






- Drop Weight Impact and Tension-Tension Loading Fatigue Behaviour of Jute/Carbon Fibers Reinforced Epoxy-based Hybrid Composites
Zamurrad Arshad, Muhammad Ali Nasir, Yasir Baig*, Muhammad Zeeshan**, Rizwan Ahmed Malik***, Khubab Shaker**, Azhar Hussain***, M. Latif****, Maryam Sattar*****, and Hussein Alrobei******,†

Department of Mechanical Engineering, University of Engineering and Technology, Taxila, Pakistan
*Beijing University of Aeronautics and Astronautics, No. 37 Xueyuan Road, Beijing, CN 100191
**National Textile University, Faisalabad, Pakistan
***Department of Metallurgy and Material Engineering, University of Engineering and Technology, Taxila, Pakistan
****Department of Mechanical Engineering, Inha University, Incheon, Korea
*****Department of Mechanical Engineering, Institute of Space Technology, Islamabad, Pakistan
******Department of Mechanical Engineering, College of Engineering, Prince Sattam bin Abdul aziz University, AlKharj, Saudi Arabia- Jute/Carbon Fiber로 강화된 Epoxy-based Hybrid 복합재료의 Drop Weight Impact 및 Tension-Tension Loading Fatigue 거동
This work focuses on the
synthesis of a novel hybrid composite, fabricated by utilizing jute and carbon
fibers reinforced epoxy composites through hand layup technique to replace pure
carbon-epoxy fiber composites. The mechanical properties were evaluated by drop
weight impact and tension-tension fatigue tests. The tension-tension fatigue
test was conducted to monitor the dynamic stiffness and fatigue life
degradation of hybrid composite materials by varying the layers of jute fiber.
The maximum peak load during the impact test was observed as 1081.7 N in
case of carbon/jute/carbon/jute/carbon (CJCJC) stacking sequence composite
materials. Finally, the surface morphology of hybrid composite materials was
studied with scanning electron microscopy (SEM) after mechanical tests to check
the delamination, fiber pull-out and matrix cracks. It can be concluded from
the obtained mechanical results that the newly developed composite with 15%
jute/carbon-epoxy hybrid materials has the potential to swap carbon-epoxy
composite without much loss of fatigue life along with relatively enhanced
ductility as well as impact strength.
Carbon/jute hybrid composites were designed to investigate
their Fatigue life, impact strength,
and morphological properties. The carbon/epoxy composites yielded the highest fatigue strength due to
greater stiffness of carbon fiber but with the increase in jute fiber layers,
the fatigue strength decreases. Fractographic of drop weight impact test
samples revealed that increasing percentage of jute fibers will increase damage
area.

Keywords: carbon, jute, hybrid composites, fatigue test, impact test, SEM morphology
This publication was supported by the Deanship of
Scientific Research at Prince Sattam bin Abdul aziz University, Alkharj, Saudi
Arabia.
During past few years, utilization of natural fibers as a reinforcement
in composites has drawn much attention owing to peculiar benefits of these
composite materials.1-3 Different kinds of natural fibers have been
explored including abaca, sisal, flax, coir, kenaf, jute, henequen and hemp.
Natural fiber composites provide a variety of benefits over synthetic fiber composites
i.e. low cost, less density with high specific strength, recyclable,
biodegradable, renewable with high abrasion and thermal resistance properties.
These natural fiber composites are extensively used in aerospace, packaging,
construction, sports and automotive industries.4-6
Among several natural fibers, jute fibers can be utilized as an
alternative reinforcement in composite materials.7 Natural fibers
such as jute fiber-based composites have wider applications in automotive
industries. Despite their favourable properties, natural fibers lack in thermal
stability, strength and are hygroscopic in nature. Additionally, they have poor
impact and fatigue strength properties.8 Natural fibers reinforced
jute fibers in polymer composites have potential to replace carbon fibers up to
some extent.9 Another possibility is that the combination of several
kinds of fibers (natural and synthetic) in polymer resins can improve
mechanical and physical properties, but this combination has not been
satisfactorily explored so far. Such multi fiber-component composite materials
comprising of a matrix phase reinforced with two different fibers with
different stacking sequences are characterized as hybrid composites.10
In view of improving mechanical properties, the synthetic fiber
reinforced composite materials can be partially replaced by relatively high
strength natural fibers after hybridizing. The idea of hybridization provide
flexibility to the design engineers to alter the material properties as per
specific requirements, that is one of the primary advantage of composites.11,12
The partial substitution of synthetic fibers with biodegradable natural fibers
permits for the establishment of synthetic–natural hybrid composite materials,
which show properties intermediate between synthetic and natural fiber
composites.13
Among synthetic fibers, carbon fibers are most frequently used in
reinforcing with both thermoplastic and thermoset resins and possessed high
mechanical strength, relatively high chemical resistance and outstanding
insulation properties.14,15 Hybridization of natural fiber with
synthetic fiber can enhance the mechanical and physical properties of the
composite materials and thus, a stability among environmental impact and
performance can be achieved at optimal cost.16
Based on the above-mentioned significant advantages of hybrid composites,
several investigators have evaluated a range of aspects for these composite
materials. Thew and Liao et al.17 studied the mechanical
performance of glass/bamboo fiber hybrid composite materials and concluded that
the properties depends on fiber length, fiber weight ratio and interfacial
adhesion among the matrix and the fiber. Velmurugan et al.18
evaluated the tensile, impact, flexural strength and shear of the Palmyra/glass fiber
hybrid composites. Pothan et al.19 explained the impact of layering
pattern of the fibers on the dynamic behaviour of banana-glass hybrid
composites. A great deal of work was done by several researchers20-23
and reported the effect of various parameters i.e. impact of fiber length and
loading, fiber matrix interface and orientation of fibers on the mechanical
performance of composites. Jute-fiber-reinforced polypropylene24
with variety of chemical treatments on jute fiber was conducted to study the
tensile strength. The results concluded that the most effective interfacial
strength shifted to low strength value based on long fiber length. Another study
where kenaf / kevlar hybrid composites25 showed higher
energy absorption and low damage area as compared to pure kenaf composites as
kevlar fiber prevented further destruction in composite.
