






- Study on Effect of Master Batch on the Physical Properties of PP/MWCNT Nanocomposites
Juyong Park, Dong Hak Kim, and Younggon Son*,†

Dept. of Chemical Engineering, Soonchunhyang University, 22, Soonchunhyang-ro, Asan, Chungnam 31538, Korea
*Division of Advanced Materials Science and Engineering, College of Engineering, Kongju National University, Cheonan, Chungnam 331717, Korea- PP/MWCNT 나노복합재료의 물성에 미치는 마스터 배치의 영향에 관한 연구
박주용 · 김동학 · 손영곤*,†
순천향대학교 나노화학공학과, *공주대학교 신소재공학부
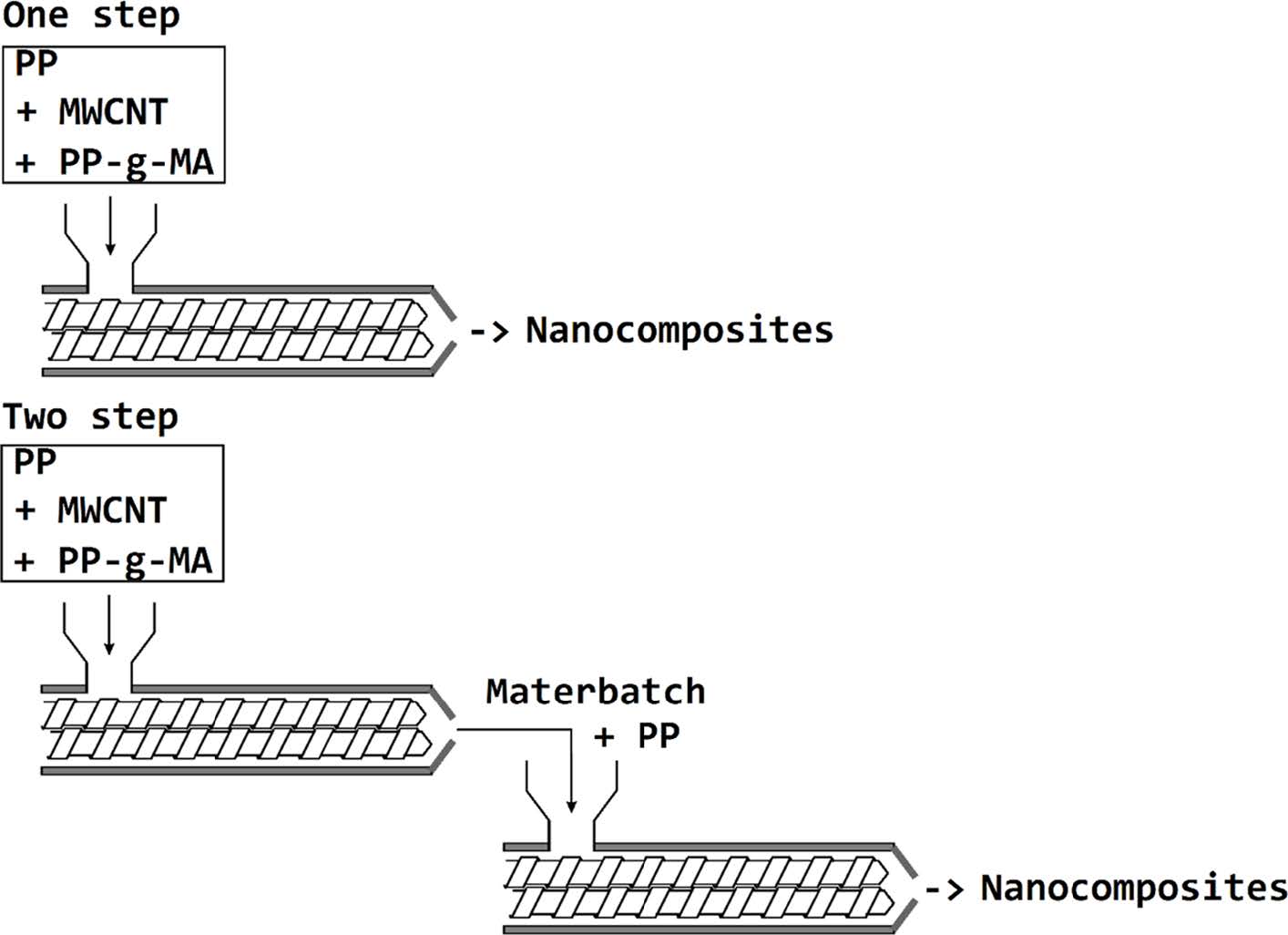
Effect of masterbatch (MB) on the properties of polypropylene/multi-walled carbon nanotube (PP/MWCNT) nanocomposites was studied. Nanocomposites with same compositions but different fabrication protocols were compared. In one-step mixing protocol, PP and MWCNT were compounded at once. In two-step mixing protocol, MB was first prepared from PP and high concentration of MWCNT and followed by subsequent dilution process with additional PP and MB. It was found that two-step protocol using MB enhanced the dispersion of MWCNTs and consequently mechanical and electrical properties were improved. When the MB was fabricated by PP, MWCNT and polypropylene-g-maleic anhydride (PP-g-MA), the properties of resulting nanocomposites were higher than those without PP-g-MA. This is attributed to increased affinity between matrix polymer and MWCNT due to the increased polarity of matrix polymer by incorporation of PP-g-MA. When PP of lower viscosity was used for the MB, the dispersion of MWCNT was much enhanced and the mechanical and electrical properties were also increased.
