






- Maleated Natural Rubber Compatibilized Natural Rubber/Halloysite Nanotubes Composites
Nabil Hayeemasae†
 , Kannika Sahakaro, and Hanafi Ismail*
, Kannika Sahakaro, and Hanafi Ismail*Department of Rubber Technology and Polymer Science, Faculty of Science and Technology,
Prince of Songkla University, Pattani Campus, 94000, Pattani, Thailand
*School of Materials and Mineral Resources Engineering, Engineering Campus, Universiti Sains Malaysia, 14300, Nibong Tebal, Penang, Malaysia- Maleated Natural Rubber로 조절된 Natural Rubber/Halloysite 나노 튜브 복합재료
The properties of rubber
composites depend strongly on the compatibility of the rubber matrix and
particulate filler. The polarity difference between the two phases has always
been the main concern. Natural rubber (NR) and halloysite nanotubes (HNT) are
one of the examples of the incompatible system. In this regard, a suitable compatibilizer
is recommended to mediate the interactions. In this study, the maleated natural
rubber (MNR) with various amounts of maleic anhydride (MA) was introduced as a
compatibilizer to this composite. By increasing MA contents, scorch and curing
times were increased whereas the maximum torque and the torque differences
exhibited the highest values at the MA content of 2 phr. Payne effect was also
implemented to monitor their rubber-filler interactions. The MNR with 2 phr of
MA exhibited the lowest filler-filler interaction as shown by a lower decrement
of storage modulus at high strain. This rubber composite also exhibited the
optimum tensile and tear strengths. It is clearly highlighted that application
of the MNR with a suitable MA amount enables to increase the rubber-filler
interaction significantly and therefore improve a HNT dispersion. Hence, the
use of MNR provided the great potential to compatibilize NR and HNT.
The Maleated Natural Rubber (MNR) was prepared and
introduced as a compatibilizer
to the composites based on Natural Rubber (NR) and Halloysite Nanotubes (HNT).
From the results obtained, it is clear that MNR has greatly influenced the
enhancement of the mechanical properties. MNR enables to mediate the
rubber-filler interaction which was verified by the Payne effect.
Keywords: natural rubber, maleated natural rubber, halloysite nanotubes, Payne effect
We gratefully acknowledge the financial support by
Prince of Songkla University through a Research Grant for New Scholar (Grant
No. SAT590650S).
Improving the performance of rubber can be achieved by adding small
amount of nanofillers and this technique has drawn considerable attention
during the last decades.1-3 An obvious enhancement of physical and
other related properties of rubber depends greatly on several factors such as
the filler aspect ratio, the degree of dispersion, and the alignment of the
particulates. Halloysite nanotube (HNT) is the nanofiller that has been
recently available in many types of matrix.4-7 This is because of
the very special characteristic that is formed by surface weathering of
aluminosilicate minerals. The surface chemistry of HNT is similar to clay,
making this material incompatible with the non-polar rubber such as NR.
Scientists have been trying to solve this drawback by several approaches in
order to improve their compatibility. These included a very common method like
using the silane coupling agents8 as well as using the compatibilizers,9
and adjusting the methods of preparation.10
Addition of compatibilizer to incompatible system has greatly influenced
the overall structure of the composites. Most used compatibilizers were based
on modified rubber which is prepared by introducing some functional groups to
increase its polarity. In this regards, higher polarity of rubber is achieved
and it is expected to increase the compatibility between non-polar rubber and
HNT. One of the well-known methods has been the grafting of maleic anhydride
(MA) onto the rubber molecule. For example, Pasbakhsh et al.11
utilized EPDM-g-MA to compatibilize between EPDM and HNT. It was obvious
that EPDM-g-MA reduced a tendency of HNT agglomeration and hence
improved the HNT dispersion. This was described to be due to a better
interaction between the hydroxyl groups on HNT surface and succinic anhydride
groups of the EPDM-g-MA. Similar approach was also carried and found in
the literature.12,13 They also proposed possible interaction gained
between the filler and modifier. Another example of using modified rubber to
improve the compatibility between non-polar rubber and HNT was the use of
carboxylated styrene butadiene rubber reported by Du et al..10
It was shown that strong interfacial bonding of rubber and HNT was formed,
making the HNT dispersed uniformly and even individually in the rubber matrix.
The mechanical properties, especially the modulus and hardness, are
significantly increased by introducing this technique. From these examples
together with the structure’s point of view, the interaction between NR and HNT
can be made possible by introduction of the modified rubber.
In this study, modified rubber was specially focused towards the use of
maleated natural rubber or MNR. Based on the chemical structure of MNR, it was
anticipated to enhance the compatibility of these two components especially at
the outer layers of HNT (silanol and/or siloxane groups). To date, no reports
have been published concerning to the use of MNR as a compatibilizer in the HNT
filled NR composites. The study focused mainly on the curing, mechanical
properties and dynamic properties of the composites. The findings obtained in
this work will lead to the scientific perspective on the role of MNR as a
compatibilizer for NR/HNT composites and extend to be source of detailed
information for manufacturing the rubber products containing the HNT in the
system.
Materials. STR 5 L was
the grade of NR used as a main matrix both in compounding the composite and
preparing the MNR, it was manufactured by Chalong Latex Industry Co., Ltd.,
Thailand. MA was used to graft it onto NR molecule, it was obtained from
Sigma-Aldrich (Thailand) Co., Ltd. Bangkok, Thailand. HNT was mined and
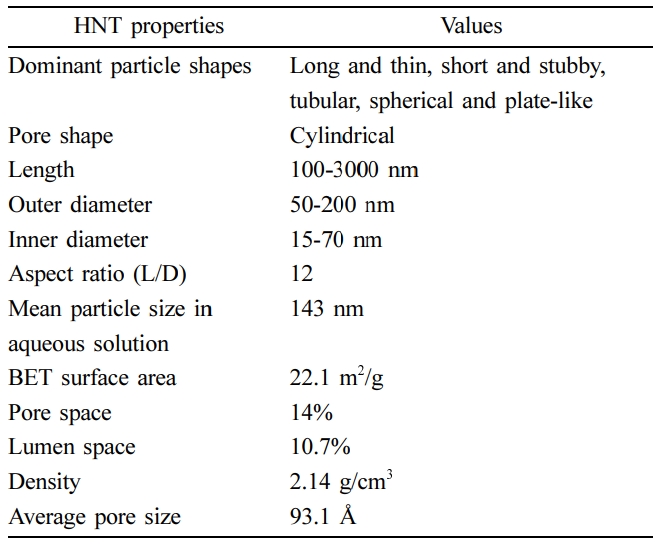
supplied by Imerys Ceramics, New Zealand. HNT consists of the following
components, e.g., SiO2 (51.415 wt%), Al2O3
(34.15 wt%), Fe2O3 (0.3 wt%), TiO2 (0.08 wt%) as
well as MnO, CaO, MgO, K2O and Na2O as traces. Other
related properties of this HNT are listed in Table 1.14 The curing
activators namely ZnO and stearic acid were purchased from Global Chemical Co.,
Ltd., Samut Prakan, Thailand and Imperial Chemical Co., Ltd., Bangkok, Thailand
respectively. N-cyclohexyl-2-benzothiazole sulfenamide (CBS) as
accelerator, was purchased from Flexsys America L.P., West Virginia, USA, and
sulfur as vulcanizing agent, was purchased from Siam Chemical Co., Ltd., Samut
Prakan, Thailand.