In this scenario, an experiment was conducted to develop a novel hybrid
polymer composite material, reinforced with eco-friendly and biodegradable jute
fiber. This is developed by hybridizing carbon fiber composites with jute
fiber. Mechanical properties of the developed hybrid composites were evaluated
by carrying out tension-tension fatigue and impact strength tests. The tests
were compared with the mechanical properties of carbon/epoxy composites and the
synthetic fibers partially replaced with natural fibers in terms of hybrid
composites. The SEM morphology was studied to check the damage surfaces after
mechanical tests.
Materials. Zepoxy 300 was
used as an adhesive media which has two parts i.e. part A epoxy and part B
hardener. The epoxy resin and corresponding hardener were mixed in the ratio of
3:1 by weight as recommended by the manufacturer. 3K plain-woven carbon fiber
having 0.2 mm thickness and plain-woven jute fabric of 0.8 mm
thickness was used.
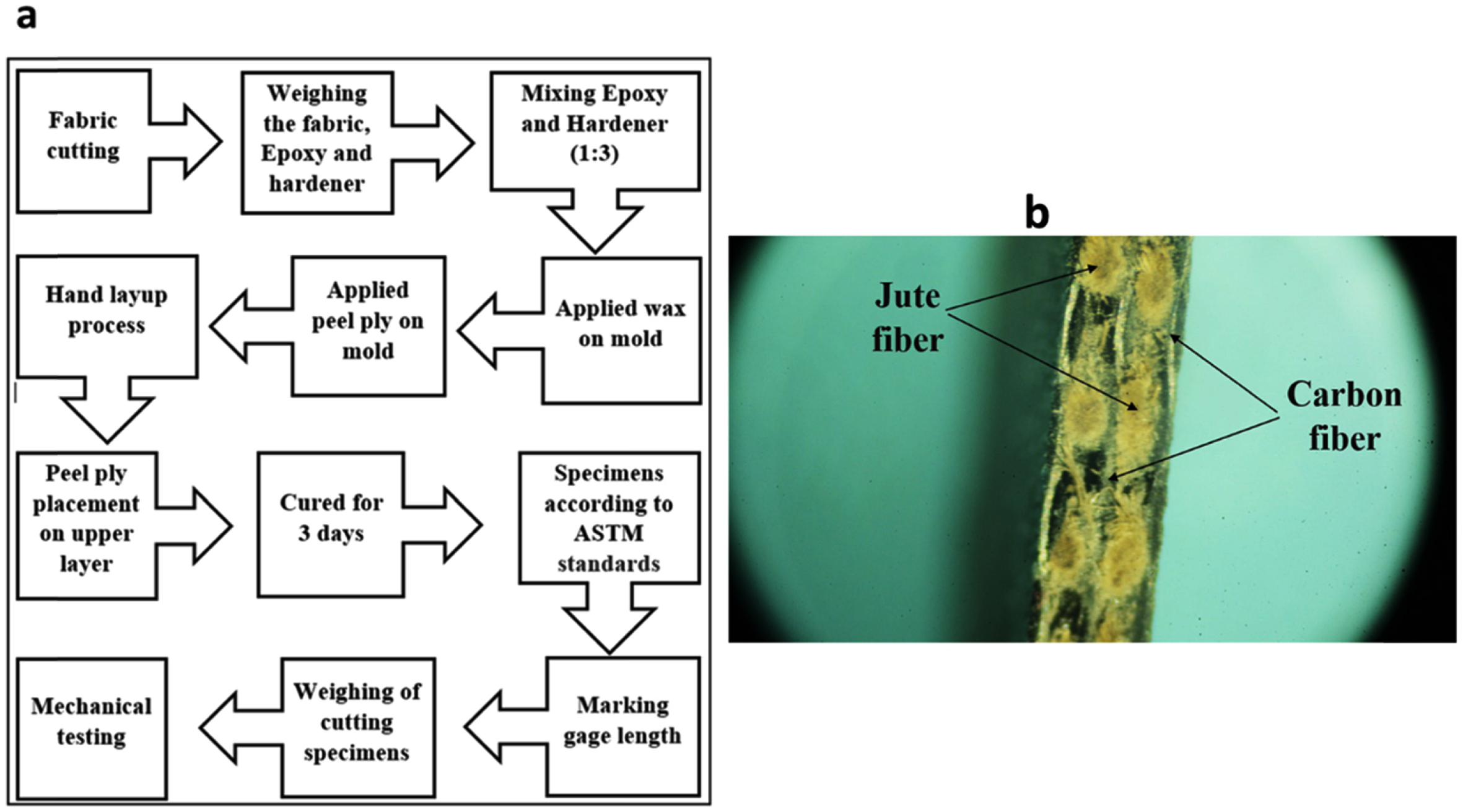
Preparation
of Hybrid Composites. Hand layup
technique was used for the manufacturing of hybrid composites. The schematic
plots of molding process for specimens and fibers diverse stacking sequence
were shown in Figure 1. First of all, the mold surface was treated by releasing
agent to avoid the sticking of polymer to the surface. Then, a thin peel ply
sheet was applied on the surface of the mold to achieve good surface finish.
The desired stacking sequences of carbon/carbon/carbon/ carbon/carbon (C5),
carbon/carbon/jute/carbon/carbon (CCJCC),
carbon/jute/carbon/jute/carbon (CJCJC) and carbon/jute/jute/jute/carbon (CJJJC)
fibers were placed manually in mold. By utilizing a brush, the epoxy resin was
applied on the fibers. Later, hand rollers were utilized for rolling the wet
composite material to make sure an improved interaction among the reinforcement
and resin, to assist a homogeneous resin distribution, and to acquire the
needed thickness of the final product.
Mechanical
Testing of Composites. The main intention of this
study is to make a comparison of the properties of pure carbon-epoxy composites
with jute/carbon-epoxy hybrid composites by varying the layers of jute fiber
for establishing the newly optimized hybrid composite which can replace pure
carbon-epoxy composites.