Polypropylene/multi-walled carbon nanotube(PP/MWCNT) 나노복합재료를 제조할 때 마스터 배치(MB)의 사용 효과에 대하여 고찰하였다. PP와 MWCNT를 한 번에 압출하여 제조한 나노복합재료와 PP에 고농도의 MWCNT를 혼합하여 MB를 제조한 후 여기에 PP를 혼합하는 두 단계의 압출을 통하여 제조한 나노복합재료를 비교하였다. 두 단계로 압출하는 것이 한 단계의 압출보다 MWCNT의 분산이 우수하고 높은 기계적 강도 및 전기적 특성을 보임을 알 수 있었다. 또한 MB 제조 시 MWCNT와 동일한 양의 PP-g-MA(maleic anhydride grafted PP)를 첨가하여 만든 MB를 사용하면 더욱 우수한 물성을 가진 나노복합재료를 얻을 수 있었다. 이는 극성이 낮은 PP에 극성이 높은 PP-g-MA를 혼합함으로써 MWCNT와의 친화성을 높이기 때문인 것으로 분석되었다. MB 제조 시 사용되는 PP의 점도가 낮을수록 균일한 MWCNT의 분산을 얻을 수 있었고 기계적 물성 및 전기 전도도가 증가하였다.
The effect of masterbatch on the properties of PP/MWCNT nanocomposites was studied. Two-step extrusion protocol using masterbatch enhanced the dispersion of MWCNTs. The mechanical and electrical properties of the samples prepared in two step protocol were much higher than those prepared in one step protocal.
Keywords: polypropylene, carbon nanotube, master batch, viscosity effect, polypropylene-g-maleic anhydride
이 논문은 2018년도 순천향대학교 학술연구비 지원에 의한 것임으로 이에 감사드립니다. 또한 이 논문은 2017년 공주대학교 학술연구 지원사업의 연구비 지원에 의하여 연구되었습니다.
탄소나노튜브(carbon nanotube, CNT)는 1991년 일본 NEC 부설연구소의 Iijima 박사에 의해 발견된 후 다양한 분야에서 꾸준한 관심과 연구대상이 되어 왔다.1 고분자에 CNT를 첨가하여 복합재료를 제조하면 열전도도, 전기전도도 및 기계적 물성 등이 증가하기 때문에 많은 연구자들의 관심을 끌어왔다.2 CNT 개발 초기에는 고가의 CNT를 고분자 복합재료의 강화재로 사용하기에는 경제적인 부담이 높았다. 그러나 꾸준한 연구 개발로 MWCNT(다중벽 탄소 나노튜브, multi- walled CNT)의 가격이 6만원/kg 이하로 떨어진 지금은 강화재로 사용하기에 충분한 경쟁력이 있다. 실제로 국내의 몇몇 화학 회사는 MWCNT를 강화재로 사용한 고분자 복합재료를 생산하여 판매하고 있다.
그러나 CNT들 사이에 작용하는 강한 반데르발스 힘은 CNT의 응집을 쉽게 발생하게 만들고 이로 인한 낮은 분산성, 재응집성, 높은 점도가 균일한 복합재료 제조의 걸림돌이다. 고분자/CNT 복합재료에서 CNT의 균일한 분산이 가능하다면 현재보다 더 적은 양으로 동등한 수준의 물성을 얻을 수 있고 가격 경쟁력을 더욱 높을 수 있을 것이다. 따라서 고분자 내 CNT의 분산이 가장 중요한 연구 주제이다.
