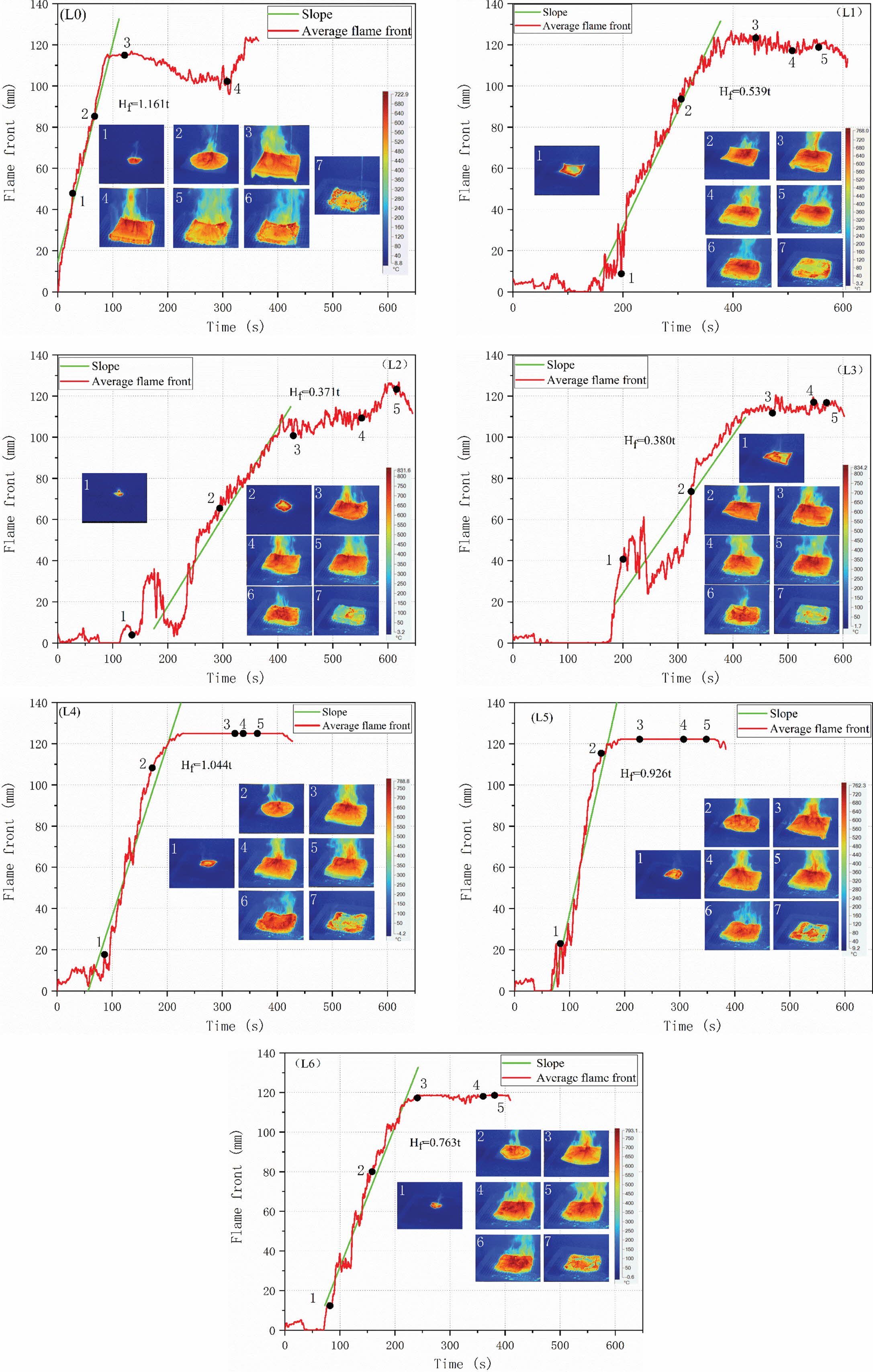
Flame Spread over the Surface. The spread of the flame on the surface of the sample can be well observed through the thermal imager and the flame front picture, as seen in Figure 5. The green line is the slope of the flame front position before the flame spread to the side edge of the sample. It can represent the flame spread rate along the upper surface. The flame spread rate of uncoated, cotton and blending coated sample is 1.16, 0.3-0.6 and 0.7-1.0mm/s, respectively. From the flame spread rate, we can get: (a) the flame spread rate of the latex foam decreases due to the effect of surface fabric and (b) cotton has a greater effect on the flame spread on the upper surface compared to blending.
It can be seen from the figure that the flame spread on the surface coating material is random, and the average time of flame spread to the edge of the sample coated by cotton is 434s, which is about twice as long as that of the sample coated by blending. This shows why the spread rate of flame on cotton is much lower than that of blending. Through the comparison among the samples of the same kind of coating materials, it can be found that the samples with five layers of coating materials have the fastest spread rate. The front velocity of L1 and L4 reached 0.539 and 1.044mm/s, respectively. This is possible because the more the layers of the samples, the better ventilations are.