Preparation
of MNR. Grafting of MA
e.g., 1-8 phr onto NR was done by mixing the NR with MA in a Brabender
Plasticorder at 145 °C at a rotor speed of 60 rpm under normal atmosphere.
The mixing was last for 10 min. The resulting rubber was purified by
reprecipitation only for the purpose of characterization by FTIR. The resulting
MNR was then purified to confirm grafting of MA onto NR. This was carried out
by dissolving the rubber sample in toluene at room temperature for 24 h and
then at 60 °C for 2 h, the soluble part was collected and precipitated in
acetone. The sample was dried in a vacuum oven at 40 °C for 24 h. The
purified MNR was finally characterized for FTIR spectrum.
Preparation
of NR/HNT Composites. Table 2 lists the
main ingredients used for preparing the rubber composites, in which the main
matrix used was separate accordingly. The entire amounts of additives were
mixed in a Brabender (Plastograph® EC Plus, Mixer W50EHT 3Z) and
just after the dumping, the compounds were passed through a two-roll mill to
avoid excess heat. The compounds were then compressed into certain shapes using
a hydraulic hot press, with the vulcanizing times obtained by a moving-die
rheometer (MDR) as described later.
Attenuated
Total Reflection-Fourier Transform Infrared Spectroscopy (ATR-FTIR). The FTIR spectra
of MNR were analyzed using a Bruker FTIR spectrometer (Tensor27) with a smart
durable single bounce diamond in the ATR cell. Each spectrum was recorded in
transmission mode after 32 scans per spectrum, with 4 cm-1
resolutions from 4000 to 400 cm-1.
Measurement
of Curing Characteristics. The curing
characteristics of the composites were determined using an MDR (Rheoline, Mini
MDR Lite) at 150 oC. Torque, scorch time (ts2)
and curing time (tc90) were determined according to ASTM
D5289.
Measurement
of Mechanical Properties. The samples were cut into a
dumbbell shape according to ASTM D412. The tensile tests were carried out with
a universal tensile machine (Tinius Olsen, H10KS) at a cross-head speed of 500
mm/min. This is to determine 100% modulus, 300% modulus, tensile strength and
elongation at break. Further, the tear strength of the composites was also
tested using the same machine by following the ASTM D624 with a cross-head
speed of 500 mm/min. The tear strength recorded was the average of five repeated
tests for each compound.
Dynamic