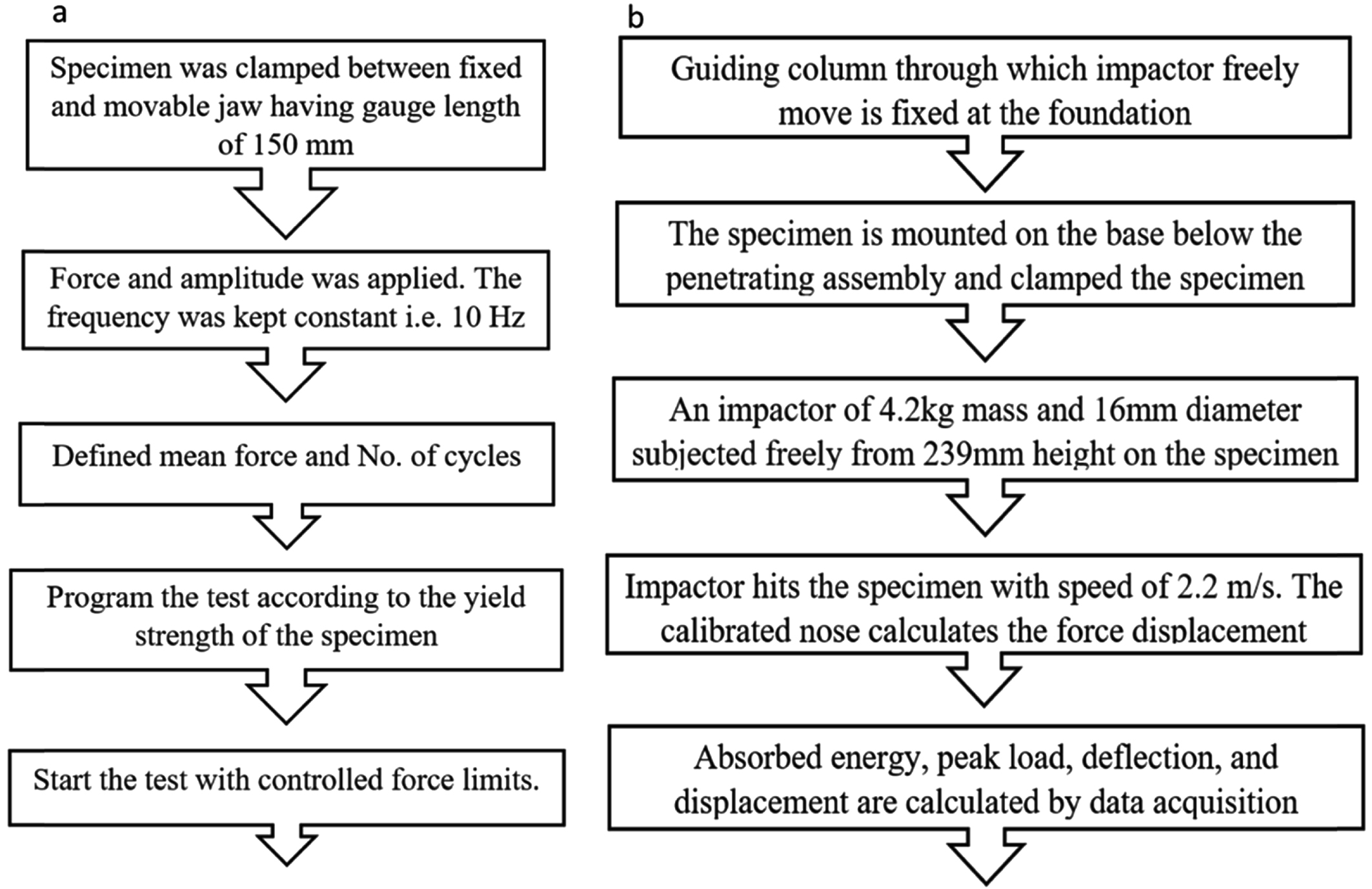
Fatigue
Test. Fatigue testing was performed
by utilization of Zwick/Roell Z100 according to ASTM D3039 standards,
schematically shown in Figure 2(a). Fatigue test was done on samples having
dimensions of 250 mm×25 mm. The test was done with 55%, 65% and 75%
of ultimate tensile load of samples that were applied under monotonic load. The
stress ratio and loading frequency was R=0.1 (minimum load/maximum load)
and 10 Hz respectively.
Drop
Weight Impact Test. Drop weight impact testing was
done by utilizing Zwick/Roell HIT230F machine, schematically shown in Figure
2(b). In a drop weight impact test, the impactor contacts the specimen’s
surface only for a few milliseconds. During this small period of time,
histories of the absorbed energy, peak load, deflection, energy to peak load
and displacement were calculated by data acquisition system as depicted in
Table 1. All samples were tested at low impact velocity of 2.2 m/s and
fixed energy of 10 Joules with impactor of mass 4.2 kg having 16 mm
diameter.
|
Figure 1 (a) Schematic plots of molding process for specimens; (b) stacking sequence of fibers |
|
Figure 2 (a) Schematic representation of fatigue test performed on Zwick/Roell Z100 machine; (b) schematic representation of drop weight
impact testing. |
|
Table 1 Parameters Obtained from Low-velocity Drop Weight Impact Test on Carbon/Jute Hybrid Composites |

Fatigue
Test. Generally, the fatigue failure in composites showed three
phases. The first phase is usually the consequence of gradual degradation with
slightly change in its rate till 20% Nf which is mainly due
to single matrix crack. The second phase is related to the stiffness of the
composites which normally remains stable throughout the phase. However, the
third phase is related to the catastrophic failure of the composites due to the
propagation of a single matrix crack until it reaches a certain level.26
The lamina properties have been taken from a reference cited at.27
Numerous fatigue test studies concentrated on enhancing the interface strength
of the fiber/matrix to effectively prevent crack beginning in composites and
its diffusion under fatigue loading.