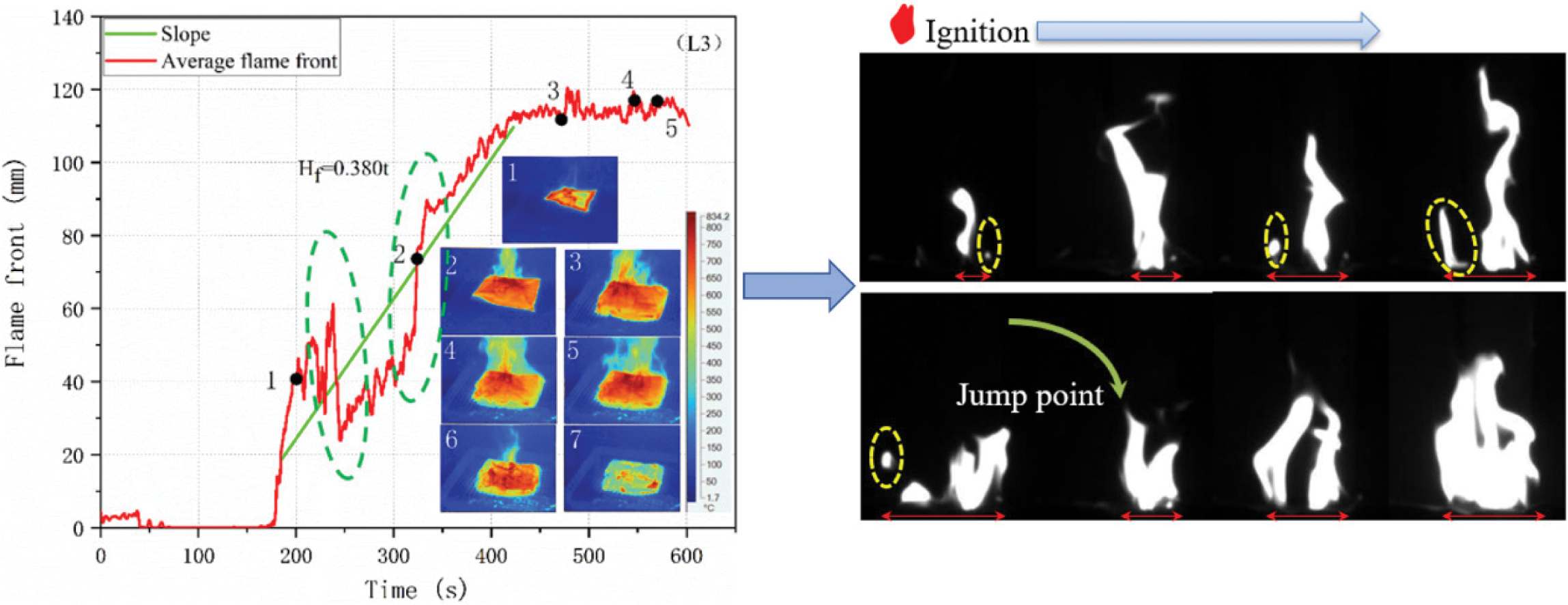
It can be noticed that the flame front position fluctuates seriously, especially in L2 and L3. During the experiment, flame spread on the cotton surface, firstly forming a slight flame at a different place. And after a few periods, some of the slight flames extinguished, and the bottom latex foam ignited and began to spread. The combustion process can be seen in Figure 6. But for the blending coated sample, the large fluctuate of the flame front position don’t observe due to the bottom under the blending fabric is ignited quickly after the surface fabric ignited. That indicates the cotton fabric has a larger effect on the heat transfer from the flame to bottom latex foam.
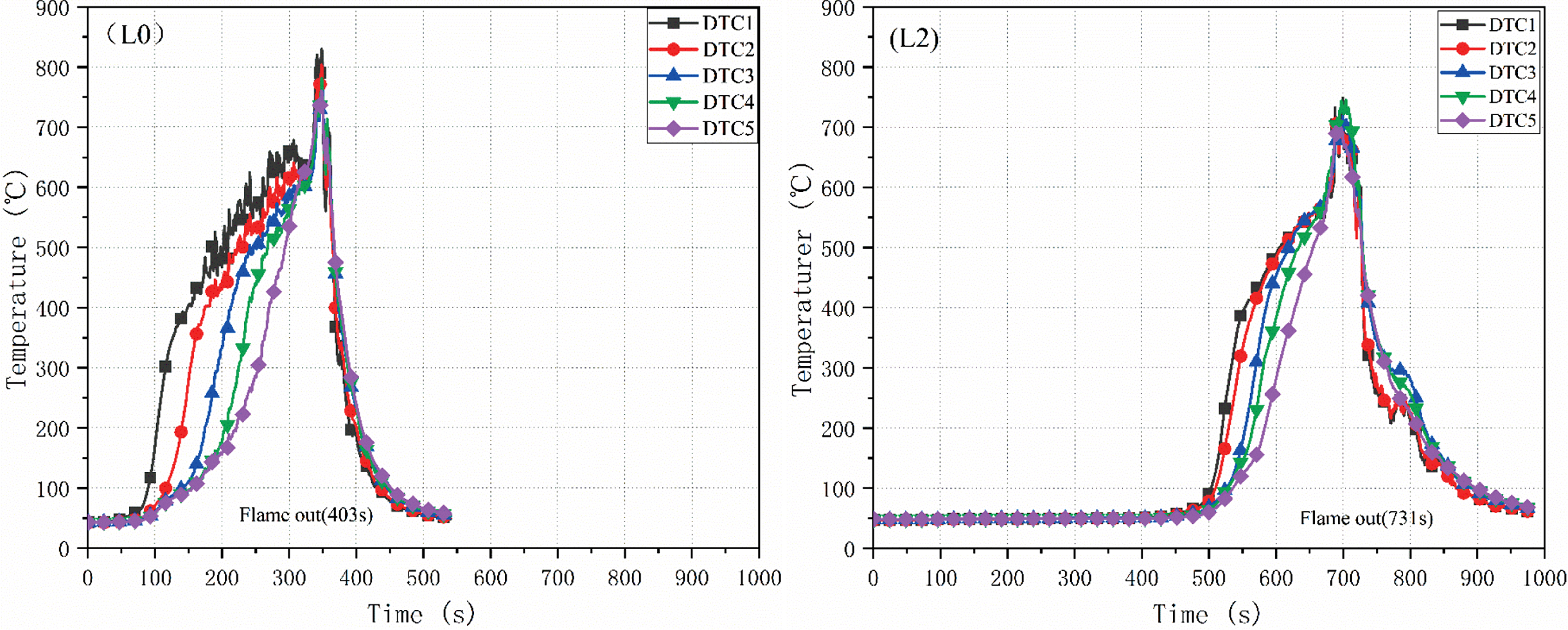
Burning in Thickness Direction. Five 0.5mm diameter K-type thermocouples were set in the thickness direction of each sample to measure the temperature during the combustion process. Taking the L0 and L2 for the example, as seen in Figure 7. The temperature of the uncoated sample (L0) is the highest to 829℃, while the maximum temperature of the coated sample is 722℃. The temperature of the coated sample is about 13% lower than that of the uncoated sample. And the temperature of five layers is the highest when the same material is coated, which may be due to the existence of more air between layers which can promote its combustion.