Properties. The dynamic properties of the NR/HNT and MNR
compatibilized NR/HNT composites were studied using a Rubber Process Analyzer
model D-RPA 3000 (MonTech Werkstoffprüfmaschinen GmbH, Buchen, Germany). The composite
sample was cured at 150 oC based on the curing time observed
from Rheoline Mini MDR Lite (Prescott Instrument Ltd., UK). Then, temperature was
cooled down until 60 oC, frequency 10 Hz and varying
strains in the range of 0.56 to 90%. The raw outputs in term of storage modulus (G')
and damping characteristic (tan d) were recorded
whereby the rubber-filler interaction of the composites were monitored through
the Payne effect. Payne effect can be calculated according to the equation
below;

Where G'i is the G' at 0.5% strain and G'f
is the G' at 90% strain. Higher Payne effect indicates lower
rubber-filler interaction.
Scanning
Electron Microscopy. The morphology of
the rubber sample was screened by a scanning electron microscope (Quanta 400)
to gain the detailed information on the dispersion of HNT filler in both NR and
MNR. To electrostatic charge during scanning, fractured samples were coated
with gold palladium prior to be scanned.
|
Table 1 Typical Analysis Data of HNT Relative to the Formation
of Polymer Composites14 |
|
Table 2 Compounding Ingredients Used for Preparation of the
Composites |
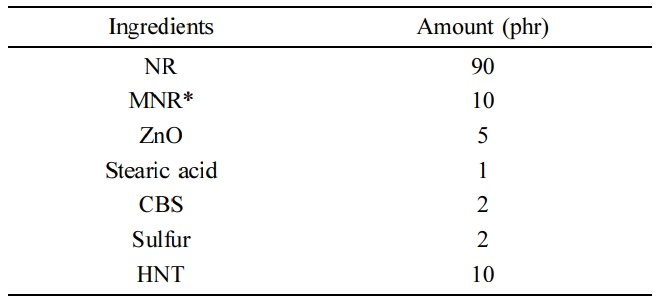
Remark: MNR used was
compounded separately according to the MA contents. |
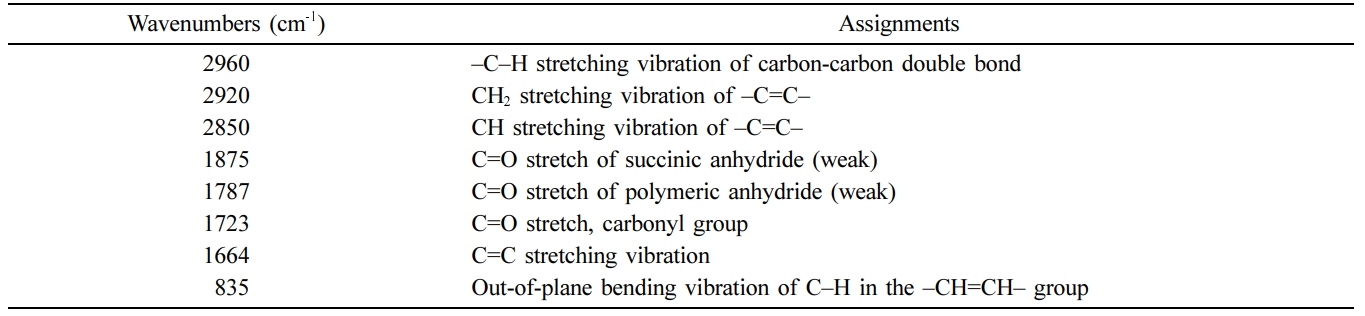
Functionalities
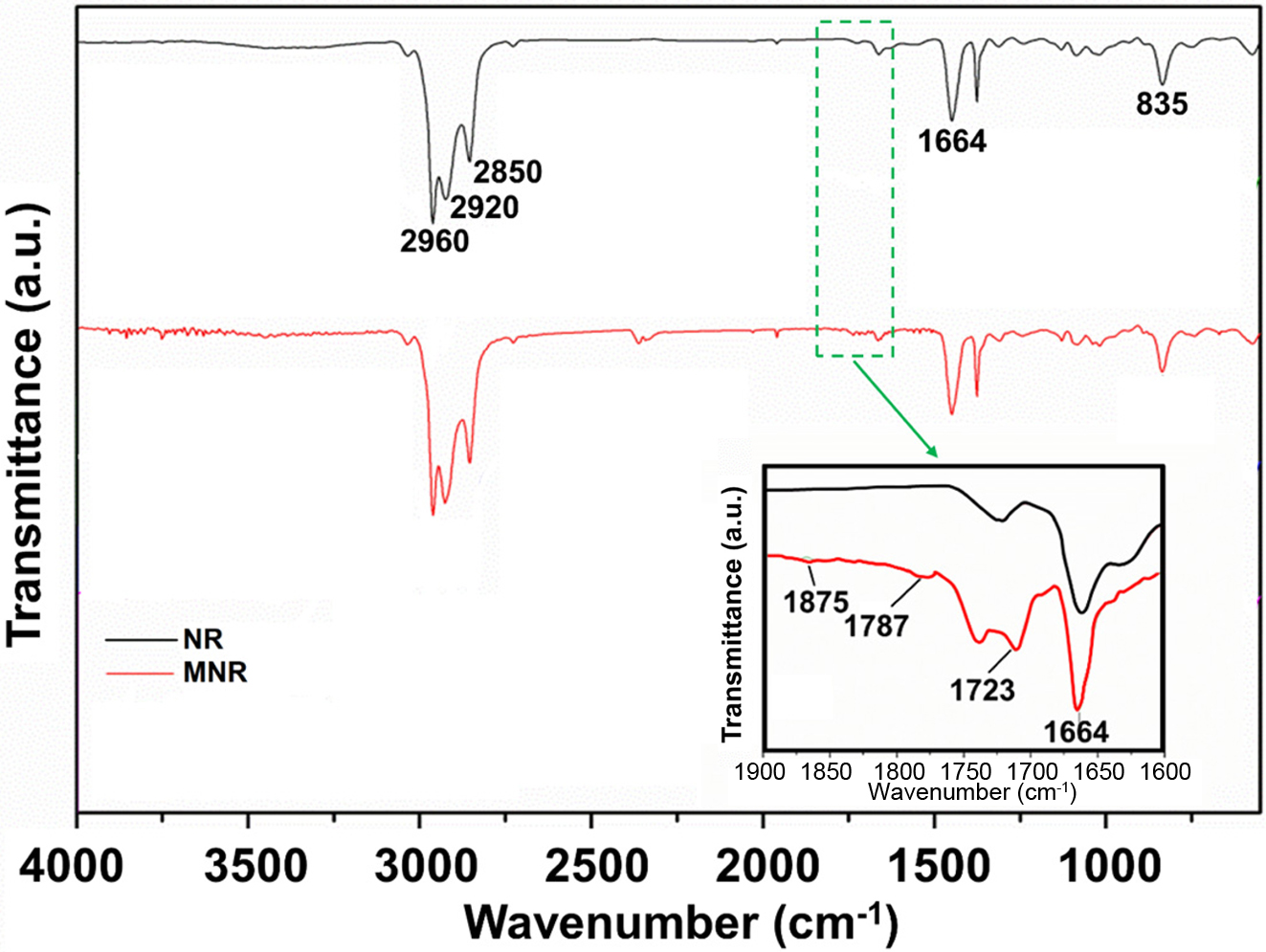
of Maleated Natural Rubber. FTIR spectrum of
MNR at various MA contents is shown in Figure 1 where the peak assignments were
listed in Table 3. As for the unmodified NR, the characteristic peaks are found
at around 2960, 2920 and 2850 cm-1, indicating the CH
stretching vibrations of carbon-carbon double bond in NR. Other important peaks
are at 1664 and 835 cm-1, associated with the stretching
vibrations of C=C bonds and out of plane deformations of =C-H groups,
respectively. When NR was grafted by MA, a broad and intense characteristic
band at a wavenumber of 1787 cm-1 and a weak absorption band at
1875 cm-1 were observed. These bands can be assigned to grafted
anhydride, which are due to symmetric (strong) and asymmetric (weak) C=O
stretching vibrations of succinic anhydride rings, respectively. These bands
were responsible to the presence of succinic anhydride groups grafted onto NR