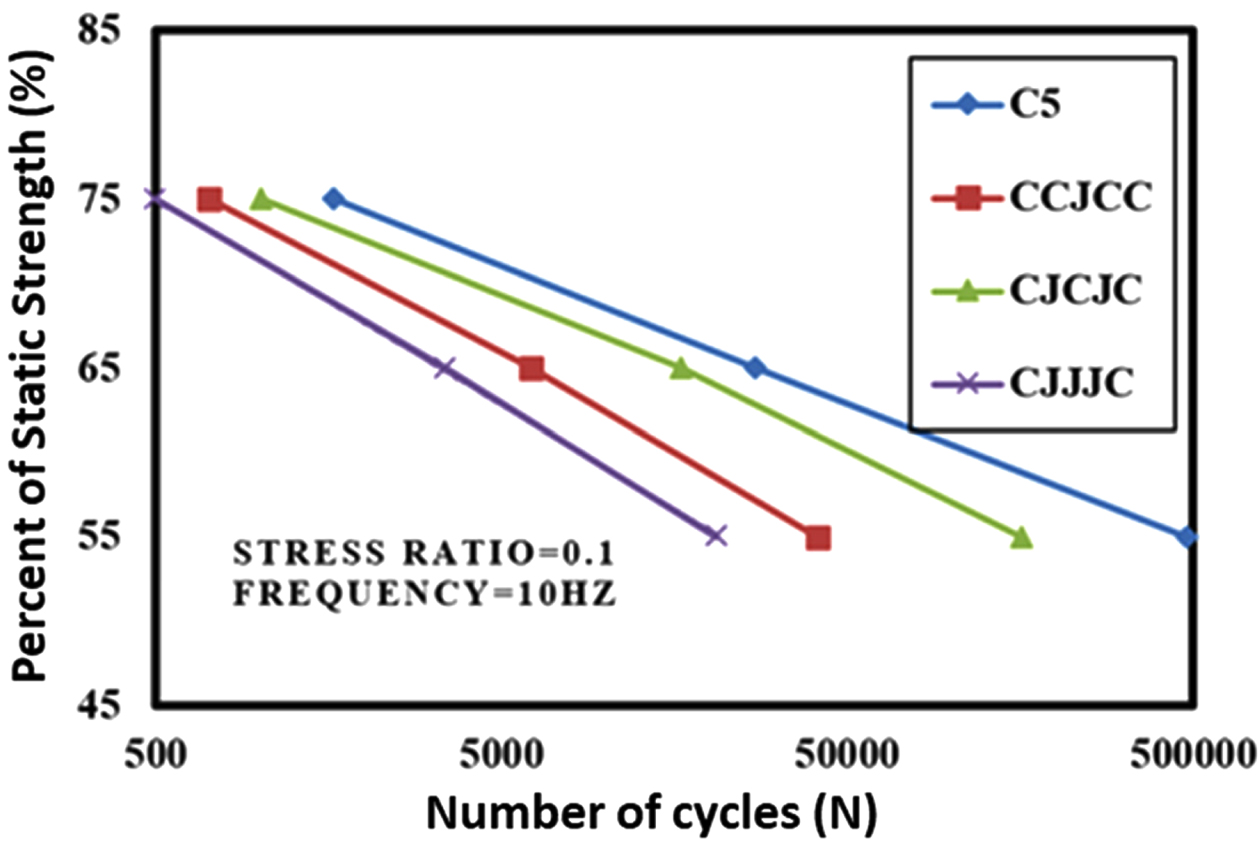
The fatigue behaviour of tested samples up to their failure cycles were
shown in Figure 3. From the S-N curves figure, the fatigue strength
progressively decreased with the increasing fatigue cycle numbers. Pure
carbon/epoxy composites showed higher fatigue strength as compared to its
hybridization with jute. The fatigue strength of carbon/epoxy composites was
also investigated by Cole et al.28
Hybrid composites fatigue life decreased with increasing jute fiber
layers as shown in Figure 3. The low modulus jute fiber has maximum elongation
which after hybridization with carbon fiber, will increased the overall
elongation of hybrid composite but has adverse effect on fatigue life. The
CCJCC hybrid composites showed slightly less fatigue strength as compared to
carbon/epoxy composites (C5). The lowest fatigue strength was noted in hybrid
composites with three layers of jute fibers (CJJJC) may be due to the weak
interfacial adhesion between dissimilar fibers as shown in SEM graphs. Hence,
at higher number of fatigue cycles, jute fiber represented higher degradation
as compared to carbon. The same results was also obtained by Padmaraj in his
research.29
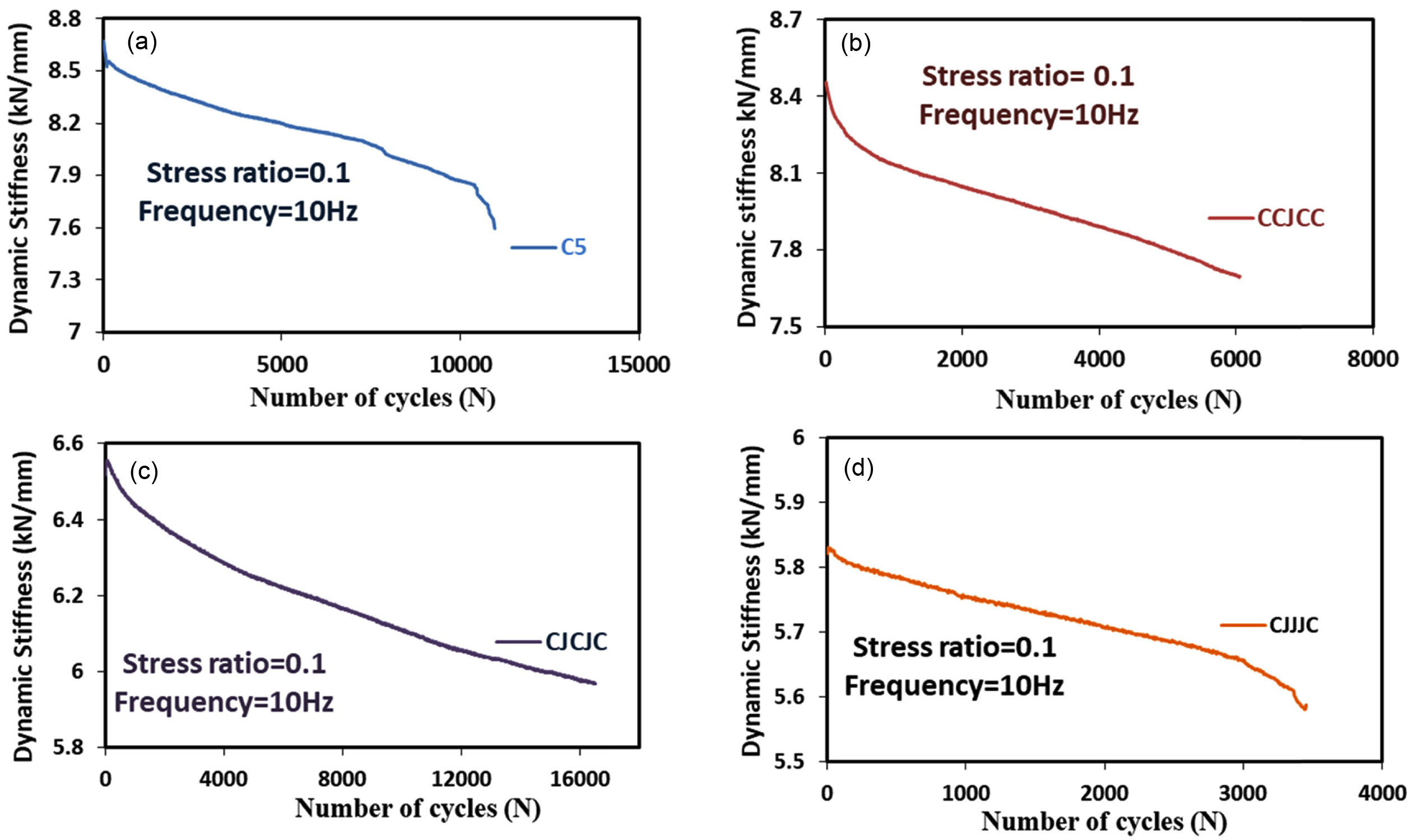
The trend in stiffness degradation was observed to estimate the crack