Fuel regression35 refers to the movement of flame from the surface to interior during the combustion of solid fuel. The fuel regression rate along the thickness direction can be estimated according to the time of reaching a specific temperature at different positions in the sample. In our previous study,8 it was found that the reference temperature mainly determines the intercept of the fitting line and has no obvious effect on the slope. Kuang-Chung et al.36 indicated that the pyrolysis front is 300℃. So in this experiment, 300℃ was chosen as the reference temperature.
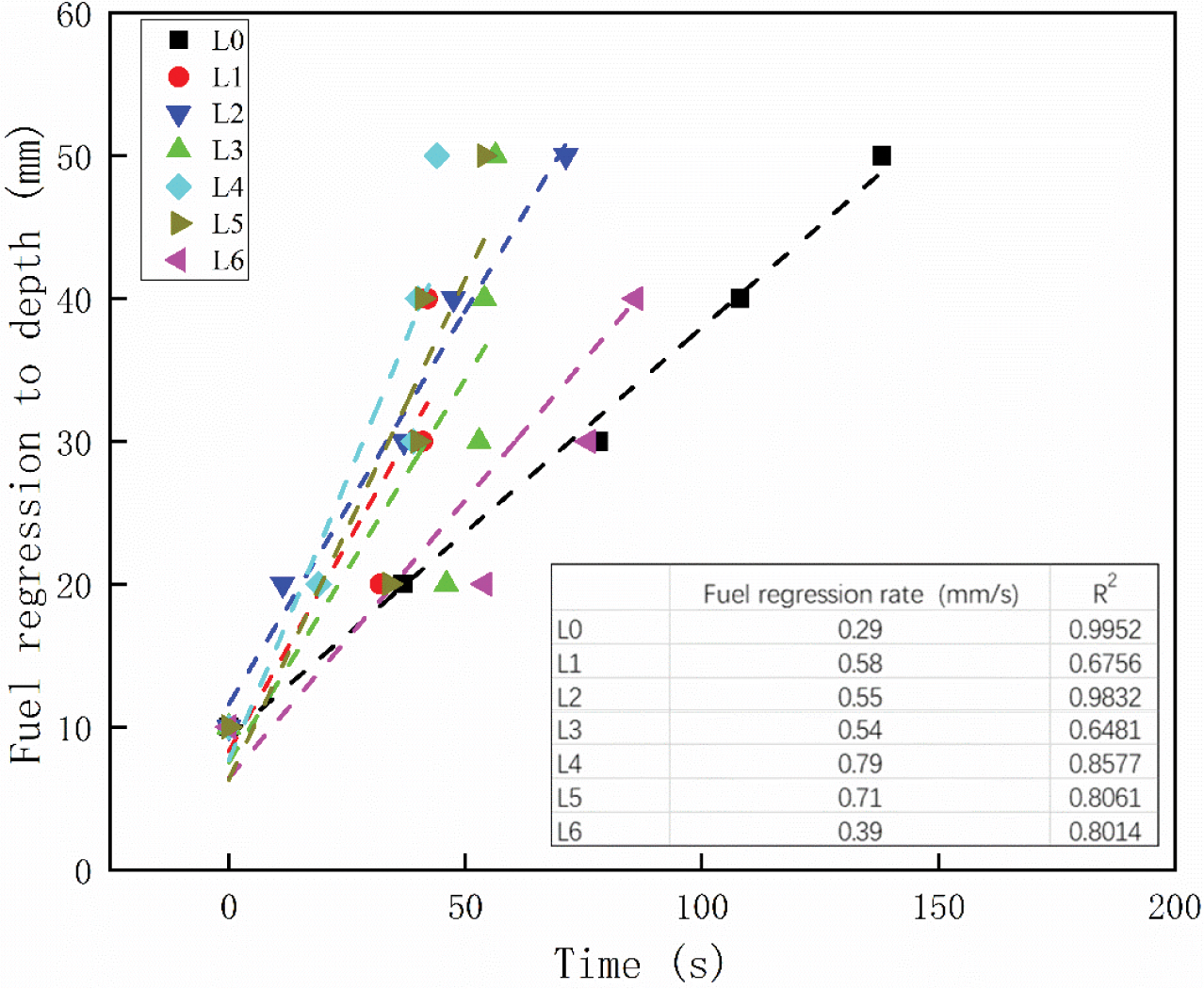
Figure 8 shows the fuel regression line with a reference line of 300℃. The fuel regression rate of L0 was 0.29 mm/s, that of L1-L3 was 0.58, 0.55 and 0.54 mm/s, and that of L4-L6 was 0.79, 0.71 and 0.39mm/s, respectively. The average fuel regression rate of the blending coated sample is the largest. In the case of the same material coated, the fuel regression rate increases with more latex foam layers.