molecules. Moreover, there was an important peak captured at wavenumber of
1723 cm-1 due to the formation of carbonyl groups of opened
ring structure succinic anhydride. This is because a high level of grafted
maleic anhydride tends to react with moisture during drying and storage. The
peaks seen in this study were quite similar to the previous results in the
literature.13,15
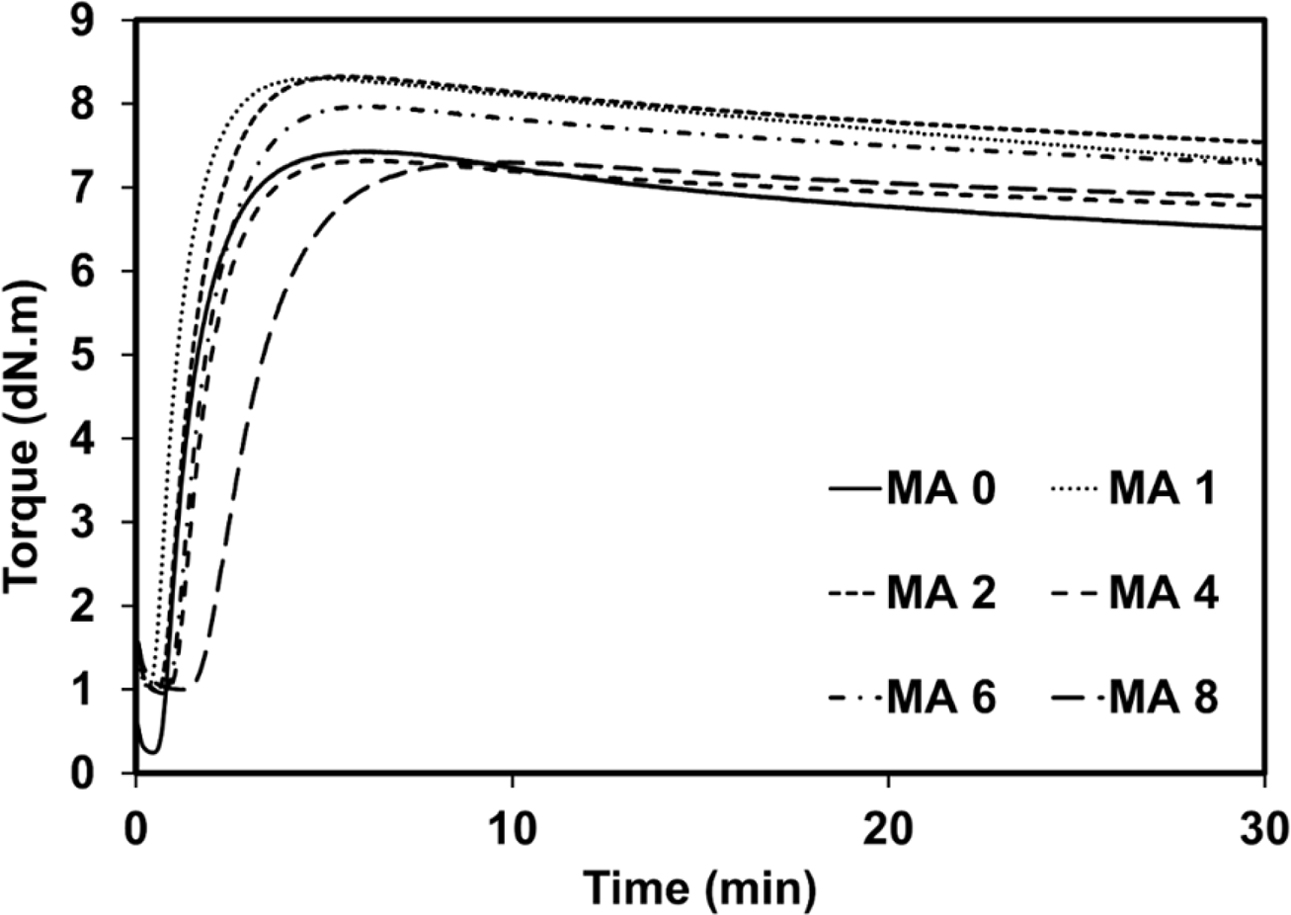
Cure
Characteristics. The curing curves of the NR/HNT in the absence and
presence of MNR as a compatibilizer are shown in Figure 2 where the
summarized results were listed in Table 4. The minimum torque (ML)
slightly decreased upon the MA content in MNR, ML is known to
be a representative of compound’s viscosity. Introducing the MNR has caused to
increase the ML. During the preparation of MNR, the maleated
crosslinks can be formed which has led to increase a gel part in MNR. This
later resulted to increase the compound’s viscosity of the composite. Similar
observation was also found by Nakason et al.13 and Sahakaro
and Beraheng,15 they also explained the same reason behind such
finding. Further increase in MA content has given ML more or
less the same values. However, it is interesting to highlight that the maximum
torque (MH) and torque difference (MH – ML)
were observed differently. Both values increased up to 2 phr of MA contained in
MNR and then decreased after this level. The increment of these values indicate
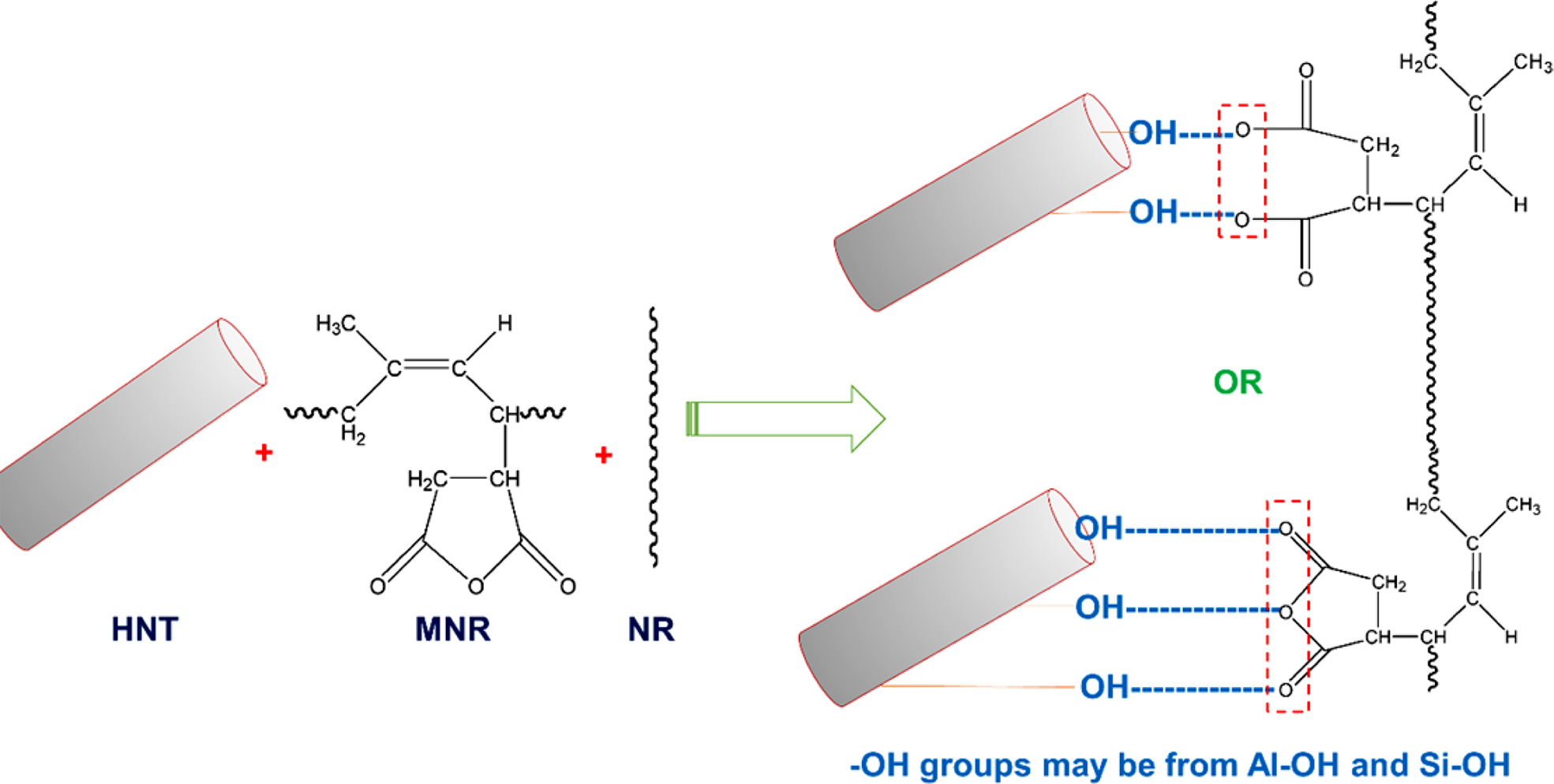
higher extend of crosslinking and/or interaction between the NR and HNT. The
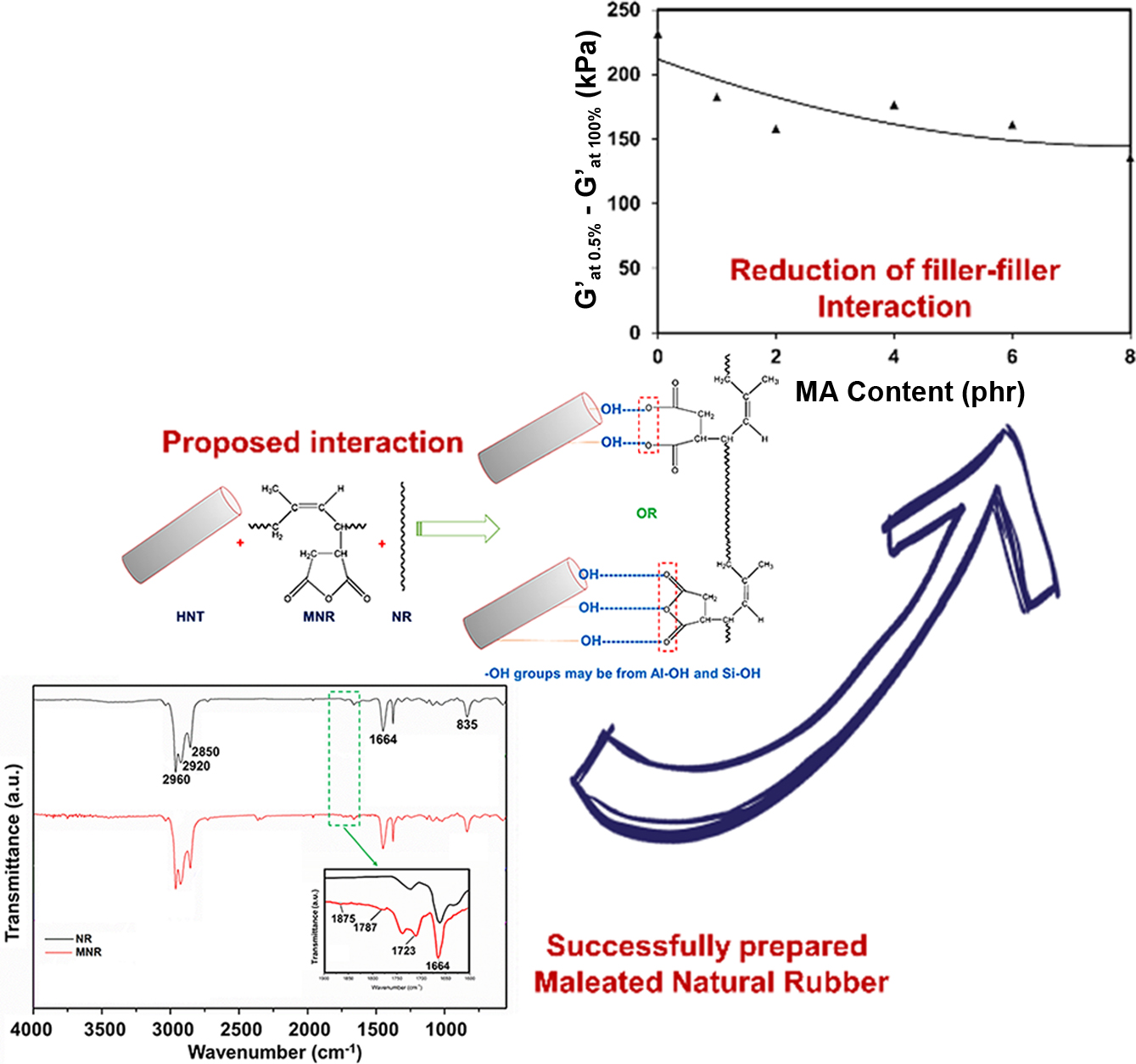
proposed interaction between NR and HNT is illustrated in Figure 3. There are
two possible interactions formed in the composite either through opened ring
and/or cyclic structures. Grafting of the succinic anhydride groups onto NR
molecules of the MNR enabled to increase polarity of rubber and made it
compatible to the HNT. Pasbakshs et al.11 also proposed
similar interaction forming from the hydroxyl groups of HNT and succinic
anhydride groups of EPDM-g-MA. Considering the decrease of MH
and MH – ML, it could be due to
the higher level of self-crosslink (maleated crosslink) in the MNR especially
at higher level of MA. As more crosslink was formed, less succinic anhydride
groups were available to mediate the interaction between NR and HNT.