고분자/CNT 나노복합재료를 제조하는 방법으로는 용액 혼합법(solution mixing),3 용융 혼련법(melt blending),4-5 직접 중합법(in situ polymerization)6 등이 있다. 이중 용융 혼련법이 현실적으로 대량생산이 가능한 방법이다. 용융 혼련법이 다른 두 방법에 비해 경제적이지만 CNT의 분산성은 낮은 것으로 알려져 있다.7
MWCNT와 고분자의 친화도는 고분자의 극성에 따라 다르고 이로 인해 분산성의 차이를 보인다. 극성이 높은 고분자에는 MWCNT가 상대적 높은 분산성을 나타내지만8-11폴리프로필렌(PP)과 같은 비극성 고분자에 용융 혼련법으로 MWCNT를 분산시키기는 매우 어렵다.12
PP는 낮은 가격과 합리적인 물성으로 인해 가장 많은 양이 소비되는 범용 고분자이다. 낮은 가격, 저비중, 양호한 내열성, 우수한 내약품성 및 기계적 물성 등으로 인해 자동차 부품 등에 많이 사용되고 있고 꾸준한 성능 개선으로 계속 그 사용량이 늘 것으로 기대된다. 그러나 낮은 전기 전도성때문에 대전 방지용 부품 및 전자파 차폐재 등의 산업분야에는 적용에 제한이 있어 왔다. 따라서 카본 블랙, CNT 등과 같은 전도성 물질의 혼합에 의한 전기 전도도 개선이 오랜 연구 주제이다.
MWCNT와 PP의 친화도를 높이기 위해서 MWCNT의 말단에 기능화기를 부여하거나,13 이온성 계면 활성제(inoic surfactant)를14사용하거나 산 처리15또는 플라즈마 처리를16 하여 MWCNT의 표면을 개질하는 등의 다양한 기술이 연구되었다. 또한 PP에 극성기를 부여하여 MWCNT와의 혼화성을 높이고자 하는 많은 연구가 있었다.17 극성기가 부여된 여러 PP 중 무수말레인산(maleic anhydride, MA)이 그래프트된 PP(PP-g-MA)가 제조의 편의성, MWCNT 분산성 등을 고려할 때 가장 우수한 것으로 판단된다.18
여러 연구들에 의하면 고분자와 MWCNT를 한 번에 혼합하여 복합재료를 제조하는 것보다 고분자에 고농도의 MWCNT를 혼합한 마스터배치(masterbatch, MB)를 먼저 제조한 후 MB를 희석하여 고분자/MWCNT 복합재료를 만드는 두 단계 혼합법이 MWCNT의 분산성을 증가시키는 데 훨씬 효율적인 것으로 알려져 있다.19-21 예를 들어, 한 번에 2 wt%의 MWCNT를 함유한 나노복합재료를 제조하는 것보다 20 wt%의 MB를 제조한 후 여기에 고분자를 추가로 투입하여 1/10로 희석시킨 나노복합재료의 물성이 월등히 우수하다. 10%의 압출 가공비는 증가하겠지만 압출 시 MWCNT의 가루의 날림 등으로 인한 작업자의 건강 문제 등을 해결할 수 있어 전체적으로 MB를 이용하는 편이 대량생산에 적합한 방법이다.
이 연구에서는 PP based MB 제조 시 PP 점도의 영향, PP-g-MA의 혼합에 따른 영향을 조사하였다. 이전 연구에서는 MB 사용이 분산에 유리하다는 연구는 있었지만 MB 제조 시 고분자의 점도의 영향, 그리고 PP-g-MA를 동시에 투입하여 MB를 제조하였을 때의 결과는 없었다.
재료. 폴리에틸렌(polypropylene, PP)은 롯데케미칼에서 제조한 두 가지 제품을 사용하였다. 일반 PP(grade: JM-390, 유동 지수: 80 dg/min, 밀도: 0.90 g/cm3)가 나노복합재료 및 MB를 제조할 때 사용되었다. 점도가 매우 낮은 PP(이후 L-PP로 칭함.)는 분자량이 30000~40000 g/mole 정도였고 유동 지수는 측정이 불가능할 정도로 높았다. PP-g-MA는 BYK 사의 제품(grade: TPPP-2112FA, 유동지수: 2.7 dg/min, MA content: 0.9-1.2 wt%)을 사용하였다. 사용된 MWCNT는 LG화학사의 grade 명 LUCAN CP1001M(bulk density: 0.10-0.15 g/cm3, 직경: 8-15 nm, 길이: 10-70 μm, 표면적: 235-275 m2/g)이다.
PP/MWCNT 및 PP/MWCNT/PP-g-MA 마스터배치 제조. PP/MWCNT(무게비: 90/10) 및 PP/MWCNT/PP-g-MA(무게비: 80/10/10)를 각각 비닐 백에서 드라이 블렌드(dry-blend)한 후 이축 압출기(SM Platek TEK-30, 30Φ, L/D=32)에서 회전속도 230 rpm, 온도 210/210/200/180/140 ℃로 압출하였다.