|
Figure 3 Flame height of L0–L6. |
|
Figure 4 Mass loss and mass loss rate of L0–L6. |
|
Figure 5 Flame front of L0–L6. |
|
Figure 6 The flame wide of the L3. |
|
Figure 7 Temperature profiles along with the thickness for L0 and L2. |
|
Figure 8 Fuel regression rate for each sample. |
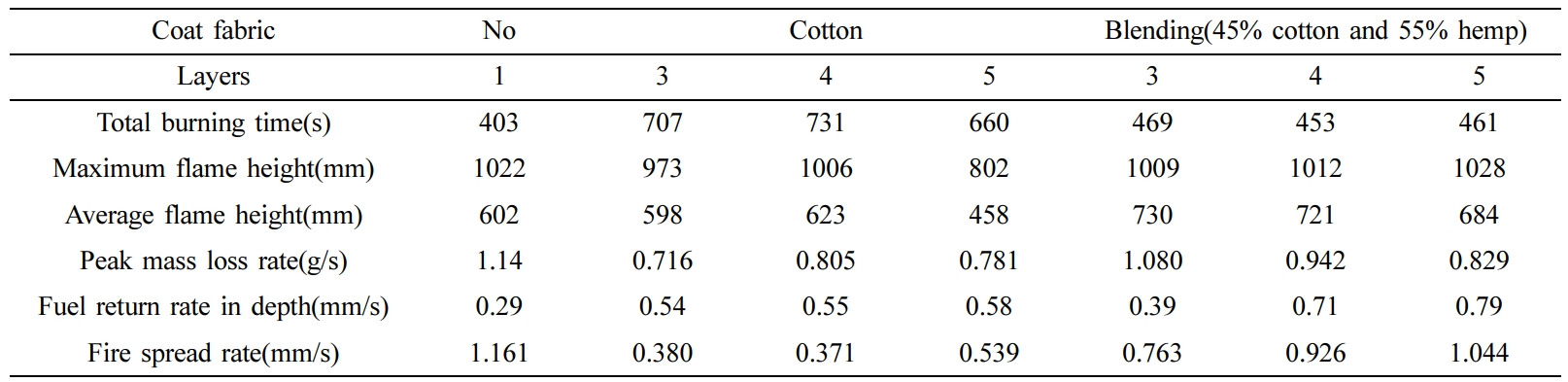
The parameters that characterization fire behaviors of the fabric coated multi-layer latex foam are summarized in Table 2. Based on the above analysis, it can be known that: (a) surface fabric has a significant effect on the fire behaviors of the multi-layer samples, (b) cotton fabric has a greater influence on the combustion process compared to the blending fabric, and (c) the regression rate in the depth direction of the samples under the ventilation condition increases with the number of layers. The specific explanation is as follows.
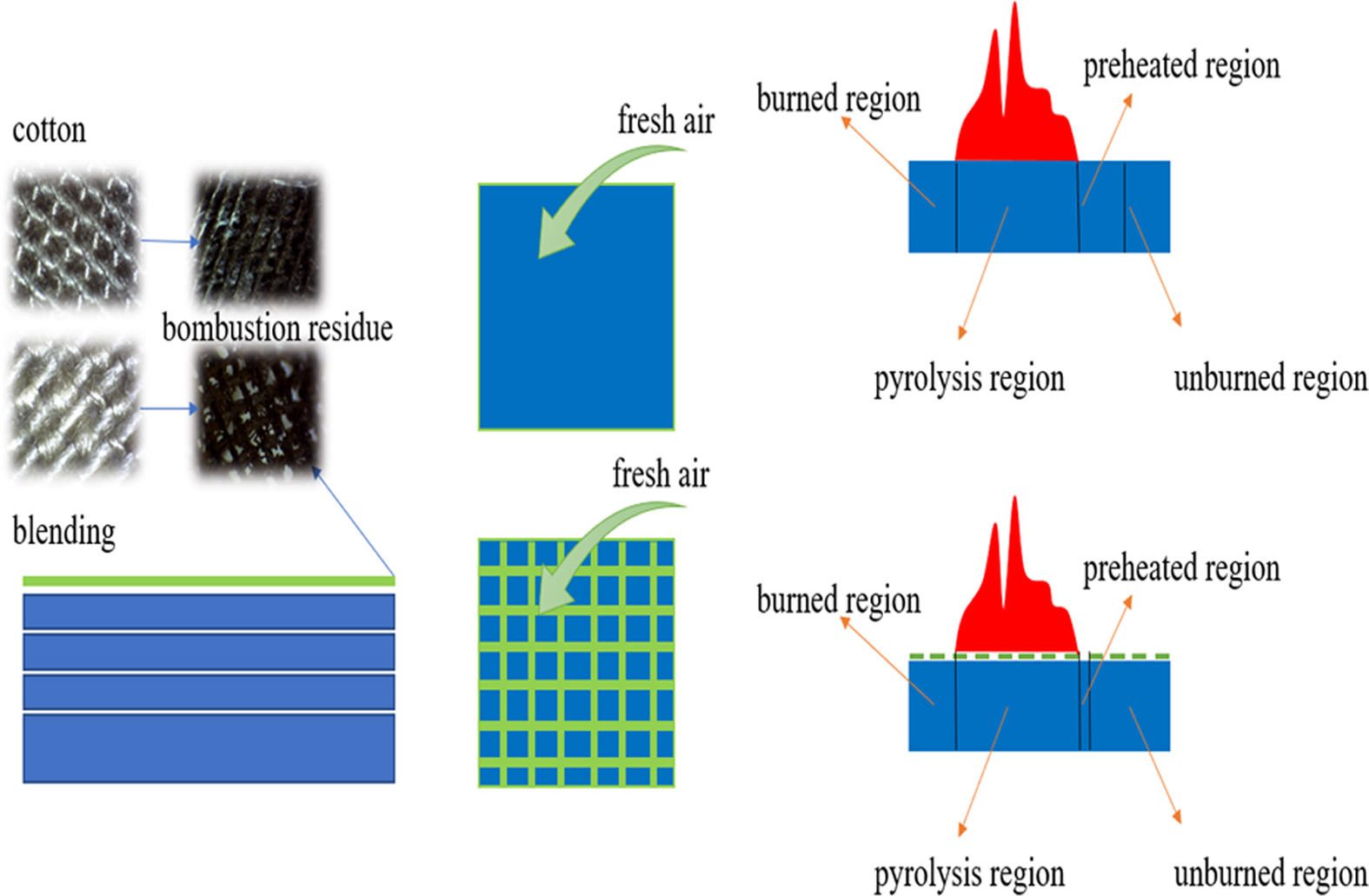
Comparison of Coated and Uncoated Sample. Compared with the uncoated samples, the average combustion duration of the cotton and blending coated samples increased by about 75 and 15%, respectively. The surface fire spread rate of the uncoated samples is also significantly higher than that of the coated fabric samples, as shown in Figure 9 and Table 2. In the process of flame spread, it mainly includes four parts: unburned region, preheat region, pyrolysis region, and burned region.33,37-39 And the rate of fire spread is proportional to the length of the preheating region.40 The length of the preheating region during the spread of the fire can be estimated by eq. (1).