As for the vulcanizing reaction, introducing the MNR has lengthen the
vulcanizing process. This was monitored though the scorch (ts2)
and curing (tc90) times. It is simply due the presence of
acids from ring opening of succinic anhydride groups. Any chemical substance
that gives the rubber compound more acidity will lead to an adsorption of
accelerator16,17 and delay the reactivity of accelerators.
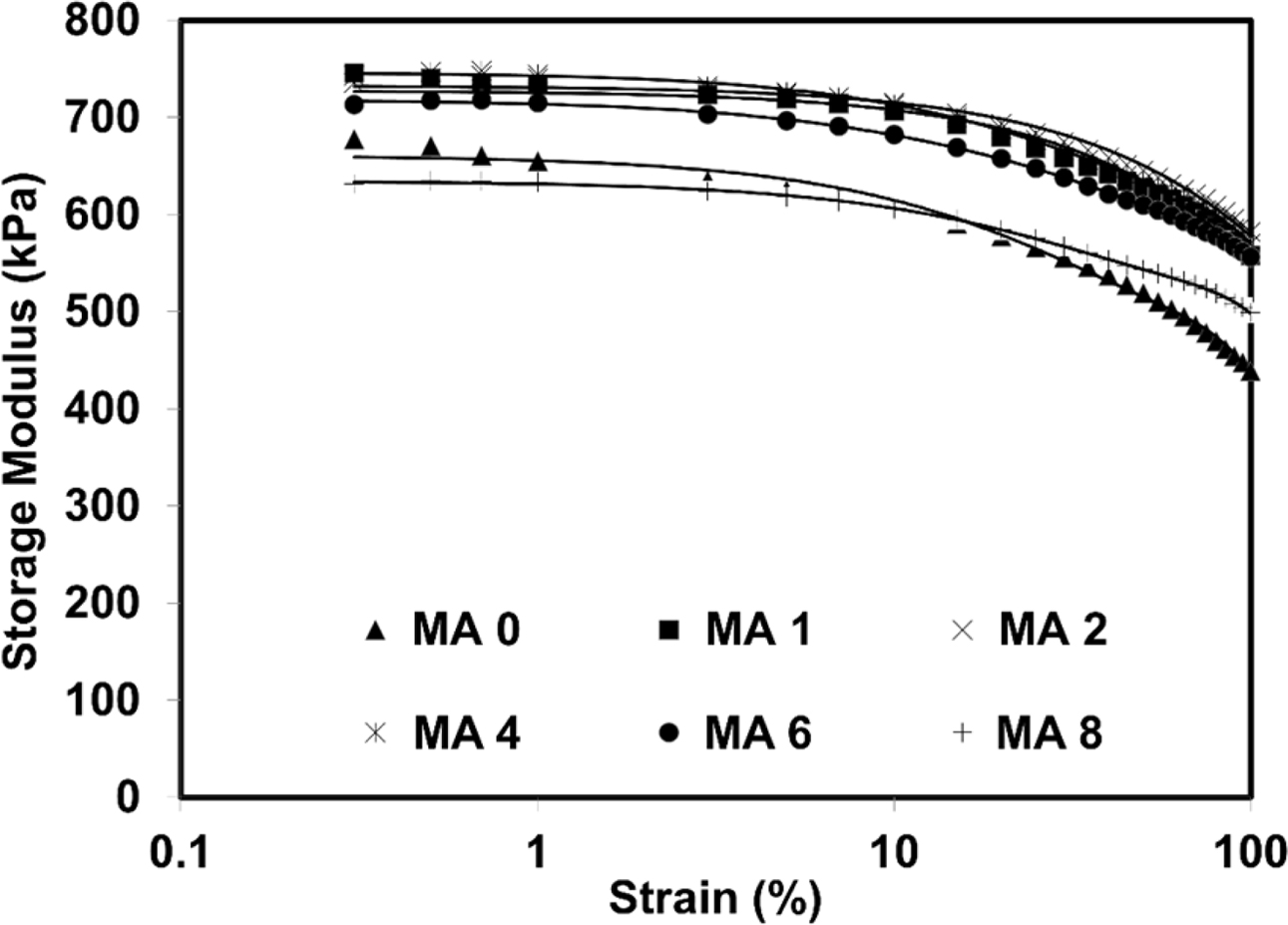
Dynamic
Properties. Dynamic properties
of the composites were carried out using Rubber Process Analyzer. This is to
investigate the storage modulus and the Payne effect. Figures 4 and 5
illustrate the storage modulus and the Payne effect of NR/HNT composites in the
absence and presence of MNR as a compatibilizer. It can be seen that the
storage modulus of all compounds showed constant values at low strain region
but slightly decrease when the strain is higher than 50%. This is the common
phenomenon happens to the viscoelastic material due to the molecular stability