복합재료의 제조. 복합재료의 조성은 표기(notation) 뒤의 숫자로 표시하였다. 예를 들어 PP/MWCNT/PP-g-MA(8/1/1)은 PP:MWCNT:PP-g-MA를 무게비로 8:1:1을 포함한 시료를 의미한다. 정해진 비율의 시료를 비닐 백에서 혼합한 후 이축압출기에서 복합재료로 제조하였다. 압출기 및 압출 조건은 MB 제조와 동일하였다. 복합재료는 한 번에 혼합하는 방법(one step mixing)과 두 단계 혼합(MB)의 두 가지 방법으로 제조하였다. 시료명 뒤에 one-step mixing과 MB를 표기하여 압출 방법을 구분하였다. 예를 들어, PP/MWCNT/PP-g-MA(96/2/2)(from MB)는 PP/MWCNT/PP-g-MA(80/10/10)로 MB를 만든 후 이 MB 20에 PP 80을 혼합하여 압출하는 두 단계 방법으로 제조한 시료이다.
시편 제작. 기계적 물성 시편은 ASTM 표준 시편으로 사출 성형(우진플라임 Selexs 50, 사출온도: 230 ℃, 사출시간: 3 s, 냉각시간: 20 s)하여 제작하였으며, 유변 물성 측정을 위하여 압축 프레스(200 ℃)에서 디스크 시편(지름: 25 mm, 두께: 2 mm)을 제작하였다. 표면 저항 측정을 위하여 압축 프레스(200 ℃)에서 시트 형태(두께: 1 mm)로 제작하였다.
분석. 복합재료의 인장시험은 만능재료 시험기(Dong Guan universal testing machine)에서 인장 속도 50 mm/min, ASTM D638로 수행하였다. 굴곡시험(속도=2.8 mm/min, ASTM D790)은 만능재료 시험기에서 수행하였다. 유변 물성 측정은 회전형 레오미터(Anton paar MCR102)에서 평판형(parallel plate) 치구를 이용하여(gap: 1 mm, angular velocity: 0.1-100 rad/s) 측정하였다. 복합재료의 MWCNT의 분산 정도는 주사전자현미경(SEM, scanning electron microscope, HITACHI SU8220) 관찰을 통하여 평가하였다. 인장 시편을 액체 질소에 담갔다가 꺼낸 직 후 파단 후 표면을 관찰하였다. 표면 저항은 표면 저항 측정기(HIOKI SM7120(107~1019 Ω/sq.) 및 MITSUBISHI CHEMICAL ANALYTECH CO. MCP-T610(106 Ω/sq. 이하))에서 측정하였다.
유변 물성. 고분자/고체 입자 복합재료의 유변 물성 (rheological property)은 고체 입자의 모양, 크기, 구조, 표면 특성 및 입자들의 분산 정도 등 여러 인자의 영향을 받는다.22,23 그 중 분산도가 가장 큰 영향을 미치는 것으로 알려져 있다. 따라서 복합재료의 유변 물성 측정을 통하여 MWCNT의 분산 정도를 평가할 수 있다. 선행 연구들에 의하면 MWCNT의 함량이 증가할수록 낮은 주파수에서 복소 점도(complex viscosity, η*)의 기울기가 급격 해지고 저장 탄성률(storage modulus, G')의 주파수 의존성이 없어지는 yield 현상이 뚜렷해진다.24,25 이러한 yield 현상은 MWCNT의 함량 및 분산도가 증가할수록 더욱 뚜렷하게 관찰된다.
Figure 1에 PP/MWCNT 나노복합재료의 유변 물성을 나타냈다. 네 가지 나노복합재료 모두 MWCNT의 함량은 2 wt%로 동일하다. PP와 MWCNT를 한 번에 혼합한 복합재료(PP/MWCNT from 1 step mixing)가 가장 낮은 η*를 나타냈다. 주파수가 낮아질수록 η*의 변화가 점점 적어지는 것으로 보아 실험 범위보다 낮은 주파수 영역에서는 η*가 일정해지는 뉴톤성 거동을 보일 것으로 예상된다. PP/MWCNT/PP-g-MA(1 step mixing)는 PP/MWCNT(1 step mixing)보다 약간 높은 η*를 보였다. 이는 극성이 높은 PP-g-MA를 첨가하여 MWCNT의 분산성이 향상되었기 때문이다. 그러나 낮은 주파수 영역에서는 여전히 뉴톤성 유체에 가까운 거동을 보였다. 반면, MB로부터 제조한 시료는 낮은 주파수 영역에서 η*가 급격히 증가하는 yield 거동을 보였다. 또한 MB로부터 제조한 시료에서도 PP-g-MA가 추가된 경우가 더 높은 yield 현상을 보였다. G'의 거동을 보면 MB로부터 제조한 시료가 one step mixing으로 제조한 시료보다 낮은 주파수 영역에서 G'의 주파수 의존성이 적었다. 이는 MB로부터 제조한 시료가 더 고체와 같은 거동을 나타냈다는 의미로 MB로부터 제조한 시료가 MWCNT의 분산성이 높다는 것을 나타낸다. 또한 PP-g-MA가 포함된 시료가 그렇지 않은 시료보다 더 낮은 주파수 의존성을 보였다. 즉, 복합재료를 제조할 때 MB를 만들고 MB를 희석하여 두 단계 압출로 제조하는 것이 분산성 측면에서 우수하였다. 또한 극성이 높은 PP-g-MA를 혼합하는 것이 분산도 측면에서 유리하였다.