where vp is the flame diffusion rate, Tig and T¥ are the ignition temperature and the ambient temperature, respectively, (dT/dt)max is the peak change rate of temperature.
In the previous experimental study,8 we deduced the preheating zone length under the condition of bottom ventilation.

where δf,m is the length of the preheating zone under the condition of bottom ventilation, and φis a defined parameter with a value of 1.34.8
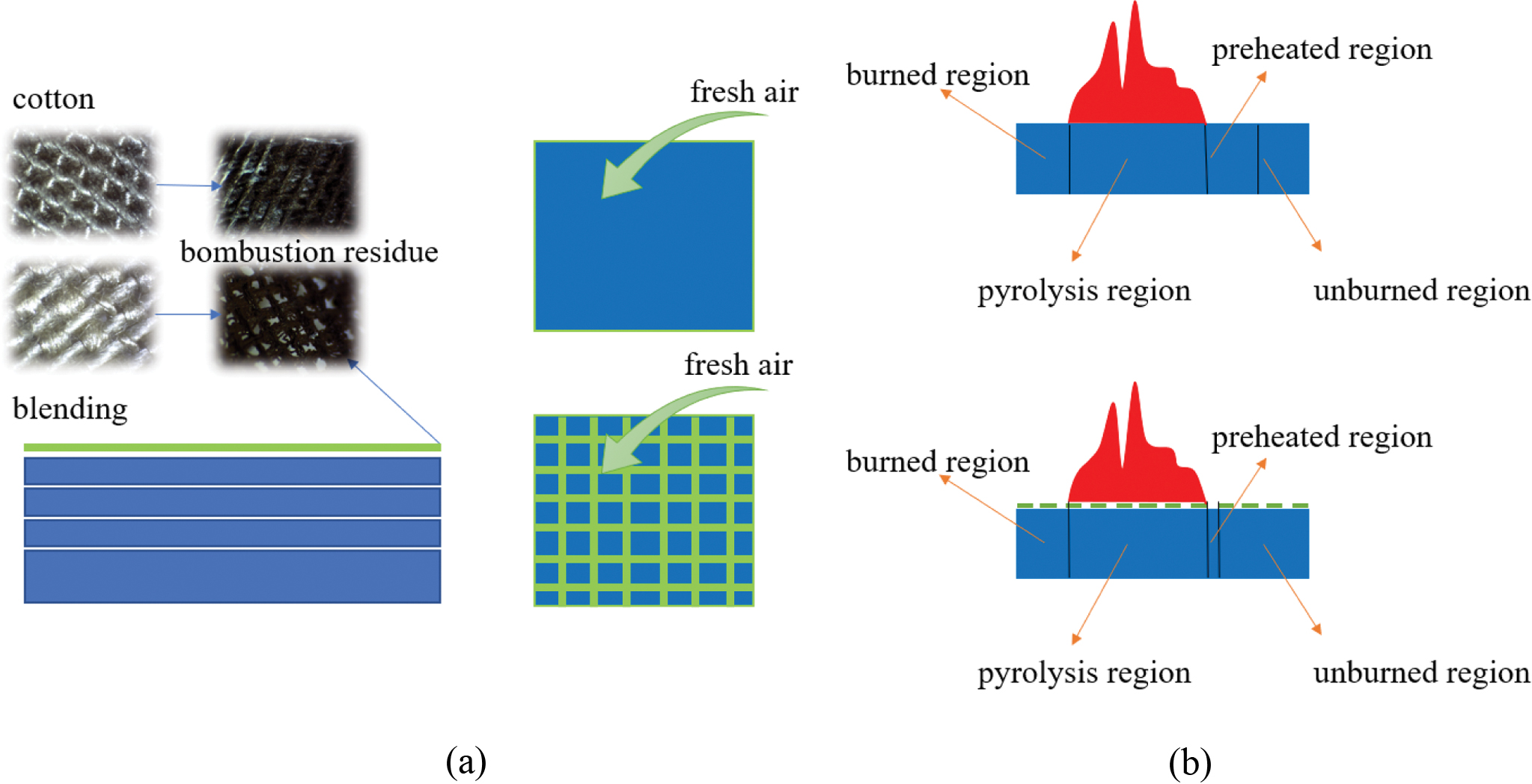
Taking L0 uncoated sample and L3 cotton coated sample as examples,δf,l0 is 11.38mm andδf,l3 is 2.13mm through calculation. There is a large difference in the length of the preheating region between the two. The possible reasons for the length of the preheating region are as follows. Figure 9(a) shows the distribution of the surface burning area of the sample under the conditions of burning and coating.
The air supply is one of the important factors in the combustion process. The uncoated fabric samples can be fully exposed to air. In contrast, the fabric coated samples have a reticular structure before and after burning, and the residue will block latex foam from contact with fresh air to a certain extent. As a result, the combustion duration becomes longer. As shown in Figure 9(b), due to the structure of the fabric, the surface of the coated sample can be considered to be composed of different materials, and the green square part is the structure of the fabric. Because the temperature of the combustibles has not reached the pyrolysis temperature in the preheating zone, the energy released by the flame continuously heats its surface until it reaches the pyrolysis temperature and is ignited, forming a continuous fire spreading process. Different materials have different pyrolysis temperatures, which leads to a reduction in the length of the preheating zone and a slower flame spread.
Cotton and Blended Coated Sample. It can be seen from Table 2 that for the same number of layers, the coverage of cotton fabrics can hinder the combustion of latex foam more than the coverage of blending fabrics. The combustion duration of the cotton-coated 4-layer sample was 731s, while the blending one was only 453s. The flame spread rate, fuel regression rate, and peak mass loss rate of the blending coated samples were higher than those of the cotton coated sample.