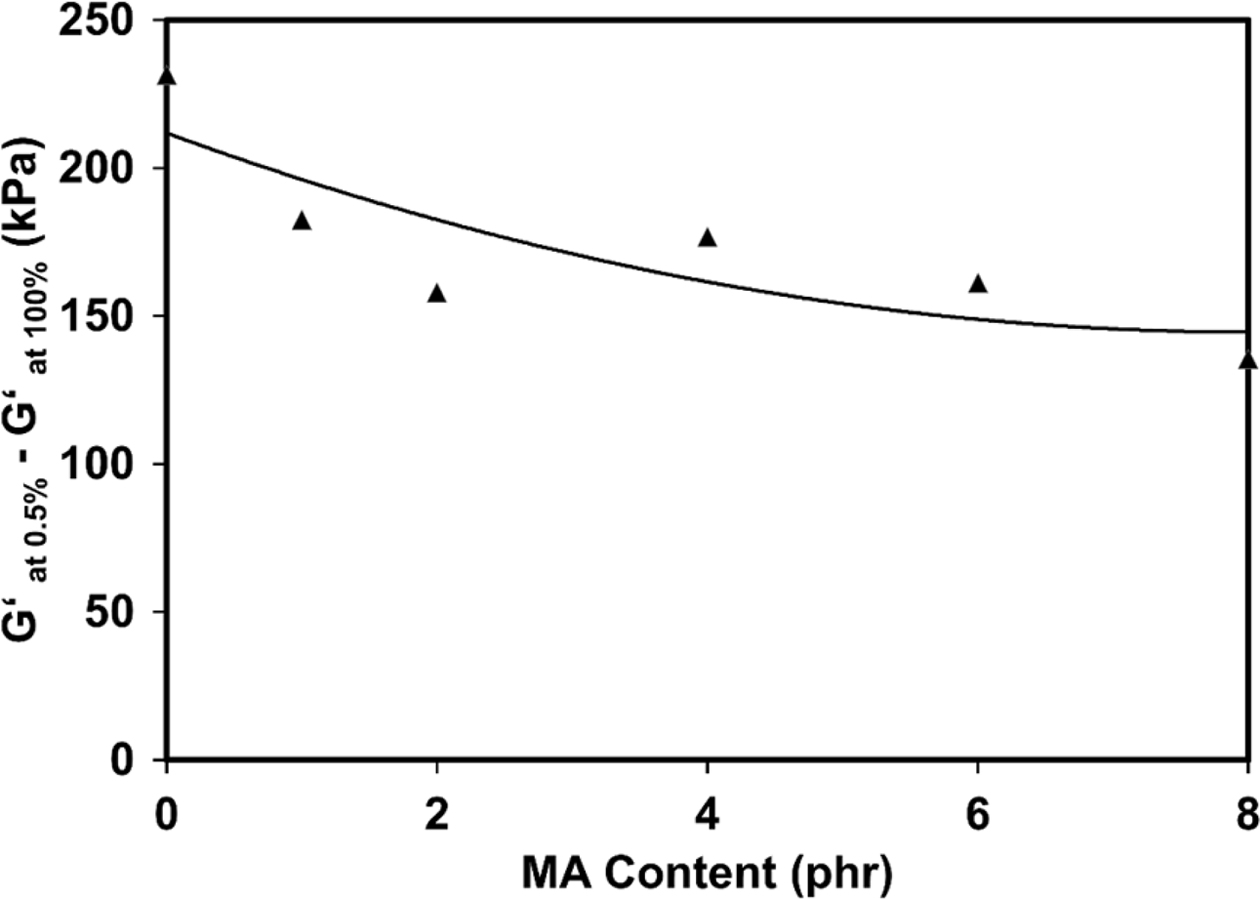
of the rubber. In addition to that, the Payne effects of all composites were
also estimated from the difference between the storage modulus at low strain
and high strain amplitude.18,19 The level of Payne effect of the
NR/HNT compound was found to be 231.49 kPa where the Payne effect was
comparatively reduced against the MA contents, i.e., 182.47, 157.86, 176.71,
161.14 and 135.52 kPa respectively for MA contents at 1-8 phr
consecutively. This is a good indication that the interaction between NR and
HNT was improved. The lower Payne effect is responsible to be due to the lower
filler-filler interaction.20 This finding is very good agreement to
the state of cure observed in the previous study.
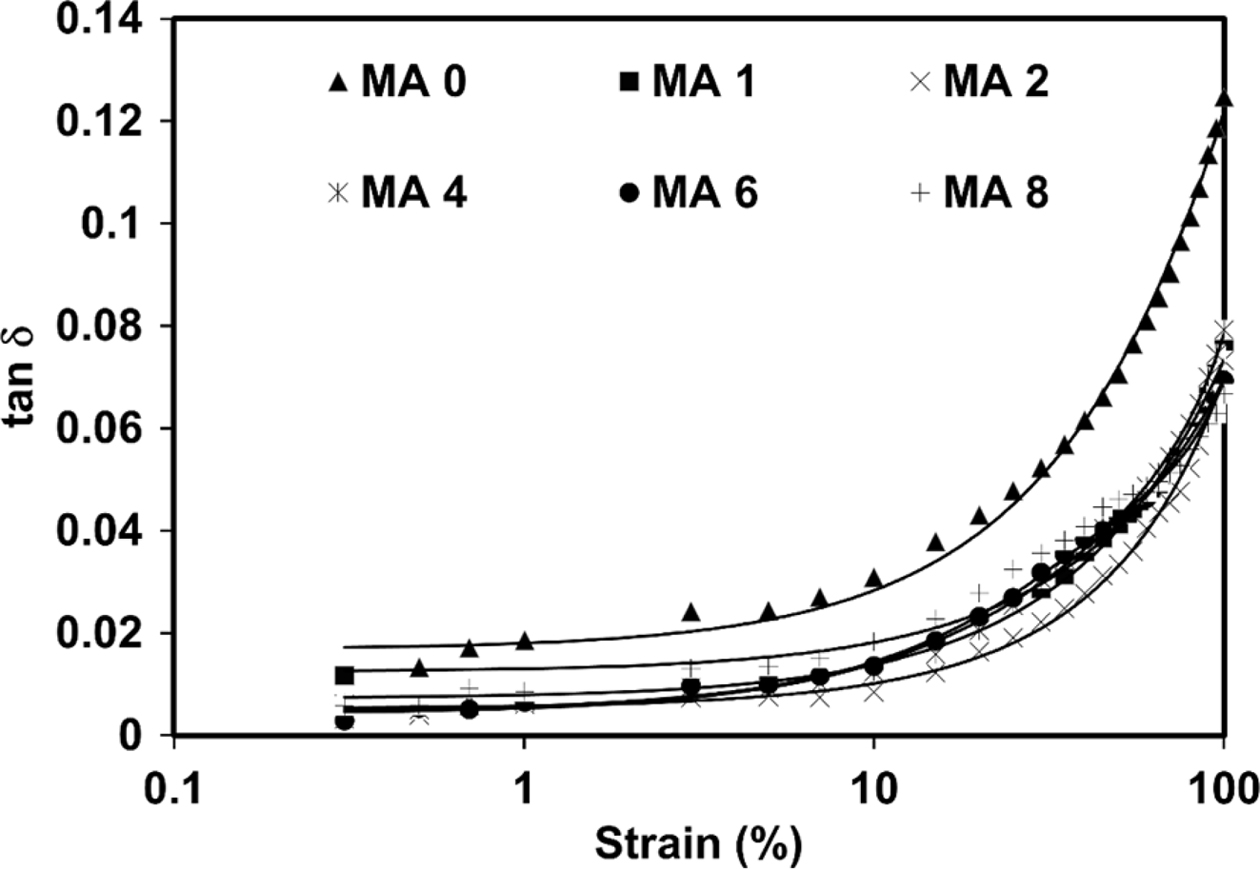
Dependence of damping characteristic (tan d) as functions of
strain is shown in Figure 6. Considering the composite without the addition of
MNR as a compatibilizer. It was found that highest damping value was observed.