progression under cyclic loading.30 Fatigue damage in composite
materials always decreases the stiffness as opposed to composite strength. The
trend of stiffness versus number of cycles to failures for all studied stacking
sequences were shown in Figure 4. For 60% and 65% of UTS stiffness degradation
of C5 and carbon/jute hybrid composites were evaluated respectively. During the
initial cycles in all four stacking sequence cases, the stiffness degradation
decreased at a high rate. At imposed load level, fatigue failures of hybrid
composites seemed to be quite sensitive. C5 showed the maximum rate of
degradation, while CJJJC had the lowest rate of degradation. For all four
combinations at 5.6 kN/mm and above, a minute and sudden stiffness
degradation curve was observed that investigated the damage growth.
The fracture region of the carbon fiber under cyclic loading reveals that
transverse crack transmitting inside a yarn and diffused into the nearest yarns
rising to a flat crack region as shown in Figure 5(a). This transverse fracture
has transmitted perpendicular to the directions of fibers, traveling to the
next fibers, and ultimately, creating an almost flat crack.
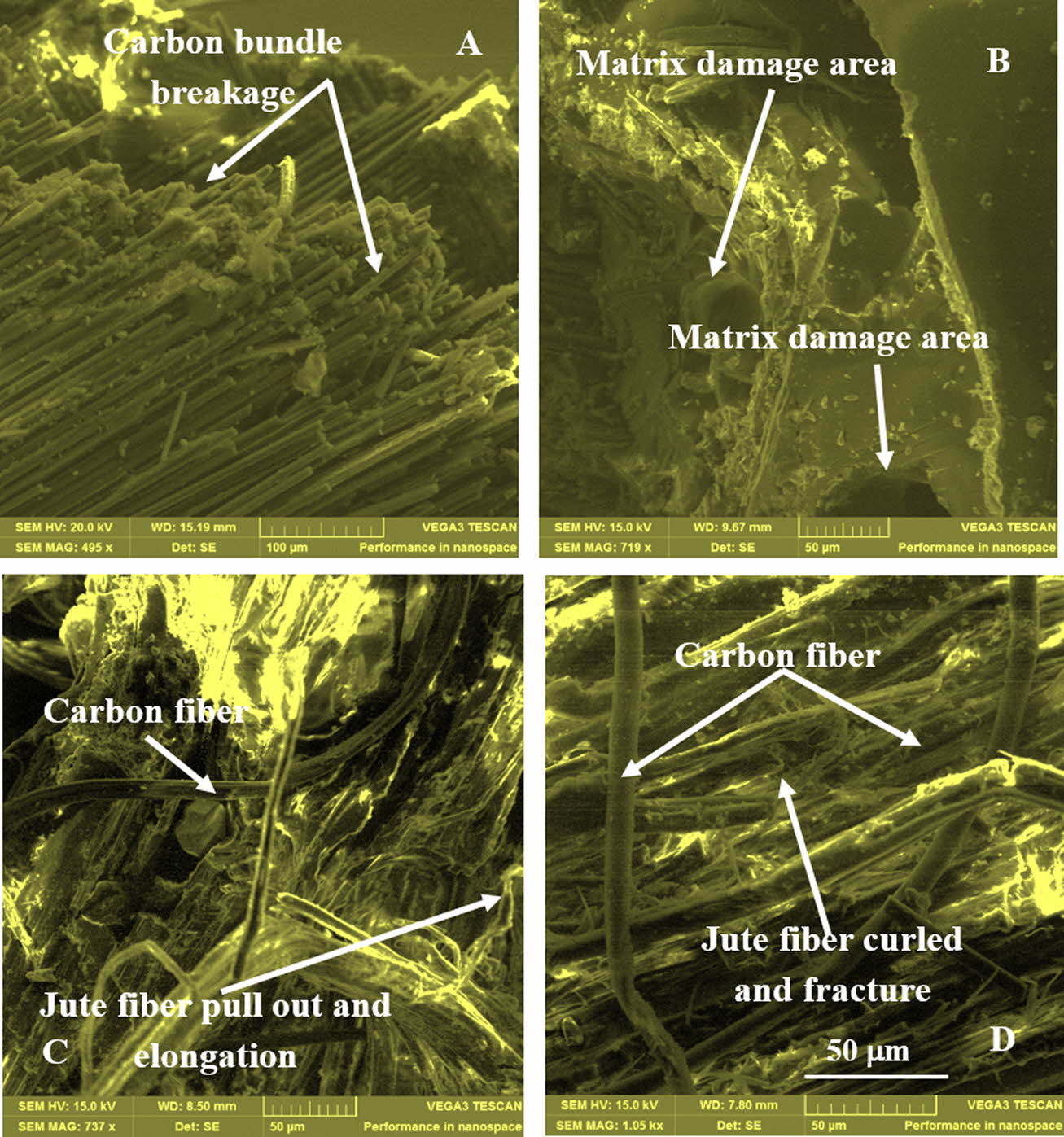
The SEM micrographs revealed that damage happened only in the matrix
region, especially at the region where matrix is rich as shown in Figure 5(b).