Figure 2에 PP/MWCNT와 PP/MWCNT/PP-g-MA 나노복합재료의 G'를 나타냈다. 두 경우 모두 MB로부터 2 단계의 압출로 제조했다. MWCNT의 함량이 증가할수록 G'의 주파수 의존성이 감소하는 전형적인 거동을 보였다. 또한 PP-g-MA가 첨가된 시료가 더 높은 G'을 보인다. 그러나 MWCNT의 함량이 증가할수록 PP-g-MA의 효과가 점차 감소하는 것으로 관찰되었다. MWCNT 4와 5 wt%에서는 PP-g-MA가 투입된 시료와 그렇지 않은 시료가 거의 동일한 G'을 나타냈다. 아주 낮은 MWCNT 농도에서는 MWCNT들이 서로 접촉하지 않고 따로 존재한다. MWCNT의 농도가 증가해서 특정 농도 이상이 되면 MWCNT들의 접촉이 가능해지고 MWCNT들이 서로 연결된 network 구조를 보이게 되는데, 이를 percolation threshold point라 하다. 이 포인트에서 전기전도가 급격히 상승하고 고체와 같은 유변학적 거동을 보였다. Percolation threshold point는 G'와 MWCNT 농도 plot에서 G'가 급격히 증가하는 농도에서 구할 수도 있다.26 MWCNT의 농도가 3 wt% 이상에서는 이미 percolation threshold point를 지나서 추가적인 PP-g-MA의 효과가 없는 것으로 생각된다.
형태학 관찰 및 기계적 성질. Figure 3에 PP/MWCNT 나노복합재료의 SEM 사진을 나타냈다. Figure 1에 나타낸 네 시료와 동일한 시료들이다. One step mixing으로 제조한 시료(Figure 3A와 Figure 3B)에서는 MWCNT들이 응집하여 마이크론 스케일의 거대한 응집체(agglomerate)들을 형성한 것을 볼 수 있다. 개개의 MWCNT들이 MWCNT 다발에서 하나씩 분리되어 고분자 내에 분산되어야 높은 물성을 발현할 수 있다. MWCNT들이 잘 분리되어 균일한 분산을 이루기 위해서는, 첫 단계로 고분자가 MWCNT 다발 사이사이에 잘 침투해 들어가고, 그 후 높은 전단력에 의하여 고분자가 MWCNT들을 하나하나 분리하여 분산이 이루어져야 한다.27 고분자가 MWCNT 다발에 잘 침투해 들어가기 위해서는 고분자와 MWCNT의 친화도(affinity)가 높아야 한다. PP와 같은 비극성 고분자는 극성이 높은 고분자들에 비해 MWCNT의 분산 성능이 낮은 편이다. 따라서 PP의 극성을 높이는 것이 분산에 유리하다는 것을 예측할 수 있다. 실제로 MA와 같은 극성기를 PP에 도입시키면 MWCNT의 분산도가 증가한다.18 Figure 3A와 Figure 3B를 비교하면 MA의 도입에 따라 응집체 들의 크기가 현저히 줄었다.
MB로부터 제조한 시료(Figure 3C 및 Figure 3D)를 보면 one step mixing으로 제조한 시료에서 보이는 거대 응집체들이 거의 보이지 않는다. 두 단계의 압출을 통해 MWCNT의 분산이 크게 개선되었다.
MWCNT 응집체는 MWCNT 다발 속으로 고분자가 효율적으로 침투하지 못해서 생긴 것이기 때문에 그 내부는 고분자가 거의 없이 MWCNT 만으로 뭉쳐져 있다고 여겨진다. 기계적인 물성 면에서는 고분자 중간 중간에 빈 공동(cavity)있는 것과 유사한 구조로 생각할 수 있다. 따라서 응집체의 크기가 크고 많을수록 기계적인 강도가 취약할 것으로 쉽게 예측할 수 있다.
Figure 4에 PP/MWCNT/PP-g-MA의 기계적 물성을 나타냈다. 시료 내 MWCNT의 함량은 2 wt%로 고정하였고 PP-g-MA의 양을 변화시켜 one step mixing으로 복합재료를 제조하여 기계적 물성을 측정하였다. PP-g-MA의 양이 증가함에 따라 인장강도와 굴곡강도가 모두 증가하는 것을 볼 수 있다. 이는 전술한 바와 같이 극성이 높은 PP-g-MA의 양이 증가함에 따라 MWCNT의 분산성이 좋아지고 또한 MWCNT 와 PP 사이의 접착력을 높이기 때문으로 생각된다.