High damping indicates low elastic response over dynamic condition. However,
when the MNR was added as a compatibilizer, it is obvious that the composites
exhibited low damping characteristics, suggesting that a considerable degree of
mobility was exhibited. This is simply due to the better interaction between
rubber and filler through the use of MNR as the main rubber matrix in the
system. The compatibility of non-polar rubber and HNT increases an interfacial
adhesion and results in an improved elastic property of the composites.
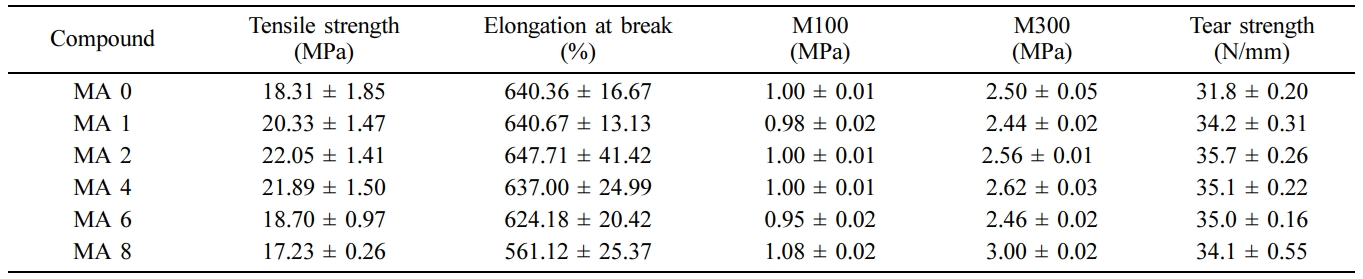
Mechanical
Properties. To confirm more on the compatibility of NR and HNT,
mechanical properties are the good indication. Tensile properties and tear
strength of the NR/HNT composites in the absence and presence of MNR as a
compatibilizer are listed in Table 5. Tensile strength was found to be higher
when MNR was added to the composite and the value increased up to 2 phr of MA
content. Higher tensile strength observed is responsible to their high levels
of rubber-filler interaction. Such increment is definitely attributed to an improved
degree of compatibility between rubber and HNT in the presence of MNR which was
described earlier in Figure 3. A further increment of MA content also leads to
a reduction of tensile strength due to a formation of maleate network12
as discussed earlier. As a result, the stress concentration point was observed
at the interacting point, creating catastrophic failure in the rubber samples
while stretching. This also caused the same phenomenon to the elongation at
break of the composites.
The strong interaction of the NR and HNT has made the tensile modulus
(stresses at 100% and 300% strains) higher especially at high concentration of
MA. As more MA was grafted to the NR, a possibility of self-crosslink was
formed, resulting in stiffer and harder composites. In addition to this, the
tear strength was also carried out to monitor the strength of the composites.
Similar optimum content of MA was also observed for the tear strength. Again,
this is simply to an improvement of the compatibility between the NR and HNT,
higher energy was then highly required to tear the sample.
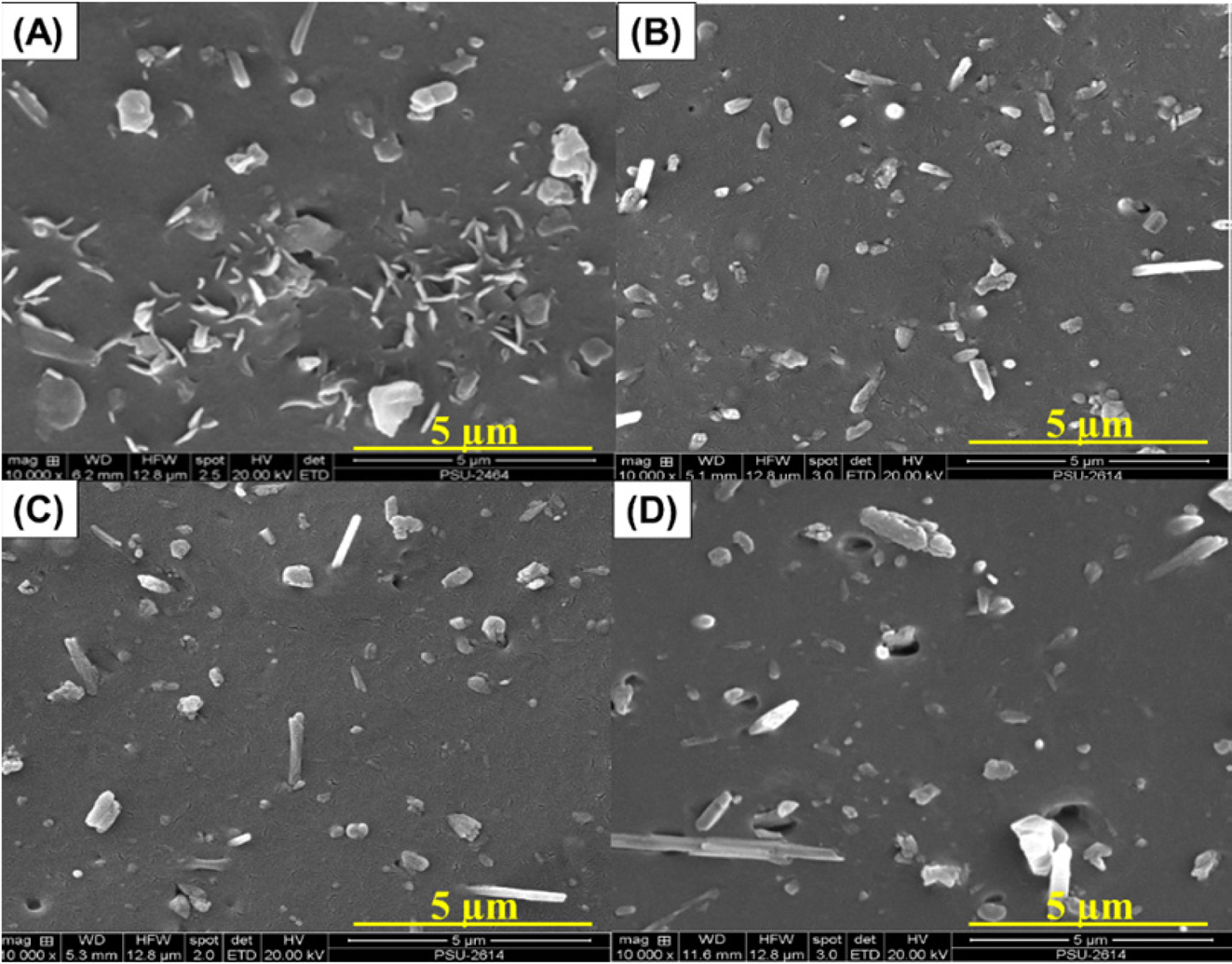
Scanning
Electron Microscopy. The fractured
samples after testing the tensile properties were used to observe the
micro-fractured surface. The image obtained can be used to correlate with the
tensile strength. The tensile fractured surfaces of the NR/HNT composites in
the absence and presence of MNR as a compatibilizer are shown in Figure 7.