Figure 5(c) and 5(d) depicts the failure region of the carbon/jute hybrid
composites because of tension-tension loading. Jute fibers pull-out behaviour
can be seen in the SEM images due to weak interfacial bonding between fibers
and matrix.
Drop
Weight Impact Test. Impact energy is referred to
as the kinetic energy of the system before an impactor hits the specimen.
However, after an impact occurs, the absorbed energy becomes the dissipated
energy which is given off by the system under consideration. After hitting the
impactor with specimen, several mechanisms occur, like plastic and elastic
deformation, cracks in the matrix, fibers pull-out and friction.
In case of impact test, matrix cracking and delamination are the leading
causes of failure. The calculated damaged area after test along with other
parameter information of hybrid composites was shown in Table 1. While
analysing the damage area response of hybrid laminates, it can be noticed that
CJJJC reveals the maximum damaged area or high deformation. These types of
hybrid composites are responsible for more energy absorption as compared to
others. Hybrid composites specially CJJJC showed the broadest damaged regions
because of the enhanced amount of events befall at the various interfaces
between the layers of jute and carbon fiber as explained in the other work.31
By increasing jute fiber mass percentage in hybrid composites, the damage
degree ratio increased as shown in Table 1. This revealed the encouraging
effect of hybridizing jute fiber with carbon fiber, which improved the total
energy Ea.
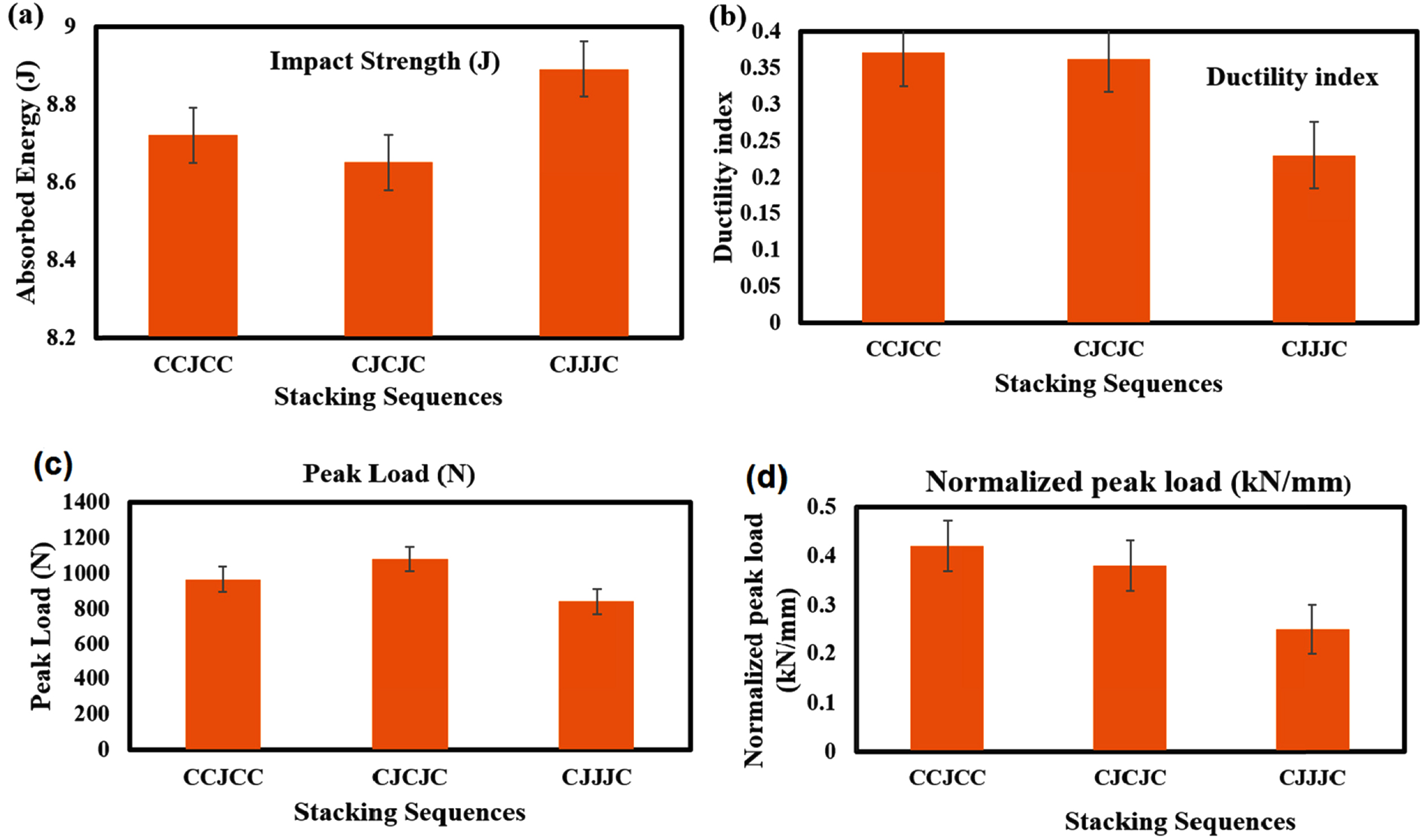
In Figure 6(a), the energy absorbed by laminates showed that the energy
absorption increased by increasing percentage of jute layers in hybrid
composites. M. V. Ramana32 also reported in his study that
jute/epoxy showed higher impact strength as compared to pure carbon fiber
composites.