This may be because of the structure of cotton fabrics and blending fabrics. From Figure 9(a), we can see clearly that both cotton and blending fabrics have a certain tight structure. After burning, the residue of cotton fabrics is still tighter than that of blending fabrics. The tightness of the fabric can be calculated by the following formula.41
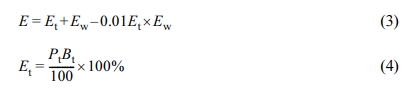

Where E is the total tightness; Et is the meridional tightness; Ew is the zonal tightness; Pt and Pw are the warp (weft) density, root/10cm, respectively; Bt and Bw are warp (weft) yarn diameters.
Table 3 shows the parameters of the two fabrics. The greater the tightness means that the surface of the sample has less contact with fresh air, and the length of the preheating zone becomes shorter. Therefore, with the same number of layers, the coating of cotton fabrics can hinder the burning of latex foam more than the coating of blending fabrics.
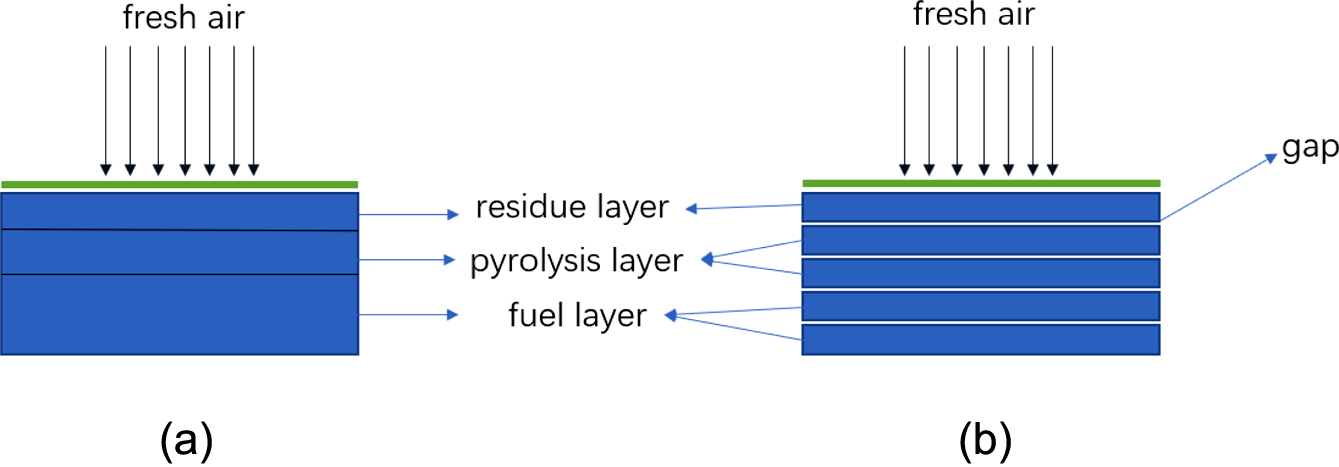
Effect of Different Latex Foam Layers. With the increase in the number of layers coated by fabrics, we can see that the fuel regression rate in the depth direction of the sample is also increasing. And in previous experiments,10 we found that 1 and 2cm latex foams are thermally thin material, and 5cm thickness latex foams are thermally thick material. Thermally thin materials are more likely to shrink than thermally thick materials. For the coated single-layer sample, as shown in Figure 10(a), oxygen is supplied from the top and bottom surfaces of the sample. The effect of bottom ventilation on the combustion process is limited by thickness. When the combustion process continues, the thickness of the sample decreases, and the residue coats the pyrolysis layer, preventing contact between the sample and fresh air. Without bottom ventilation, the flame may extinguish when the residue layer is thick enough.30 The coated multi-layer sample is composed of 1 and 2cm latex foam and fabric layer, as shown in Figure 10(b). Because there is a gap between the layers, the fresh air in the gap will make the sample burn more smoothly. At the same time, more layers mean more fresh air. This causes the fuel regression rate in the sample depth direction to increase with the number of layers.
Based on the above analysis, some suggestions can be provided for manufacturers. For example, the influence of the number of layers of materials on similar materials such as mattress fire is relatively small, so the manufacturer can determine the number of layers according to needs when manufacturing mattress or similar products. However, the coating material can greatly affect its fire characteristics, so manufacturers should not only consider the comfort of mattresses but also consider the coating material to reduce the fire risk of mattresses or similar products.
|
Figure 9 Schematic of the combustion process: (a) a sample structure diagram; (b) a schematic diagram of fire spreading. |
|
Figure 10 Fuel regression along with the thickness: (a) single-layer sample; (b) multiple-layer sample. |

In this study, the fire behavior of multi-layer latex foam with different surface fabric is studied. The conclusions are as follows:
· The coated fabric had a certain effect on the fire behavior of the samples. Compared with the samples without coating, the peak average combustion duration of the samples increased by 75%.
· The effect of the cotton fabric coat on combustion performance was greater than that of the blending coated one. The average flame propagation time for the cotton coated sample from the center to the edge of the sample was about 434s, which was about twice as long as that of the blending coated samples. The mass loss rate of the blending coated samples was also higher than that of the cotton coated samples. And the average fuel regression of the blending coating samples is 43.2% higher than that of the cotton coating material.
· The fuel regression rate in the depth direction of the samples increases with the increase of the number of layers for the fabric coated samples. The regression rates of cotton coated samples were 0.54 (three layers), 0.55 (four layers) and 0.58 (five layers), respectively. And the combustion regression rates of the composite coating samples were 0.39 (three layers), 0.71 (four layers) and 0.79 (five layers), respectively.
- 1. Oliveira-Salmazo, L.; Lopez-Gil, A.; Silva-Bellucci, F.; Job, A. E.; Rodriguez-Perez, M. A. Natural Rubber Foams with Anisotropic Cellular Structures: Mechanical Properties and Modeling. Ind. Crop. Prod. 2016, 80, 26-35.