이는 SEM을 통한 형태학 관찰 결과에서 확인할 수 있다. Figure 5는 Figure 4에 나타낸 시료의 SEM 사진이다. PP-g-MA의 양이 증가할수록 거대 응집체들의 크기가 줄어드는 것을 볼 수 있다. PP-g-MA의 양이 6 wt% 이상인 복합재료에서는 분산이 균일하게 되어 응집체들이 거의 보이지 않았다.
Figure 6에 MB로부터 제조된 PP/MWCNT 및 PP/MWCNT/PP-g-MA의 굴곡강도를 나타냈다. One step mixing과 비교하기 위하여 같은 조성인 PP/MWCNT/PP-g-MA(96/2/2)를 한 점으로 같이 나타냈고 화살표로 표기하여 비교하였다. One step mixing에 비하여 MB로부터 제조된 시료는 굴곡강도가 크게 증가한 것을 볼 수 있는데 이는 전술한 바와 같이 응집체들의 크기와 숫자가 줄어들고 MWCNT의 분산도가 증가하였기 때문이다. PP-g-MA 없이 단순히 MWCNT만을 PP에 혼합하였을 때는 MWCNT의 함량이 증가해도 굴곡강도의 증가가 거의 없지만 PP-g-MA가 존재하는 경우에는 MWCNT의 증가에 따라 굴곡강도가 꾸준히 증가하였다. MB로부터 제조된 PP/MWCNT는 one step mixing에 비해 분산도가 증가하기는 하지만, MWCNT의 농도가 높아질수록 응집체의 발생이 심해지는데 PP-g-MA가 존재하는 경우, 고농도의 MWCNT 함량에서도 MWCNT의 분산이 좋아져서 이러한 결과가 나온 것으로 생각된다.
전기적 성질. Figure 7에 PP/MWCNT/PP-g-MA의 표면저항을 나타냈다. MWCNT의 함량은 2 wt%로 고정하였고 PP-g-MA의 양을 변화시키면서 one step mixing으로 복합재료를 제조하여 표면저항을 측정하였다. Figures 4와 5에 나타낸 것과 동일한 시료이다. PP-g-MA의 함량이 0, 2 wt%에서는 표면저항 값이 1016 Ω/sq. 이상으로 부도체의 값을 나타냈으나 4 wt%에서 급격히 감소하고 그 이후로는 큰 변화가 없었다. Figure 5의 SEM 사진에서 볼 수 있듯이 PP-g-MA의 함량이 4 wt% 이상에서는 응집체들을 거의 볼 수가 없고 개개의 MWCNT들이 잘 분산되어 낮은 전기저항을 나타내는 것을 알 수 있다. 더 높은 PP-g-MA 함량에서 전기저항이 계속 낮아지지 않는 것은 MWCNT의 양이 2 wt%로 고정되어 있기 때문이다. 즉, 4 wt%의 PP-g-MA에서 MWCNT가 충분히 분산되어 더 높은 PP-g-MA 농도에서 전기 특성에 영향을 주지 못하는 것으로 여겨진다.
Figure 8에 MB로부터 제조한 PP/MWCNT 및 PP/MWCNT/PP-g-MA 복합재료의 표면저항을 나타냈다. Figure 7의 데이터와 비교해보면 MB를 사용하여 제조한 복합재료의 표면 저항 값이 one step mixing으로 제조한 복합재료보다 현저히 낮은 것을 볼 수 있다. 전술한 한 바와 같이 MB로부터 두 단계의 압출이 MWCNT의 분산도를 높였기 때문이다. 압출 횟수가 증가하거나 회분식 혼련기(internal batch mixer)에서 압출 시간이 증가함에 따라 MWCNT의 분산이 높아지는 것은 이미 많은 연구에서 보고된 사실이다.28,29 PP-g-MA를 첨가한 시료가 더 낮은 표면저항을 나타낸것으로 관찰되었다. MWCNT가 2%에서 그 효과가 가장 컸고 그 이상의 농도에서는 MWCNT의 농도가 증가함에 따라 PP-g-MA 효과가 점점 줄어들었다. 이는 유변학 관찰 결과와 일치하는 결과이다. MWCNT 3 wt% 이상에서는 MWCNT의 농도가 충분히 높아서 percolation threshold point를 지났고 PP-g-MA가 없어도 전도길(electrical path)이 형성되기 때문인 것으로 판단된다.