Ductility index (DI) is another way to find impact strength of composites
as shown in Figure 6(b). CJJJC showed lowest ductility index among all the
stacking sequences, which indicated that hybrid composite with maximum
percentage of jute fiber are brittle as compared to other hybrid composites.
Due to low DI, these composites required a huge amount of energy to initiate
damage. However, after the damage occurred, a little addition of energy will
deteriorate the composites completely. High DI indicated that no catastrophic
failure occurred because these composites can withstand more load just after
damage.
The response of peak loads under constant energy for all investigated
samples were shown in Figure 6(c) which indicated the stiffness of hybrid
composites. The CJCJC and CCJCC showed the maximum peak load, so these two
hybrid composites were stiffer than others. These stiffer composites collapse
less and absorb more load as compared to others.
The thickness of samples also effects the rate of energy absorption and
peak load of composites. For this, the notion of normalization was used in
Figure 6(d). The tremendous difference can be observed between the actual peak
load and the normalized peak load. These three parameters (ductility index,
peak load and normalized peak load) were also reported in the study of M. T.
Isa33 for different hybrid composites.
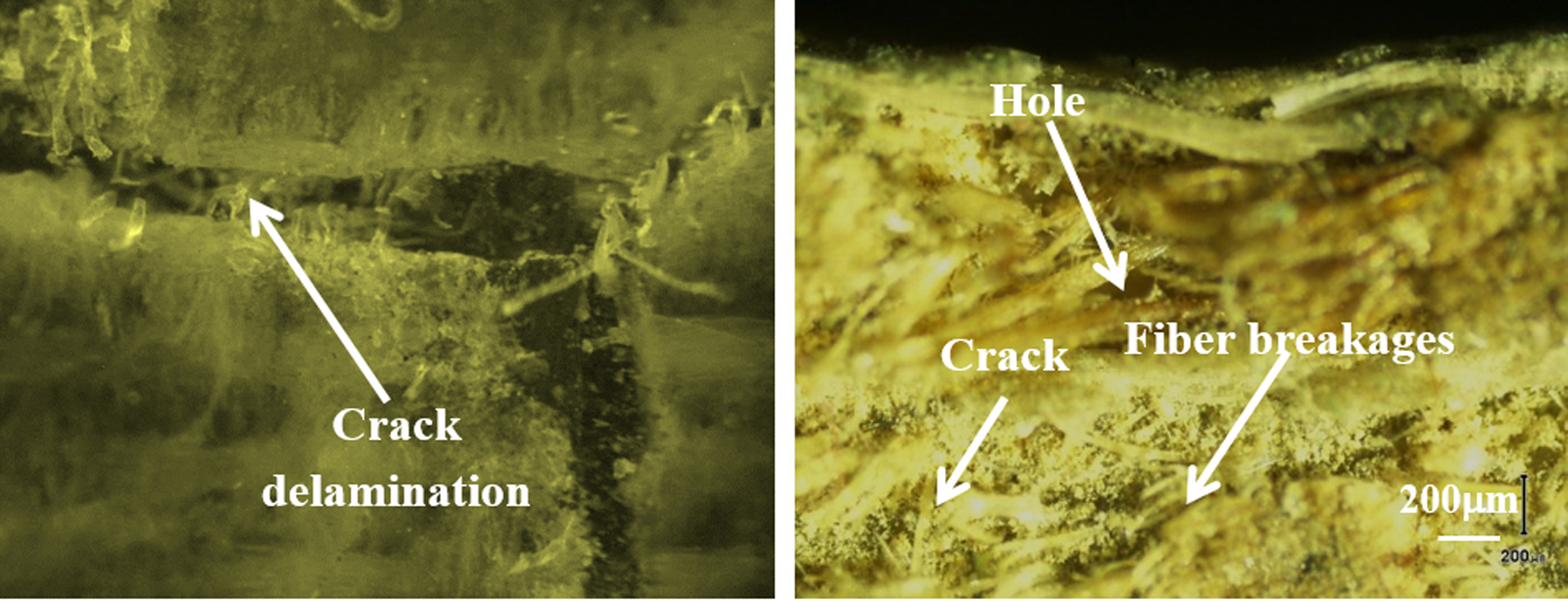
Fractography was performed on Olympus optical microscope (BX51) to study
failure mode of CJCJC stacking sequence hybrid composites after drop weight
test. Images of fractured specimens were taken from different regions of
specimens as shown in Figure 7. From the figure, a crack delamination
phenomenon can be seen due to weak interfacial bonding among fibers and matrix.
Figure 7 also revealed the matrix cracking and fiber breakage behaviour in
hybrid composites. It can be noticed that the matrix cracking always promote
the delamination between the plies.
|
Figure 3 S-N curves at different loading condition in log linear
cycles (N). |
|
Figure 4 Stiffness degradation vs number of cycles to failures: (a) C5; (b) CCJCC; (c) CJCJC; (d) CJJJC. |
|
Figure 5 (a) SEM images of the CFRPs fractured under fatigue
loading; (b) epoxy cracks after fatigue loading; (c) and (d) jute fiber
pull-out and fiber breakage. |
|
Figure 6 (a) Absorbed energy of laminates; (b) ductility index of laminates; (c) effect of pure carbon and its hybrids with jute on peak load
at the same impact; (d) effect of pure carbon and its laminates with jute using notion of normalization. |
|
Figure 7 Damage pattern of samples under drop weight impact test |
Carbon/jute hybrid composites were designed to investigate their fatigue
life, impact strength and morphological properties. The carbon/epoxy composites
yielded highest fatigue strength due to greater stiffness of carbon fiber but
with the increase in jute fiber layers, the fatigue strength decreases. In low
velocity
drop weight impact test, CCJCC and CJCJC hybrid composites prevented the crack
penetration but enhanced the peak loads as compared to other laminates.
Absorbed energy, damage degree and ductility index are improved by increasing
percentage of jute fiber. The maximum peak load during impact test was observed
as 1081.7 N in case of carbon/jute/carbon/jute/carbon (CJCJC) stacking
sequence hybrid composites. Further, the SEM revealed that fatigue life of
hybrid composites decreased due to elongation and pull-out effect of jute
fibers. Fractographic of drop weight impact test samples revealed that
increasing percentage of jute fibers will increase damage area. Hence, this
hybridization of carbon/jute composites especially CJCJC stacking sequence was suggested
as the best economical and productive combination.