-

- 2. Najib, N. N.; Ariff, Z. M.; Bakar, A. A.; Sipaut, C. S. Correlation between the Acoustic and Dynamic Mechanical Properties of Natural Rubber Foam: Effect of Foaming Temperature. Mater. Des. 2011, 32, 505-511.
-
- 3. Wang, X.; Zhang, L.; Han, Y.; Shi, X.; Wang, W.; Yue, D. New Method for Hydrogenating NBR Latex. J. Appl. Polym. Sci. 2013, 127, 4764-4768.
-
- 4. Abbasi, F.; Agah, A. M.; Mehravar, E. Study on the Effective Process Parameters Influencing Styrene and Acrylonitrile Grafting onto Seeded Polybutadiene Latex. J. Appl. Polym. Sci. 2011, 119, 1752-1761.
-
- 5. Yassene, A. A. M.; Ismail, M. R.; Afify, M. S. Physicomechanical Properties of Irradiated SBR Latex Polymer‐modified Cement Mortar Composites. J. Vinyl Addit. Technol. 2020, 26, 144-154.
-
- 6. Ramasamy, S.; Ismail, H.; Munusamy, Y. Tensile and Morphological Properties of Rice Husk Powder Filled Natural Rubber Latex Foam. Polym.-Plast. Technol. Eng. 2012, 51, 1524-1529.
-
- 7. Fan, H. W.; Chen, Y. L.; Huang, D. M.; Wang, G. Q. Kinetic Analysis of the Thermal Decomposition of Latex Foam according to Thermogravimetric Analysis. Int. J. Polym. Sci. 2016, 2016, 1-7.
-
- 8. Huang, D.; Zhang, M.; Guo, C.; Shi, L.; Lin, P. Experimental Investigations on the Effects of Bottom Ventilation on the Fire Behavior of Natural Rubber Latex Foam. Appl. Therm. Eng. 2018, 133, 201-210.
-
- 9. Huang, D.; Guo, C.; Shi, L. Experimental Investigation on the Morphology of Soot Aggregates from the Burning of Typical Solid and Liquid Fuels. J. Nanopart. Res. 2017, 19, 96.
-
- 10. Yuan, Q.; Huang, D.; Hu, Y.; Shen, L.; Shi, L.; Zhang, M. Comparison of Fire Behaviors of Thermally Thin and Thick Rubber Latex Foam under Bottom Ventilation. Polymers 2019, 11, 88.
-
- 11. Huang, D.; Zhang, M.; Shi, L.; Peng, L.; Yuan, Q.; Wang, S. Fire Behaviors of Single and Laminated Natural Latex Foam. Int. J. Therm. Sci. 2019, 136, 278-286.
-
- 12. Frangi, A.; Fontana, M.; Hugi, E.; Jübstl, R. Experimental Analysis of Cross-laminated Timber Panels in Fire. Fire Saf. J. 2009, 44, 1078-1087.
-
- 13. Fleischmann, C. M. Flammability Tests for Upholstered Furniture and Mattresses. In Flammability Testing of Materials Used in Construction, Transport and Mining; Woodhead Publishing: Cambridge, England, 2006; pp 164-186.
-
- 14. Hirschler, M. M.; Shakir, S. Comparison of the Fire Performance of Various Upholstered Furniture Composite Combinations (Fabric/Foam) in Two Rate of Heat Release Calorimeters: Cone and Ohio State University Instruments. J. Fire Sci. 1991, 9, 223-248.
-
- 15. Gallagher, J. A. Interliner Effect on the Fire Performance of Upholstery Materials. J. Fire Sci. 1993, 11, 87-105.
-
- 16. Valencia, L. B.; Rogaume, T.; Guillaume, E. New method for simulating the kinetic of toxic gases production of upholstered furniture fire. In Fire and Materials, Proceedings of the Eleventh International Conference, San Francisco, CA, 26-28 January, 2009, Interscience Communications Limited, London, England, 2009, pp. 685-695.
- 17. Zou, G. W.; Huo, Y.; Chow, W. K.; Chow, C. L. Modelling of Heat Release Rate in Upholstered Furniture Fire. Fire Mater. 2018, 42, 374-385.
-
- 18. Zammarano, M.; Matko, S.; Pitts, W. M.; Fox, D. M.; Davis, R. D. Towards a Reference Polyurethane Foam and Bench Scale Test for Assessing Smoldering in Upholstered Furniture. Polym. Degrad. Stabil. 2014, 106, 97-107.
-
- 19. Damant, G. H. Recent United States Developments in Tests and Materials for the Flammability of Furnishings. J. Text. Inst. 1994, 85, 505-525.
-
- 20. Martini, P.; Spearpoint, M. J.; Ingham, P. E. Low-cost Wool-based Fire Blocking Inter-liners for Upholstered Furniture. Fire Saf. J. 2010, 45, 238-248.
-
- 21. Ma, X.; Tu, R.; Ding, C.; Zeng, Y.; Wang, Y.; Fang, T. Thermal and fire Risk Analysis of Low Pressure on Building Energy Conservation Material Flexible Polyurethane with Various Inclined Facade Constructions. Constr. Build. Mater. 2018, 167, 449-456.
-
- 22. Garrido, M. A.; Gerecke, A. C.; Heeb, N.; Font, R.; Conesa, J. A. Isocyanate Emissions from Pyrolysis of Mattresses Containing Polyurethane Foam. Chemosphere 2017, 168, 667-675.
-
- 23. Krämer, R. H.; Zammarano, M.; Linteris, G. T.; Gedde, U. W.; Gilman, J. W. Heat Release and Structural Collapse of Flexible Polyurethane Foam. Polym. Degrad. Stabil. 2010, 95, 1115-1122.
-
- 24. Lefebvre, J.; Bastin, B.; Le Bras, M.; Duquesne, S.; Paleja, R.; Delobel, R. Thermal Stability and Fire Properties of Conventional Flexible Polyurethane Foam Formulations. Polym. Degrad. Stabil. 2005, 88, 28-34.