Figure 9에 PP/MWCNT/PP-g-MA의 표면저항을 나타냈다. 두 시료 모두 PP/MWCNT/PP-g-MA(8/1/1)로 MB를 만든 후 MB를 희석시켜 최종 나노복합재료를 만들었다. 두 시료의 차이는 MB 제조 시 사용된 PP의 점도 차이였다. L-MB는 점도가 매우 낮은 L-PP로 만든 마스터배치를 의미한다. MB는 일반 PP(JM390)로 만든 마스터배치이다. Figure 9에서 볼 수 있듯이 저점도 PP로부터 제조한 L-MB가 낮은 표면저항 값을 나타낸다. 이는 L-PP가 MWCNT와 혼합되는 과정에서 낮은 점도로 인해 MWCNT 다발에 잘 침투해 들어가고 MWCNT를 잘 분산시켰기 때문인 것으로 생각된다.

|
Figure 1 Complex viscosity (a); storage modulus (b) of PP/MWCNT as a function of angular velocity at 200 ℃. |

|
Figure 2 Storage modulus of PP/MWCNT (from MB) (open symbols) and PP/MWCNT/PP-g-MA (from MB) (closed symbols) at various MWCNT content at 200 ℃. PP-g-MA content in PP/MWCNT/PP-g-MA is same with MWCNT content. |

|
Figure 3 SEM photos of PP/MWCNT nanocomposite. Same specimens with those of Figure 1. |

|
Figure 4 Tensile strength of PP/MWCNT (one step mixing) nano composites with various PP-g-MA content. MWCNT content is 2 wt%. |

|
Figure 5 SEM photos of PP/MWCNT nanocomposites with various PP-g-MA contents. Numbers shown in the photos represent PP-g-MA content. MWCNT content is 2 wt% in all samples. Same specimens with those of Figure 4. |

|
Figure 6 Flexural strength of PP/MWCNT and PP/MWCNT/PP-g-MA prepared from master batch. Same specimens with those of Figure 2. |

|
Figure 7 Surface resistivity of PP/MWCNT nanocomposites (one step mixing) with various PP-g-MA content. MWCNT content is 2 wt%. Same specimens with those of Figure 4 and Figure 5. |

|
Figure 8 Surface resistivity of PP/MWCNT (from MB) and PP/MWCNT/PP-g-MA (from MB) as a function of MWCNT content. Same specimens with those of Figure 2. |

|
Figure 9 Surface resistivity of PP/MWCNT (from MB) and PP/MWCNT/PP-g-MA (from L-MB) as a function of MWCNT content. |
이 연구를 통하여 PP/MWCNT 나노복합재료 제조 시, 마스터 배치를 사용한 2단계 압출법이 더 높은 기계적 물성 및 전기전도도를 가지는 복합재료를 생산할 수 있다는 것을 알 수 있었다. 두 단계의 압출을 통하여 MWCNT의 균일한 분산이 크게 개선된 결과라는 것을 유변학 측정 및 SEM 관찰을 통하여 확인할 수 있었다. MB 제조 시 PP-g-MA를 첨가한 결과 최종 복합재료에서 MWCNT 분산은 더욱 개선되었고 기계적 물성과 전기특성도 향상되었다. 이는 PP-g-MA의 혼합을 통하여 매트릭스 고분자의 극성 증가 및 MWCNT와의 친화도 향상에 기인한 것이다. MB 제조 시 PP의 점도 효과에 대하여 관찰한 결과 낮은 점도의 PP를 사용할수록 MWCNT의 분산도가 개선되었고 기계적 물성 및 전기적 특성도 향상되었다.
- 1. R. Sengupta, M. Bhattacharya, S. Bandyopadhyay, and A. K. Bhowmick, Prog. Polym. Sci., 36, 638 (2011).
-

- 2. <!--StartFragment-->J. J. Mack, L. M. Viculis, A. Ali, R. Luoh, G. L. Yang, H. T. Hahn, F. K. Ko, and R. B. Kaner, Adv. Mater., 17, 77 (2005).
-
- 3. <!--StartFragment-->W. G. Zheng, S. C. Wong, and H. J. Sue, Polymer, 43, 6767 (2002).
-
- 4. <!--StartFragment-->P. Xiao, M. Xiao, and K. C. Gong, Polymer, 42, 4813 (2001).
-
- 5. <!--StartFragment-->A. Yasmin, J. J. Luo, and I. M. Daniel, Compos. Sci. Technol., 66, 1182 (2006).
-
- 6. <!--StartFragment-->N. A. Kotov, I. Dekany, and J. H. Fendler, Adv. Mater., 8, 637 (1996).
-
- 7. <!--StartFragment-->R. Blunk, M. H. Abd Elhamid, D. Lisi, and Y. Mikhail, J. Power Sources, 156, 151 (2006).
-
- 8. <!--StartFragment-->L. Du and S. C. Jana, J. Power Sources, 172, 734 (2007).