- 1. H. N. Dhakal, Z. Y. Zhang, R. Guthrie, J. MacMullen, and N. Bennett, Carbohydr. Polym., 96, 1 (2013).
-

- 2. R. Vijayan and A. Krishnamoorthy, Mater. Today Proc., 16, 897 (2019).
-
- 3. M. Latif, M. N. Prabhakar, G. B. Nam, D. W. Lee, and J. I. Song, Compos. Res., 30, 303 (2017).
- 4. A. K. Gholampour and T. Ozbakkaloglu, J. Mater. Sci., 55, 829 (2020).
-
- 5. R. Sana, K. Foued, B. M. Yosser, J. Mounir, M. Slah, and D. Bernard, Fiber Polym., 16, 2451 (2015).
-
- 6. H. U. Zaman and M. D. H. Beg, Fiber Polym., 15, 831 (2014).
-
- 7. K. Jha, B. B. Samantaray, and P. Tamrakar, Mater. Today Proc., 5, 5601 (2019).
-
- 8. H. Singh, J. P. Singh, S. Singh, V. Dhawan, and S. K. Tiwari, Mater. Today Proc., 5, 28427 (2018).
-
- 9. M. Ahsan, M. Zwawi, M. Taqi, R. Kanthasamy, and A. Bahadar, Fibers, 7, 77 (2019).
-
- 10. H. P. S. A. Khalil and C. W. Kang, J. Reinf. Plast. Compos., 28, 1123 (2009).
-
- 11. R. A. Braga and P. A. A. Magalhaes, Mater. Sci. Eng., C, 56, 269 (2015)
-
- 12. C. Santulli, M. Janssen, and G. Jeronimidis, J. Mater. Sci., 40, 3581 (2005).
-
- 13. M. Shamsuyeva, J. Winkelmann, and H. J. Endres, J. Compos. Sci., 3, 43 (2019).
-
- 14. M. Latif, M. N. Prabahakr, and J. Song, J. Appl. Polym. Sci., 136, 47695 (2019).
-
- 15. M. Latif, C. N. Kumar, M. N. Prabahakr, and J. Song, Fiber Polym., 20, 413 (2019).
-
- 16. M. R. Sanjay, G. R. Arpitha, and B. Yogesha, Mater. Today Proc., 2, 2959 (2015).
-
- 17. M. M. Thwe and K. Liao, J. Mater. Sci. Lett., 19, 1873 (2000).
-
- 18. R. Velmurugan and V. Manikandan, Compos. Part A - Appl. Sci. Manuf., 38, 2216 (2007).
-
- 19. L. A. Pothan, C. N. George, M. J. John, and S. Thomas, J. Reinf. Plast. Compos., 29, 1131 (2010).
-
- 20. F. Basiji, V. Safdari, A. Nourbaksh, and S. Pilla, Turk. J. Agric. For., 34, 191 (2010).
- 21. V. Vilay, M. Mariatti, R. M. Taib, and M. Todo, Compos. Sci. Technol., 68, 631 (2008).
-
- 22. H. Alamri and I. M. Low, Polym. Test., 3, 620 (2012).
-
- 23. G. Goud and R. N. Rao, Bull. Mater. Sci., 35, 595 (2012).
-
- 24. K. Shima, K. Okubo, and T. Fujii, WIT Trans. Eng. Sci., 39, 261 (2003).
- 25. N. H. Bakar, K. M. Hyie, C. M. Mardziah, N. R. N. Roselina, and N. R. N. Masdek, J. Teknol., 76, 25 (2015).
- 26. R. Tang, Y. J. Guo, and Y. J. Weitsman, Int. J. Fatigue, 26, 421 (2004).
-
- 27. A. Ali, M. A. Nasir, M. Y. Khalid, S. Nauman, K. Shaker, S. Khushnood, K. Altaf, M. Zeeshan, and A. Hussain, J. Mech. Sci. Technol., 33, 4217 (2019).
-
- 28. D. P. Cole, T. C. Henry, F. Gardea, and R. A. Haynes, Compos. Sci. Technol., 151, 202 (2017).
-
- 29. N. H. Padmaraj, K. N. Chethan, Pavan, and A. Onkar, IOP Conference Series: Mater. Sci. Eng., 225, 012017 (2017).
- 30. S. D. Salman, M. J. Sharba, Z. Leman, M. T. H. Sultan, M. R. Ishak, and F. Cardona, BioResources, 11, 3575 (2016).
- 31. F. Sarasini J. Tirillo, L. Ferrante, M. Valente, T. Valente, L. Lampani, P. Gaudenzi, S. Cioffi, S. Iannace, and L. Sorrentino, Compos. Part B-Eng., 59, 204 (2014).
-
- 32. M. V. Ramana and S. Ramprasad, Mater. Today Proc., 4, 8654 (2017).
- 33. M. Isa, A. Ahmed, B. Aderemi, R. M. Taib, H. M. Akil, and I. A. M. Dabo, Leonardo EI. J. Pract. Technol., 13, 97 (2014).
- Polymer(Korea) 폴리머
- Frequency : Bimonthly(odd)
ISSN 0379-153X(Print)
ISSN 2234-8077(Online)
Abbr. Polym. Korea - 2023 Impact Factor : 0.4
- Indexed in SCIE
 This Article
This Article
-
2020; 44(5): 610-617
Published online Sep 25, 2020
- 10.7317/pk.2020.44.5.610
- Received on Mar 18, 2020
- Revised on Apr 30, 2020
- Accepted on May 6, 2020
Services
Shared
Correspondence to
- Hussein Alrobei
-
Department of Mechanical Engineering, College of Engineering, Prince Sattam bin Abdul aziz University, AlKharj, Saudi Arabia
- E-mail: h.alrobei@psau.edu.sa
- ORCID:
0000-0002-5294-9678
Hyecheon Building(Room 601), #354, Gangnam-Daero, Gangnam-Gu, Seoul 06242, Korea
TEL : 82-2-568-3860, 561-5203, 569-3860 FAX : 82-2553-6938 E-mail: polymer@polymer.or.kr