-
- 25. Fragiacomo, M.; Menis, A.; Clemente, I.; Bochicchio, G.; Ceccotti, A. Fire Resistance of Cross-Laminated Timber Panels Loaded Out of Plane. J. Struct. Eng. 2013, 139, 04013018.
-
- 26. Henek, V.; Venkrbec, V.; Novotný, M. Fire Resistance of Large-Scale Cross-Laminated Timber Panels. IOP Conference Series: Earth Environ. Sci. 2017, 95, 062004.
-
- 27. Wang, Y.; Zhang, J.; Mei, F.; Liao, J.; Li, W. Experimental and Numerical Analysis on Fire Behaviour of Loaded Cross-laminated Timber Panels. Adv. Struct. Eng. 2020, 23, 22-36.
-
- 28. Hu, Y.; Ma, J.; Huang, D.; Yuan, Q.; Wang, C.; Shen, Y. Combustion Characteristics and Fire Risk of Flammable Fabric-latex Structure. Fire Sci. Technol. 2019, 38, 764-767.
- 29. Zhang, M.; Huang, D.; Yuan, Q.; Wang, S. Flame Spread Characteristics of Latex Foam at Different Ignition Positions. Chin. J. Enprocess. Eng. 2018, 18, 1029-1036.
- 30. Guo, C.; Huang, D.; Zhang, M.; Zhao, Y. Effect of Ignition Position on Flame Spread of Natural Rubber Latex Foam. CIESC J. 2017, 68, 3623-3630.
-
- 31. Wang, S.; Huang, D.; Guo, C.; Yuan, Q.; Chen, Y.; Lin, P.; Shen, L.; Duan, P. Bottom fire Behaviour of Thermally Thick Natural Rubber Latex Foam. E-Polymers 2019, 19, 9-14.
-
- 32. Huang, D.; Hu, Y.; Yu, Y.; Yuan, Q.; Wang, S.; Shen, L.; Shi, L. Influences of Surface Material on the Fire Behaviors of Two-layer Combustibles under Autoignition Conditions. J. Hazard. Mater. 2019, 369, 539-549.
-
- 33. Yan, W.; Shen, Y.; An, W.; Jiang, L.; Zhou, Y.; Sun, J. Experimental Study on the Width and Pressure Effect on the Horizontal Flame Spread of Insulation Material. Int. J. Therm. Sci. 2017, 114, 114-122.
-
- 34. An, W.; Sun, J.; Liew, K. M.; Zhu, G. Effects of Building Concave Structure on Flame Spread Over Extruded Polystyrene Thermal Insulation Material. Appl. Therm. Eng. 2017, 121, 802-809.
-
- 35. Huang, X.; Link, S.; Rodriguez, A.; Thomsen, M.; Olson, S.; Ferkul, P.; Fernandez-Pello, C. Transition from Opposed Flame Spread to Fuel Regression and Blow Off: Effect of Flow, Atmosphere, and Microgravity. Proc. Combust. Inst. 2019, 37, 4117-4126.
-
- 36. Kuang-Chung, T.; Drysdale, D. Using Cone Calorimeter Data for the Prediction of Fire Hazard. Fire Saf. J. 2002, 37, 697-706.
-
- 37. Li, M.; Wang, C.; Yang, S.; Zhang, J. Precursor Flame Characteristics of Flame Spread over Aviation Fuel. Appl. Therm. Eng. 2017, 117, 178-184.
-
- 38. Zhou, Y.; Xiao, H.; Yan, W.; An, W.; Jiang, L.; Sun, J. Horizontal Flame Spread Characteristics of Rigid Polyurethane and Molded Polystyrene Foams under Externally Applied Radiation at Two Different Altitudes. Fire Technol. 2015, 51, 1195-1216.
-
- 39. Shi, L.; Chew, M.; Novozhilov, V.; Joseph, P. Modeling the Pyrolysis and Combustion Behaviors of Non-Charring and Intumescent-Protected Polymers Using “FiresCone.” Polymers 2015, 7, 1979-1997.
-
- 40. Zhang, Y.; Huang, X.; Wang, Q.; Ji, J.; Sun, J.; Yin, Y. Experimental Study on the Characteristics of Horizontal Flame Spread Over XPS Surface on Plateau. J. Hazard. Mater. 2011, 189, 34-39.
-
- 41. Zhao, L.; Cai, P.; Jia, Z.; Ling, N. The Calculating of Metal Fiber Woven Fabric Tightness. Melli. Chin. 2014, 42, 54-55.
- Polymer(Korea) 폴리머
- Frequency : Bimonthly(odd)
ISSN 0379-153X(Print)
ISSN 2234-8077(Online)
Abbr. Polym. Korea - 2023 Impact Factor : 0.4
- Indexed in SCIE
 This Article
This Article
-
2021; 45(1): 89-100
Published online Jan 25, 2021
- 10.7317/pk.2021.45.1.89
- Received on Aug 2, 2020
- Revised on Oct 9, 2020
- Accepted on Oct 25, 2020
Services
- Full Text PDF
- Abstract
- ToC
- Acknowledgements
Introduction
Experimental
Results and Discussion
Analysis and Implementation
Conclusions
- References
Shared
Correspondence to
- Dongmei Huang, Long Shi**
-
College of Quality and Safety Engineering, China Jiliang University, Hangzhou, Zhejiang, 310018, China
**Civil and Infrastructure Engineering, School of Engineering, RMIT University, Melbourne 3004, Australia - E-mail: dmhuang@cjlu.edu.cn, long.shi@rmit.ed.au
- ORCID:
0000-0003-3957-2156, 0000-0003-0763-7293
Hyecheon Building(Room 601), #354, Gangnam-Daero, Gangnam-Gu, Seoul 06242, Korea
TEL : 82-2-568-3860, 561-5203, 569-3860 FAX : 82-2553-6938 E-mail: polymer@polymer.or.kr