-
- 9. <!--StartFragment-->S. I. Heo, K. S. Oh, J. C. Yun, S. H. Jung, Y. C. Yang, and K. S. Han, J. Power Sources, 171, 396 (2007).
-
- 10. <!--StartFragment-->L. N. Song, M. Xiao, X. H. Li, and Y. Z. Meng, Mater. Chem. Phys., 93, 122 (2005).
-
- 11. <!--StartFragment-->L. N. Song, M. Xiao, and Y. Z. Meng, Compos. Sci. Technol., 66, 2156 (2006).
-
- 12. <!--StartFragment-->G. H. Chen, W. G. Weng, D. J. Wu, and C. L. Wu, Eur. Polym. J., 39, 2329 (2003).
-
- 13. <!--StartFragment-->F. M. Uhl, Q. Yao, H. Nakajima, E. Manias, and C. A. Wilkie, Polym. Deg. Stab., 89, 70 (2005).
-
- 14. <!--StartFragment-->
J. W. Shen, X. M. Chen, and W. Y. Huang, J. Appl. Polym. Sci., 88, 1864 (2003).
-
- 15. <!--StartFragment-->Y. X. Pan, Z. Z. Yu, Y. C. Ou, and G. H. Hu, J. Polym. Sci., Part B: Polym. Phys., 28, 1626 (2000).
-
- 16. <!--StartFragment-->W. Zhang, A. A. Dehghani-Sanij, and R. S. Blackburn, J. Mater. Sci., 42, 3408 (2007).
-
- 17. <!--StartFragment-->R. Socher, B. Krause, M. T. M?ller, R. Boldt, and P. P?tschke, Polymer, 53, 495 (2012).
-
- 18. D. Yao, S. Chen, and B. H. Kim, Adv. Polym. Technol., 27, 233 (2008).
-
- 19. <!--StartFragment-->W. Bauhofer and J. Z. Kovacs, Compos. Sci. Technol., 69, 1486 (2009).
-
- 20. <!--StartFragment--><!--StartFragment-->T. Villmow, S. Pegel, P. P?tschke, and U. Wagenknecht, Compos. Sci. Technol., 68, 777 (2008).
-
- 21. <!--StartFragment-->S. Abbasi, P. J. Carreau, and A. Derdouri, Polymer, 51, 922 (2010).
-
- 22. <!--StartFragment-->M. M. Rueda, M. Auscher, R. Fulchiron, T. P?ri?, G. Martin, P. Sonntag, and P. Cassagnau, Prog. Polym. Sci., 66, 22 (2017).
-
- 23. <!--StartFragment-->H. Cruz and Y. Son, J. Nanosci. Nanotechnol., 18, 943 (2018).
-
- 24. <!--StartFragment-->G. Galgali, C. Ramesh, and A. Lele, Macromolecules, 34, 852 (2001).
-
- 25. <!--StartFragment-->P.-C. Ma, N. A. Siddiqui, G. Marom, and J.-K. Kim, Composites Part A, 41, 1345 (2010).
-
- 26. <!--StartFragment-->F. Du, R. C. Scogna, W. Zhou, S. Brand, J. E. Fischer, and K. I. Winey, Macromolecules, 37, 9048 (2004).
-
- 27. <!--StartFragment-->I. Alig, P. Potschke, D. Lellinger, T. Skipa, S. Pege, G. R. Kasaliwal, and T. Villmow, Polymer, 53, 4 (2012).
-
- 28. <!--StartFragment-->S. Yuen, C. Ma, C. Chuang, K. Yu, S. Wu, C. Yang, and M. Wei, Compos. Sci. Technol., 68, 963 (2008).
-
- 29. <!--StartFragment-->B. Mayoral, J. Lopes, and T. McNally, Macromol. Mater. Eng., 299, 609 (2014).
-
- Polymer(Korea) 폴리머
- Frequency : Bimonthly(odd)
ISSN 0379-153X(Print)
ISSN 2234-8077(Online)
Abbr. Polym. Korea - 2023 Impact Factor : 0.4
- Indexed in SCIE
 This Article
This Article
-
2019; 43(5): 680-686
Published online Sep 25, 2019
- 10.7317/pk.2019.43.5.680
- Received on Apr 5, 2019
- Revised on Jul 23, 2019
- Accepted on Jul 23, 2019
Services
Shared
Correspondence to
- Younggon Son
-
Division of Advanced Materials Science and Engineering, College of Engineering, Kongju National University, Cheonan, Chungnam 331717, Korea
- E-mail: sonyg@kongju.ac.kr
- ORCID:
0000-0003-1601-7280
Hyecheon Building(Room 601), #354, Gangnam-Daero, Gangnam-Gu, Seoul 06242, Korea
TEL : 82-2-568-3860, 561-5203, 569-3860 FAX : 82-2553-6938 E-mail: polymer@polymer.or.kr