Figures 7(A) and 7(B) show the tensile fractured surface of the composites with
the control formulation and the use of MNR as a compatibilizer. Better
dispersion of HNT was seen when the MNR was added to the composite. This may be
attributed to an improved compatibility between NR and HNT. Higher
compatibility has reduced the possibility of HNT to interact each other. As a
result, the dispersion was improved, leading to an increase in resistance to
crack propagation and thus giving higher tensile strength. However, when higher
amount of MA was used in the MNR e.g., MA contents at 6 and 8 phr respectively (see Figures 7(C)
and 7(D)). The HNT tended to agglomerate each other due to their
filler-filler interaction as observed from the higher Payne effect. Such
agglomeration is simply due to low compatibility between NR and HNT caused by
the self-crosslinked MNR. Similar observations were previously reported on
changes of microfractured surfaces against the addition of other fillers filled
NR composites in the presence of compatibilizer.21,22
|
Figure 1 FTIR spectra of NR and MNR at 8 phr of MA. |
|
Figure 2 Curing curves of NR/HNT composites in the absence and
presence of MNR as a compatibilizer. |
|
Figure 3 Possible interaction between NR and HNT in the presence of MNR as a compatibilizer. |
|
Figure 4 Storage modulus of NR/HNT composites in the absence
and presence of MNR as a compatibilizer. |
|
Figure 5 Payne effect of NR/HNT composites in the absence and
presence of MNR as a compatibilizer. |
|
Figure 6 Damping characteristic (tan δ) of NR/HNT composites in
the absence and presence of MNR as a compatibilizer. |
|
Figure 7 SEM images obtained from tensile fractured surfaces of
NR/HNT composites in the absence and presence of MNR as a
compatibilizer. i.e., Reference (A); MA 2 phr (B); MA 4 phr (C);
MA 8 phr (D) at 10000× magnifications. |
|
Table 4 Curing Characteristics of NR/HNT Composites in the
Absence and Presence of MNR as a Compatibilizer |

|
Table 5 Mechanical Properties of NR/HNT Composites in the
Absence and Presence of MNR as a Compatibilizer |
The aim of this study was to use MNR as compatiblizer for NR/HNT
composites. It can be seen that the overall properties of the composites were
clearly enhanced when MNR was used as a compatibilizer. MNR has very special
functional group that can form hydrogen bonding with the hydroxyl groups
available on the HNT inner and outer surface. The obtained interaction is
possible to enhance the mechanical properties such as tensile strength, modulus
and tear strength of the composites which is again verified by the reduction of
Payne effect observed from the dynamic properties. It has been clearly
highlighted in this present work that the use of MNR resulted in an enhanced
rubber-HNT interaction and reduced filler-filler interaction which provides
great benefit to the mechanical and dynamical properties. This finding will
lead to the scientific understanding on the role of MNR as a compatibilizer for
NR/HNT composites and can be source of useful information for manufacturing the
rubber products based on this composites. To some extent, this could lead to a
modification of processing method without requiring the use of silane coupling
agent which is complicated and costly.
- 1. V. Arrighi, I. McEwen, H. Qian, and M. S. Prieto, Polym., 44, 6259 (2003).
-

- 2. V. Jovanović, S. Samaržija-Jovanović, G. Marković, M. Marinović-Cincović, and J. Budinski-Simendić,. KGK Kautschuk Gummi Kunststoffe, 9, 52 (2011).
- 3. S. Chakravarty and A. Chakravarty, Kautsch. Gummi Kunstst., 60, 619 (2007).
- 4. H. Ismail, P. Pasbakhsh, M. A. Fauzi, and A. A. Bakar, Polym. Test., 27, 841 (2008).
-
- 5. Z. Jia, Y. Luo, B. Guo, B. Yang, M. Du, and D. Jia, Polym. Plast. Technol. Eng., 48, 607 (2009).
-
- 6. V. Vahedi, P. Pasbakhsh, and S.-P. Chai, Mater. Des., 68, 42 (2015).
-
- 7. Y. Song, Y. Kim, and H. Kim, Polym. Korea, 43, 958 (2019).
-
- 8. S. Rooj, A. Das, V. Thakur, R. Mahaling, A. K. Bhowmick, and G. Heinrich, Mater. Des.., 31, 2151 (2010).
-
- 9. S. Paran, G. Naderi, and M. Ghoreishy, Appl. Surf. Sci., 382, 63 (2016).
-
- 10. M. Du, B. Guo, Y. Lei, M. Liu, and D. Jia, Polym., 49, 4871 (2008).
-
- 11. P. Pasbakhsh, H. Ismail, M. A. Fauzi, and A. A. Bakar, Polym. Test., 28, 548 (2009).
-
- 12. H. Ismail, A. Rusli, and A. A. Rashid, Polym. Test., 24, 856 (2005).
-
- 13. C. Nakason, A. Kaesaman, and P. Supasanthitikul, Polym. Test., 23, 35 (2004).
-
- 14. P. Pasbakhsh, G. J. Churchman, and J. L. Keeling, Appl. Clay Sci., 74, 47 (2013).
-
- 15. K. Sahakaro and S. Beraheng, J. Appl. Polym. Sci., 109, 3839 (2008).
-
- 16. H. Nabil, H. Ismail, and A. Azura, J. Elastomers Plast., 43, 429 (2011).
-
- 17. A. Coran, J. Appl. Polym. Sci., 87, 24 (2003).
-
- 18. N. Rattanasom, T. A. Saowapark, and C. Deeprasertkul, Polym. Test., 26, 369 (2007).
-
- 19. A. Payne and R. Whittaker, Rubber Chem. Technol., 44, 440 (1971).
-
- 20. W. Kaewsakul, K. Sahakaro, W. K. Dierkes, and J. W. Noordermeer, Rubber Chem. Technol., 87, 291 (2014).
-
- 21. S. Rooj, A. Das, K.W. Stöckelhuber, D.-Y. Wang, V. Galiatsatos, and G. Heinrich, Soft Matter, 9, 3798 (2013).
-
- 22. K. Waesateh, S. Saiwari, H. Ismail, N. Othman, S. Soontaranon, and N. Hayeemasae, Int. J. Polym. Anal. Charact., 23, 260 (2018).
-
- Polymer(Korea) 폴리머
- Frequency : Bimonthly(odd)
ISSN 0379-153X(Print)
ISSN 2234-8077(Online)
Abbr. Polym. Korea - 2023 Impact Factor : 0.4
- Indexed in SCIE
 This Article
This Article
-
2020; 44(5): 596-602
Published online Sep 25, 2020
- 10.7317/pk.2020.44.5.596
- Received on Feb 28, 2020
- Revised on May 30, 2020
- Accepted on Jun 18, 2020
Services
- Full Text PDF
- Abstract
- ToC
- Acknowledgements
Introduction
Experimental
Results and Discussion
Conclusions
- References
Shared
Correspondence to
- Nabil Hayeemasae
-
Department of Rubber Technology and Polymer Science, Faculty of Science and Technology,
Prince of Songkla University, Pattani Campus, 94000, Pattani, Thailand - E-mail: nabil.h@psu.ac.th
- ORCID:
0000-0002-9924-582X
Hyecheon Building(Room 601), #354, Gangnam-Daero, Gangnam-Gu, Seoul 06242, Korea
TEL : 82-2-568-3860, 561-5203, 569-3860 FAX : 82-2553-6938 E-mail: polymer@polymer.or.kr